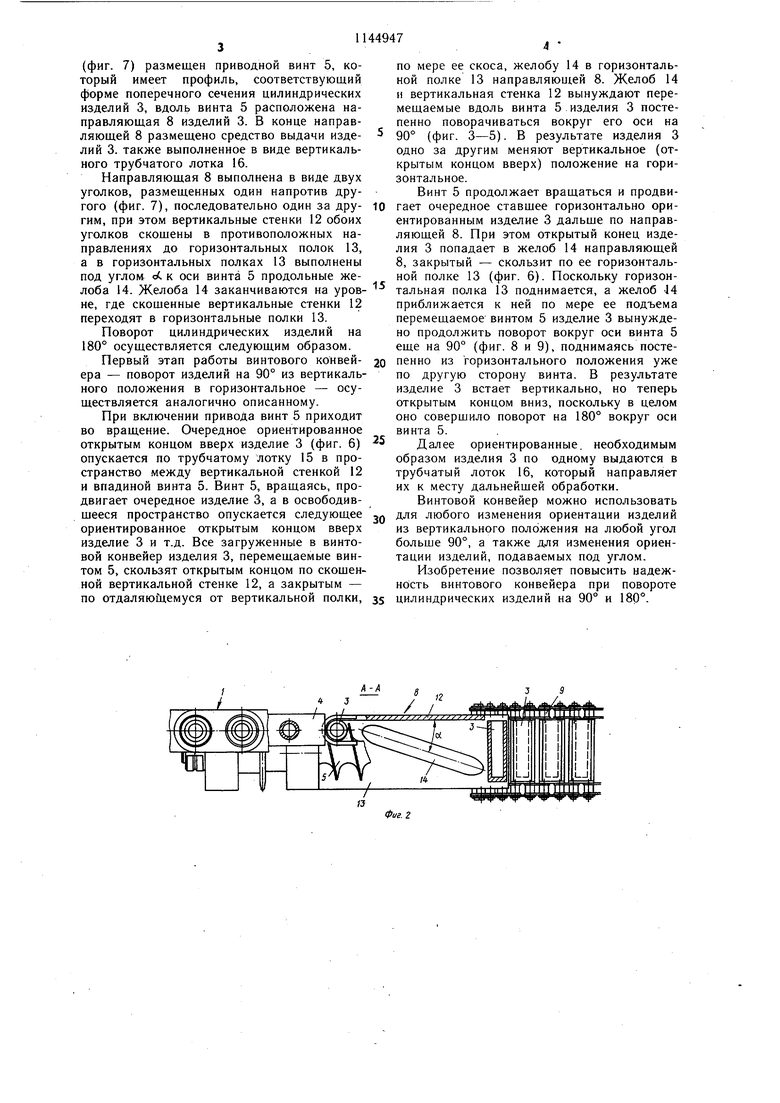
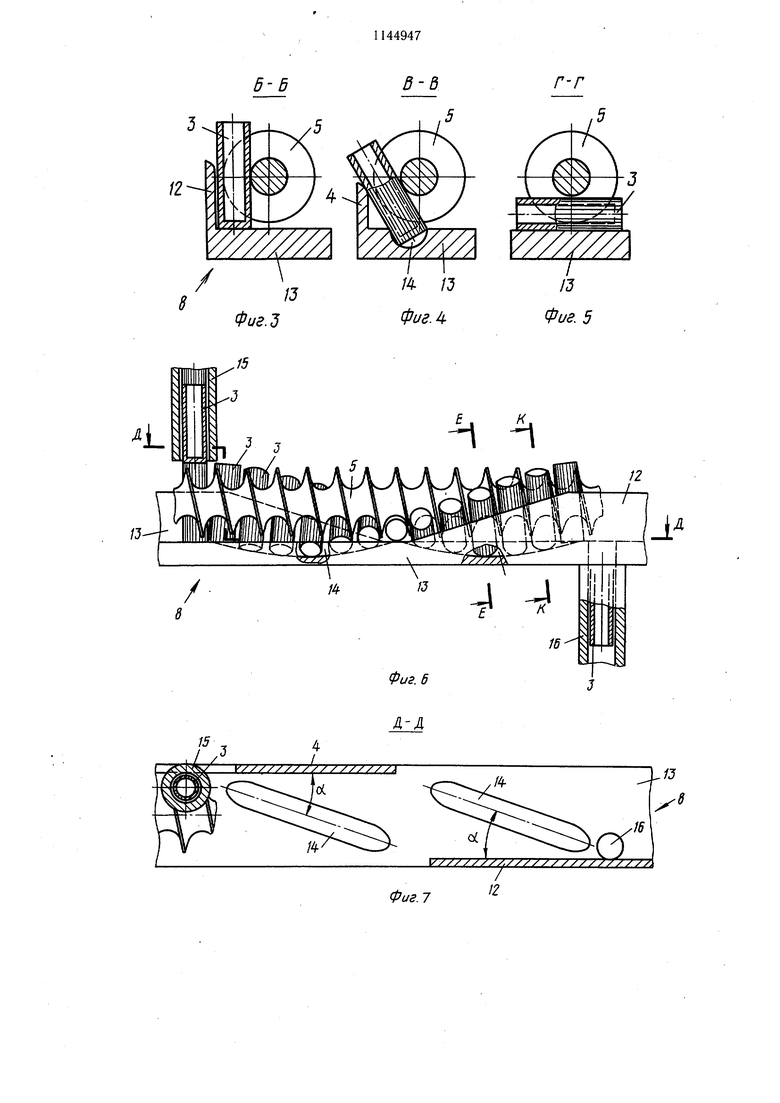
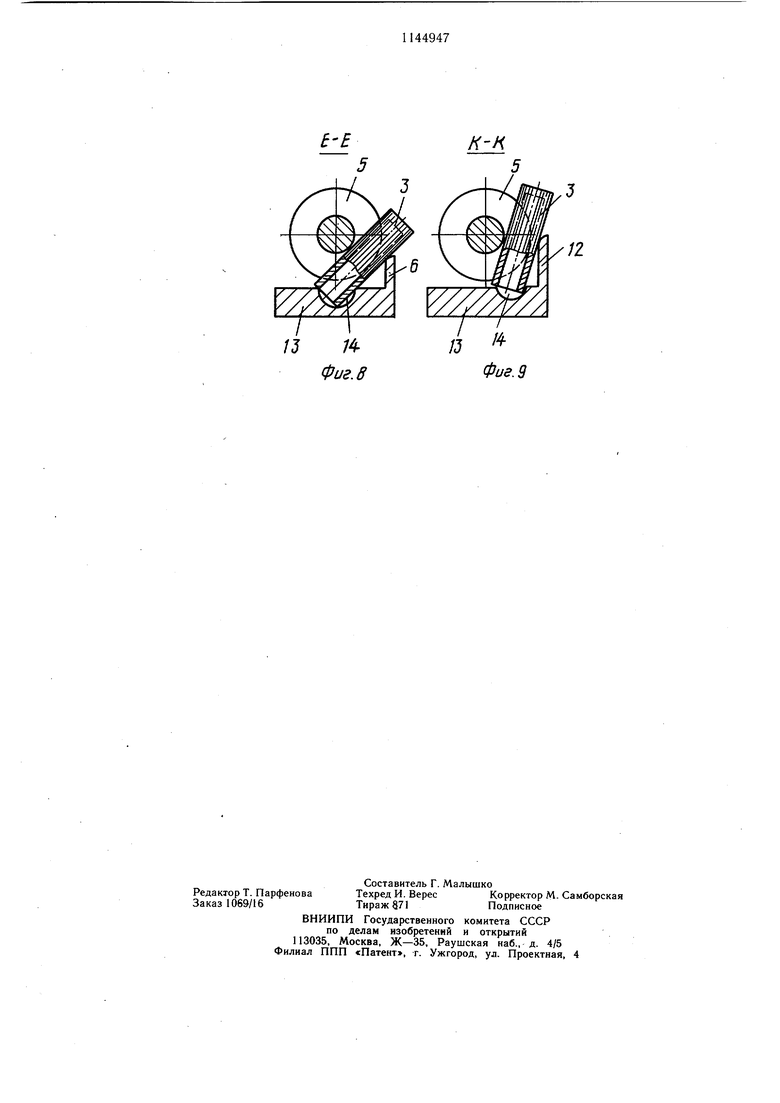
Изобретение относится к подъемно-транспортному машиностроени ю, а именно к винтовым конвейерам для транспортировки цилиндрических изделий. Известен винтовой конвейер для перемещения ключей для консервных банок, содержащий винт и направляющую, профиль которой повторяет профиль винта 1. Однако в процессе транспортировки изделие не может быть повернуто на 90°, а только меняет свое положение по вертикали. Наиболее близким к изобретению является винтовой конвейер для цилиндрических изделий, содержащий корпус с размещенным в нем приводным винтом и изогнутую направляющую, обеспечивающую поворот изделия на 90° 2. Данное устройство ненадежно в работе при повороте изделия на 90° и 180°. Цель изобретения - повышение надежности работы конвейера при повороте издеЛИЙ на 90°, а также при повороте на 180°. Указанная цель достигается тем, что в винтовом конвейере для цилиндрических изделий, содержащем корпус с размещенным в нем приводным винтом и направляющую, последняя выполнена в виде уголка, вертикальная стенка которого скощена в направлении транспортирования до горизонтальной полки, при этом в последней выполнен желоб, расположенный под углом к оси винта. Кроме того, направляющая выполнена в виде двух уголков, размещенных один напротив другого последовательно, при этом вертикальные стенки обоих уголков скощены в противоположных направлениях до горизонтальных полок, а в горизонтальных полках выполнены желоба, расположенные под углом к оси винта. На фиг. 1 изображен винтовой конвейер для цилиндрических издеЛ1Й, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - винтовой конвейер для цилиндрических изделий при повороте изделий на 180°; на фиг. 7 - разрез Д-Д на фиг. 6; на фиг. 8- - разрез Е-Е на фиг. 6; на фиг. 9 - разрез К.