ел
а
00
Изобретение относится к литейному производству, в частности к томному литью по выплавляемым моделям.
Известна пресс-форма для изготовления выплавляёмьюс моделей , содержащая подвижную и неподвижную матригд 1(, загрузочную воронку с литниковыми каналами и устройство для их перекрытия в виде шиберного механизма 1 .
Однако эта пресс-форма не предотвращает вытекания зна.чительной доли модельной массы из воронки наружу после запрессовки, что ухудшает качество моделей.
Наиболее близким к изобретению по технической сущности и достигаемому результату является пресс-фор- ма для изготовления выплавляемых моделей, содержащая подвижную и неподвижную матрицы загрузочную воронку с литниковыми каналами и устройство для их перекрытия, выполненное в виде центрального подпружиненного отсекателя, который установлен в гильзе неподвижной матрицы 2}.
Известная пресс-форма имеет недостаточнзпо надежность в работе, та как после запойнения формы массой и отвода шприца отсекатель при своем движении под действием пружины в исходное положениевытесняет часть модельной массы через литниковые каналы наружу. Целью изобретения является повы-, шение качества моделей пУтем уменьшения вытекания модельной массы после запрессовки. Для достижения поставленной цели пресс-форма для изготовлений выплавляемых моделей, содержащая подвижную и неподвижную матрицы, загрузочную воронку с литниковыми каналами и устройство для их перекрытия, выполненное в виде центрального подпру жиненного отсекателя, который установлен в гильзе неподвижной матрицы, снабжена концентрично установлен ной на загрузочной воронке неподвижной гильзой с профильными отверстиями в ее стенке, телескопической втул кой, схватывающей неподвижную гильзу и верхнюю часть гильзы неподвижной матрицы, причем внутри втулки выполнены профильные углубления со сквозными отверстиями, а на поверхности загрузочной воронки - профильная, кольцевая проточка,,пальцами,
установленными в профильных отверстиях неподвижной гильзы с размещением их концов в углублениях телескопической втулки и кольцевой проточке загрузочной воронки.
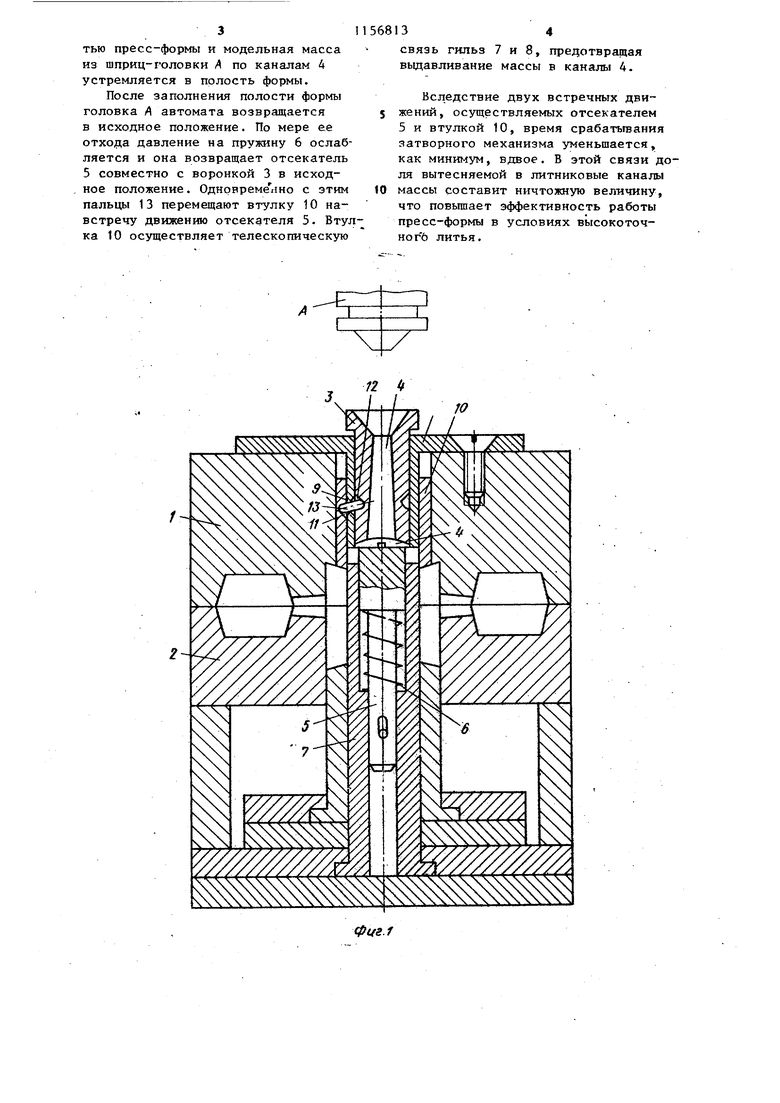
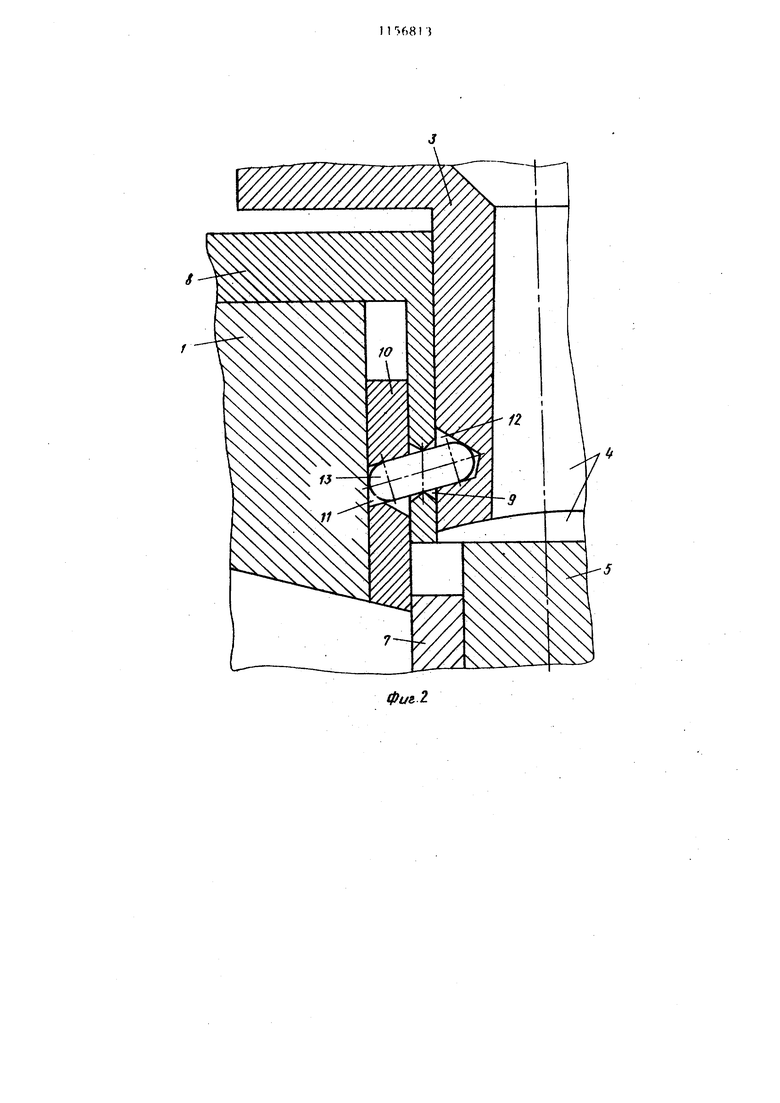
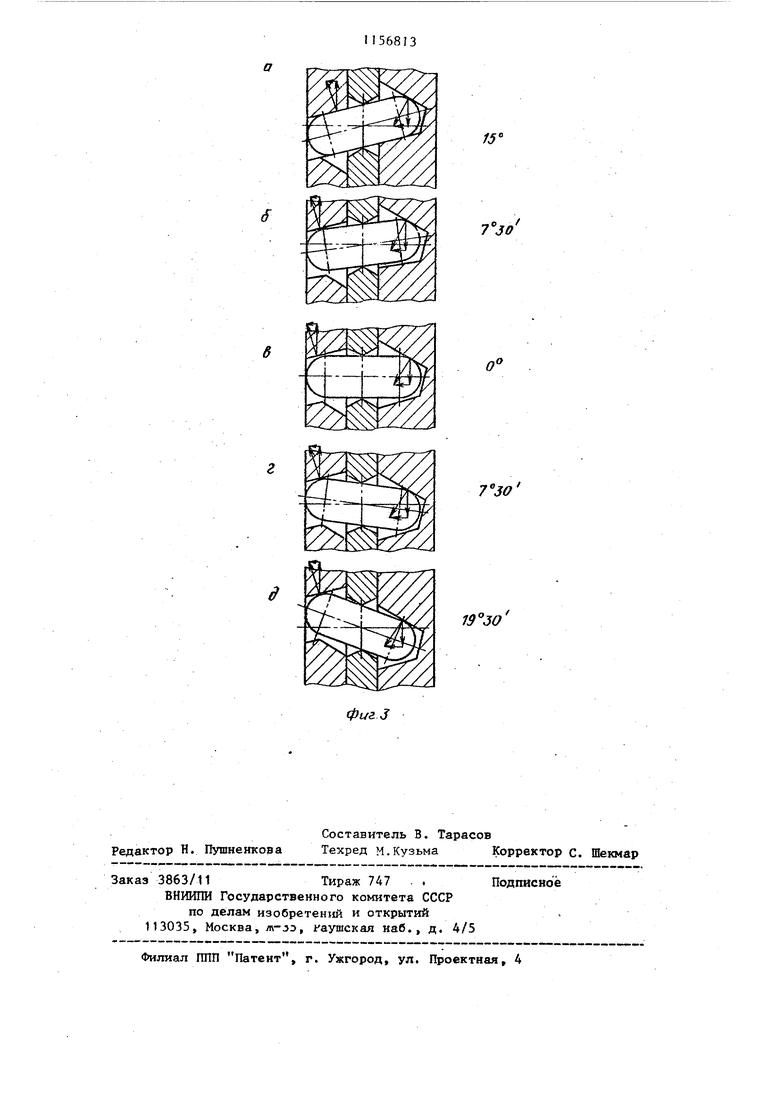
На фиг. 1 изображена предлагаемая пресс-формаi на фиг. 2 - запорный механизм пресс-формы; на фиг. 3 - кинематическая схема поворота пальца.
