г:
(Я
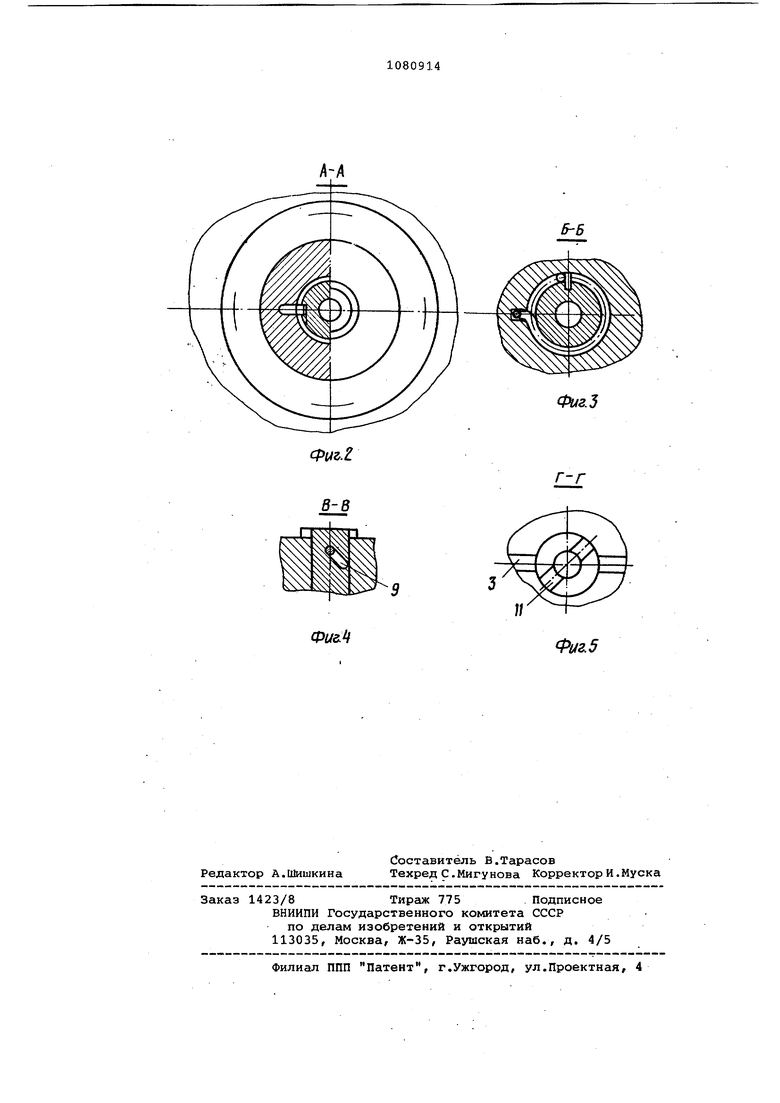
с Изобретение относится к литейно му производству, в частности к обо рудованию для изготовления выплавл емых моделей, Известна пресс-форма для изгото ления выплавляемых моделей, содерж тая подвижную и неподвижную плиты, загрузочную воронку с литниковыми каналами и соосно расположенный от носительно нее подпружиненный отсекатель для перекрытия литниковых каналов . Однако такая конструкция не иск лючает в момент перекрытия каналов вытекание модельной массы. Кроме того, пресс-форма недостаточно надежна в эксплуатации. Наиболее близкой к изобретению по технической сущности и достигае мому результату является пресс-форма для изготовления выплавляемых моделей, содержащая плиты с литьевыми каналами, шприц, запрессовочну втулку с продольным каналом, боковым и торцовым пазами и подвижный шток с пальцем 2}. Недостатком известной конструкции является низкая надежность изза вероятности заедания клинового механизма, а также открытых частей этого механизма, в частности штока что может иметь место вследствие попадания модельной массы в зазоры Кроме того, эта конструкция имее.т излишнюю сложность. Целью изобретения является повышение надежности и упрощение конструкции. Для достижения поставленной цели в пресс-форме для изготовления выплавляемых моделей, содержащей . плиты с литьевыми каналами, шприц, запрессовочную втулку с продольным каналом, боковым и торцовым пазами, подвижный шток с пальцем, запрессовочная втулка снабжена пружиной кру чения, которая обхватывает ее, боко вой паз втулки выполнен наклонным и в нем расположен палец штока, а последний установлен параллельно запрессовочной втулке и имеет возмо ность вертикального перемещения при взаимодействии со шприцем. На фиг. 1 изображена пресс-форма для изготовления выплавляемых моделей, продольный разрез на фиг.2сечение А-А на фиг. 1 на фиг. 3 сечение Б-Б на фиг. Ij на фиг. 4 сечение В-В на фиг. 1; на фиг. 5 сечение Г-Г на фиг. 1. Пресс-форма состоит из плит 1 и литниковых каналов 3 и запрессовочной втулки 4, установленной с воэмо ностью поворота и подпружиненной от носительно плиты 1 пружиной 5 круче ния, которая обхватывает втулку 4, при этом последняя с помощью 6 зафиксирована от осевого перемещения. Втулка 4 со стороны литникового канала плиты 1 может быть установлена с помощью сальника ( не показан ) для предотвращения попадания модельной массы в зазоры. В крышке б установлен с возможностью осевого вертикального перемещения шток 7, который расположен параллельно втулке 4, выступает над ее торцом и связан с пальцем 8, введенным в паз 9, который выполнен на боковой поверхности втулки 4 и наклонен к ее продольной оси. Со стороны шприца 10 втулка 4 может также иметь сальник (не показан), при этом в последней имеется диаметральный паз 11. Пресс-форма работает следующим образом. Шприц 10 при своем движении к запрессовочной втулке 4 торцом воздействует на шток 4, который, перемещаясь