Изобретение относится к абразивной обработке и может быть использовано при обработке поверхностей вращения, а также плоских и торцовых поверхностей деталей машин в машиностроении. Известен способ шлифования поверхностей кругом с прерывистой рабочей поверхностью, при котором детали и шлифовальному кругу сообш,ают врашательные движения, а круг перемешают вдоль образующей обрабатываемой детали 1. Недостатком известного способа является низкое качество обработанной поверхности. Цель изобретения - улучшение качества обработанной поверхности. Поставленная цель достигается тем, что согласно способу шлифования поверхностей кругом с прерывистой рабочей поверхностью, при котором детали и шлифовальному кругу в системе СПИД с переменной жесткостью сообщают вращательные движения, а круг перемешают вдоль образующей обрабатываемой детали, деталь на время выходи периферийной режущей части кру га из зоны контакта с ней нагружают со стороны круга усилием, равным усилию резания. Такое выполнение способа исключает разгрузку системы СПИД во время выхода периферийной режущей части круга из контакта, с обрабатываемой деталью и исключает вибрации системы СПИД. Это приводит к исключению удара абразивного инструмента и деталь при очередном контактировании с ней и улучшению качества обработанной поверхности. На чертеже приведена схема осуществле ния предлагаемого способа. Детали 1 и абразивному кругу 2 с прерывистой рабочей поверхностью сообщают вращательные движения и перемещают круг 2 вдоль образующей обрабатываемой детали 1. При выходе кромки А периферийной режущей части 3 круга 2 из контакта с деталью 1 систему СПИД нагружают усилием, равным усилию резания, путем ввода в контакт с обработанной поверхностью кромки А деформирующего элемента 4. Радиус кривизны участка АВ периферийной части, свободной от абразива, круга 2 соответствует радиусу кривизны QD деформирующего элемента 4. В момент входа периферийной режущей части 3 кромкой В круга 2 в контакт с деталью кромка D деформирующего элемента 4 выходит из контакта с обрабатываемой поверхностью. Пример. Обработка валов на круглощлифовальном станке мод. 3164А. Материал обрабатываемой детали ШХ 15 (HRC 50 ед); диаметр детали 40 мм; длина обработки 150 мм; щероховатость исходное поверхности RCL 2,5 мкм {6-ой kл.) по ГОСТ 2789-73. Шлифование проводили кругом 22А25СМ2К, на периферии которого выполнены полуцилиндрические канавки радиусом 3 мм, которые равномерно расположены по окружности. На одной оси с шлифовальным кругом располагали корпус с установленными в нем деформирующими элементами. Угловое расположение деформирующих элементов соответствовало расположению полуцилиндрических канавок на периферии абразивного круга. Диаметр деформирующих элементов б мм; материал деформирующих элементов ШХ15(НКС) 61 ед.) Режимы обработки: Скорость вращения круга, м/с 28 Скорость вращения детали, м/мин 12 Глубина резания, мм0,08 Усилие резания и усилие деформирования (усилие нагружения системы СПИД),и 480 Шероховатость обработанной поверхности соответствовала Rjj, 0,16 мкм (10-ый кл.) по ГОСТ 2789-73. Стойкость щлифоваль ного круга до правки увеличилась в 1,4- 1,5 раза, чем при обычном способе шлифования кругами с прерывистой рабочей поверхностью. Следы вибрации на обработанной поверхности отсутствовали. Таким образом, предлагаемый способ позволяет улучщить качество обработанной поверхности и увеличить стойкость абразив ного инструмента с прерывистой рабочей поверхностью в 1,4-1,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для чистовой обработки поверхностей вращения | 1984 |
|
SU1296391A1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| Способ комбинированной обработки цилиндрических поверхностей вращения | 1984 |
|
SU1207726A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2239537C1 |
| Планшайба для крепления шлифовального круга | 1976 |
|
SU685483A1 |
| ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228127C1 |
СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ, при котором детали и шлифовальному кругу сообшают врашательные движения, а круг перемещают вдоль образуюш.ей обрабатываемой детали, отличающийся тем, что, с целью улучшения качества обработанной поверхности, деталь на время выхода периферийной режушей части круга из зоны контакта с ней нагружают со стороны круга усилием, равным усилию резания. (Л 00 СП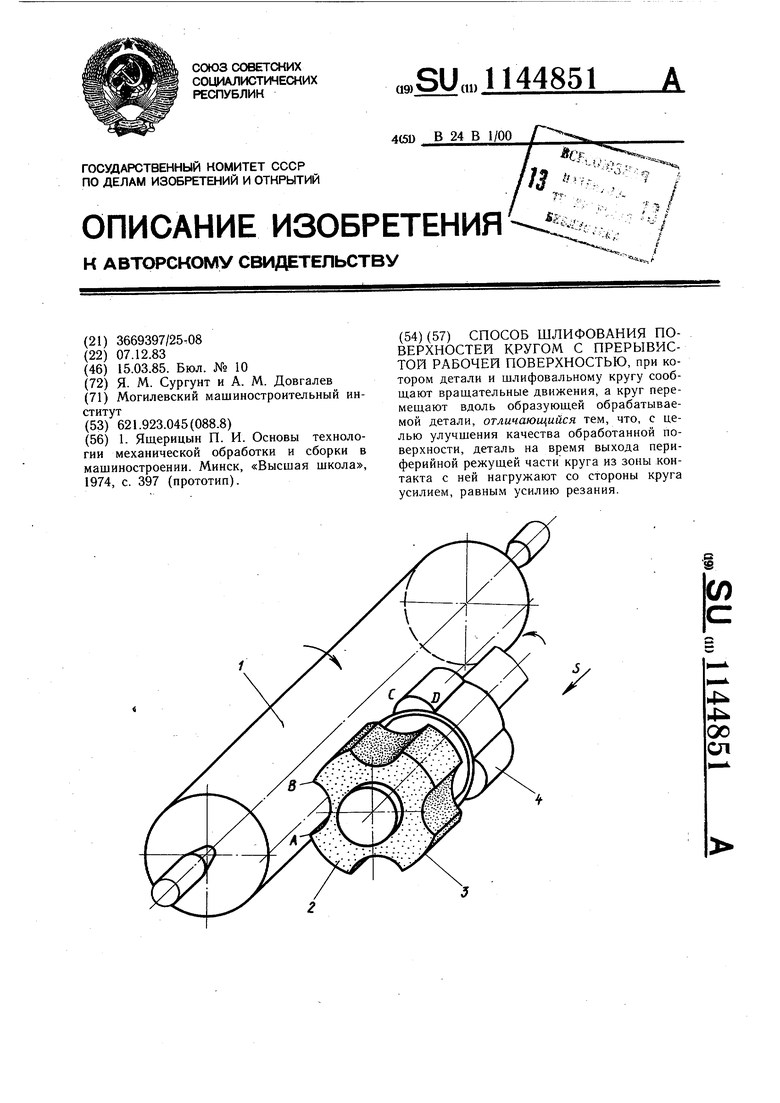
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ящерицын П | |||
| И | |||
| Основы технологии механической обработки и сборки в машиностроении | |||
| Минск, «Высшая школа, 1974, с | |||
| СПОСОБ ДЛЯ РАДИОСНОШЕНИЙ С ПОЕЗДАМИ | 1922 |
|
SU397A1 |