-К на фиг. 6. Винтовой конвейер, обеспечивающий поворот цилиндрических изделий на 90° (фиг. 1), имеет загрузочное приспособление в виде горизонтального цепного конвейера 1, в вертикальных сквозных вместилищах 2 которого размещены цилиндрические изделия 3, опирающиеся на поддон 4. Под цепным конвейером 1 параллельно ему, но со смещением в плане (фиг. 2) после окончания поддона 4 размещен приводной винт 5, имеющий профиль, соответствующий поперечному сечению изделий 3. Приводной винт 5 установлен в опорах качения б (фиг. 1) и приводится во вращение через звездочку 7 (привод не показан). Вдоль приводного винта 5 расположена направляющая 8 изделий 3. В колце направляющей 8 размещено средство выдачи изделий 3, выполненное в виде вертикально-замкнутого цепного конвейера 9 с горизонтальными носителями 10 изделий 3, обогнутого вокруг звездочки П. Цепной конвейер 1, винт 5 и цепной конвейер 9 связаны жесткой кинематической цепью (не показано). Направляющая 8 (фиг. 1-4) выполнена в виде уголка, вертикальная стенка 12 которого скощена в направлении транспортирования до горизонтальной полки 13, при этом в последней выполнен желоб 14 под углом к оси винта 5, удаляющийся от вертикальной стенки 12 по мере ее скоса к горизонтальной полКе 13. Винтовой конвейер снабжен также загрузочным 15 и выдачным 16 трубчатыми лотками. Винтовой конвейер для цилиндрических изделий работает следующим образом. При включении привода цепной конвейер 1, винт 5 и цепной конвейер 9 приходят в согласованное движение. Цепной конвейер 1 подает изделия 3, размещенные в его вертикальных сквозных вместилищах 2 и бпирающиеся