под его действием продольно, в свою очередь, воздействует своим пальцем 8 на втулку 4 посредством паза 9. Втулка 4, преодолевая усилие пружины 5 и закручивая ее, поворачивается до положения совмещения паза 11 с литниковым каналом 3 в плите 1. В этот момент литниковые каналы 3 во втулке 4 и в плите 1 сообщаются, и модельная масса, поступающая из шприца 10, заполняет формообразующую полость С . При отводе шприца 10 пружина 5 возвращает втулку 4, поворачивая ее, в исходное.положение, при этом паз 9 втулки 4, воздействуя на палец 8, заставляет шток 7 переместиться вверх до положения, при котором его конец будет выступать над торцом втулки 4. В этот момент запирающий механизм закрывается. После затвердевания модельного состава в полости G пресс-форма раскрывается. Плиты 1 и 2 расходятся, и выталкивающая система (не показана) вытесняет отформованное и затвердевшее звено из пресс-формы. Остаток литника из канала 3 втулки 4 удаляется специальным устройством автомата после раскрытия прессформы. Остатки литейной массы легко удаляются из каналов 3 и паза 11Л в отличие от известного устройства эти операции совмещены). Заклинивающие элементы с большой площадью .контактного трения отсутствуют, вследствие чего заедание механизма исключается. В конструкции предусмотрено исключение попадания массы в зазоры между втулкой и плитой благодаря только поворотному перемещению ее, обеспечившему возможность установки уплотнений, например сальников.
Фи&
Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1984 |
|
SU1258587A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1304971A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1156813A1 |
| Установка для запрессовки модельного состава под вакуумом | 1980 |
|
SU931273A1 |
| Пресс-форма для выплавляемых моделей | 1983 |
|
SU1113205A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1978 |
|
SU727317A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1987 |
|
SU1518080A1 |
| Пресс-форма для выплавляемыхМОдЕлЕй | 1979 |
|
SU793693A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Установка для запрессовки модельной массы | 1979 |
|
SU872005A1 |
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕ.НИЯ BЫПЛABЛЯE ЫX МОДЕЛЕЙ, содержащая плиты с литьевыми каналами, шприц, запрессовочную втулку с продольным каналом, боковым и торцовым пазами, подвижный шток с пальцем, о т л и ч а ю щ а .я с я тем, что, с целью повышения надежности и упрощения конструкции, запрессовочная втулка снабжена пружиной кручения, которая обхватывает ее, боковой паз втулки выполнен наклонным и в нем расположен палец штока,.а последний установлен параллельно запрессовочной втулке и имеет возможность вертикального перемё ценйя при взаимо действии со шприцем. .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU638424A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1978 |
|
SU727317A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