Пресс-форма состоит из подвижной 1 и неподвижной 2 матриц, загрузочной воронки 3, устройства 4 для перекрытия литниковых каналов в виде подвижного в осевом направлении центрального отсекателя 5, подпружиненного пружиной 6 к торцу воронки 3, установленного в гильзе 7 неподвижной матрицы 2. В устройстве имеется также неподвижная гильза 8 с профильными отверстиями 9 в стенках, расширяющимися от центра стенок к их краям, которая охватывает воронку 3, и телескопическая втулка 10, охватывающая гильзу 7 с гильзой 8, которые имеют равные диаметры. В стенках етулки 10 образованы профильные углубления 11 со сквозными отверстиями, а загрузочная воронка 3 снабжена профильной кольцевой проточкой 12, при этом внемки 11 и .12 расширяются друг к другу и в них,свободно размещены концы пальцев 13 (не менее трех пальцев равноотстоящих по окружности), которые установлены в отверстиях 9 неподвижной гильзы 8. В целях обеспечения технологичности сборки профильные углубления в телескопической втулке 10 выполнены со сквозными отверстиями. Предлагаемая пресс-форма работает следующим образом. Шприцевальная головка А , воздействуя на воронку 3, упирающуюся в торец отсекателя 5, заставляет последний перемещаться в гильзе 7, сжимая пружину 6. При этом воронка 3 одновременно с перемещением отсекателя 5 воздействует на пальцы 13, которые изменяют свое положение в соответствии с позициями а, б, в, г, д (фиг. 3) и.перемещают подвижную втулку 10 в направлении, противоположном направлению движения воронки 3. Кольцевое пространство между торцами гильз 7 и 8 совмещается в этот момент с полостью пресс-формы и модельная масса из шприц-головки Л по каналам 4 устремляется в полость формы.
После заполнения полости формы головка А автомата возвращается в исходное положение. По мере ее отхода давление на пружину 6 ослабляется и она возвращает отсекатель 5 совместно с воронкой 3 в исходное положение. Однрвременно с этим пальцы 13 перемещают втулку 10 навстречу движению отсекателя 5. Втул ка 10 осуществляет телескопическую
568134
связь гильз 7 и 8, предотвращая вьщавливание массы в каналы 4.
Вследствие двух встречных двиS жений, осуществляемых отсекателем 5 и втулкой 10, время срабатьгеания затворного механизма уменьшается, как минимум, вдвое. В этой связи доля вытесняемой в литниковые каналы 10 массы составит ничтожную величину, что повьшает эффективность работы пресс-формы в условиях высокоточно гб литья.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1080914A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU638424A1 |
| Пресс-форма для изготовления выплав-ляЕМыХ МОдЕлЕй | 1979 |
|
SU829332A2 |
| Пресс-форма для выплавляемых моделей | 1983 |
|
SU1113205A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1304971A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1173621A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1972 |
|
SU358077A1 |
| Пресс-форма | 1978 |
|
SU770643A1 |
| Запорное устройство для пресс-форм,используемых при изготовлении выплавляемых моделей | 1983 |
|
SU1144759A1 |
| Установка для запрессовки модельного состава под вакуумом | 1980 |
|
SU931273A1 |
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОЩЛЕЙ, содержащая подвижную и непо.движную матрицы, загрузочную воронку с литниковыми каналами и устройство для их перекрытия, выполненное в виде центрального подпружиненного отсекателя, который установлен в гильзе неподвижной матрицы, отличающаяся тем, что, с целью повышения качества моделей путем уменьшения вытекания модельной массы после запрессовки, пресс-форма снабжена концентрично установленной на загрузочной воронке неподвижной гильзой с профильными отверстиями в ее стенке, телескопической втулкой, охватывающей неподвижную гильзу и верхнюю часть гильзы неподвижной матрицы, причем внутри втулки выполнены профильные углубления со сквозными отверстиями, а на поверхности загрузочной воронки - профильная кольцевая проточка, пальцами, установленными в профипьных отверстиях неподвижной гильзы с размещением их (Л концов в углублениях телескопической втулки и кольцевой проточки загрузочной воронки.
/J
Tjo
6
0
Otft
Тзо
19°50
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 0 |
|
SU404542A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU638424A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