на поддон 4, к приводному винту 5. Достигнув конца поддона 4, очередное изделие 3 вертикально опускается в пространство между вертикальной стенкой 12 направляющей 8 и впадиной 5. Винт 5, вращаясь, продвигает очередное изделие 3, а в освободивщееся пространство между вертикальной стенкой 12, направляющей 8 и первой впадиной винта 5 опускается следующее изделие 3 и т.д. Загруженные в винтовой конвейер изделия 3, перемещаясь вдоль винта 5, скользят нижним концом по желобу 14 горизонтальной полки 13, а верхним - по вертикальной стенке 12, поскольку вертикальная стенка 12 скощена до .горизонтальной полки 13 направляющей 8, а желоб 14 удаляется от вертикальной стенки 12 по мере ее скоса к горизонтальной полке 13 (фиг. 2). Изделия 3 не просто перемещаются вдоль винта 5, но и постепенно поворачиваются вокруг его оси на 90° (фиг. 3-5), переходя из вертикального положения в горизонтальное. Далее очередное, уже горизонтально расположенное изделие 3, достигнув конца направляющей 8, попадает в горизонталь ный носитель 10 цепного конвейера 9. Для обеспечения поворота цилиндрических изделий на 180° винтовой конвейер (фиг 6) имеет загрузочное приспособление в виде вертикального трубчатого лотка 15, в который одно за другим поступают одинаково ориентированные открытым концом вверх цилиндрические изделия 3. Под загрузочным лотком 15 со смещением в плане (фиг. 7) размещен приводной винт 5, который имеет профиль, соответствующий форме поперечного сечения цилиндрических изделий 3, вдоль винта 5 расположена направляющая 8 изделий 3. В конце направляющей 8 размещено средство выдачи изделий 3. также выполненное в виде вертикального трубчатого лотка 16. Направляющая 8 выполнена в виде двух уголков, размещенных один напротив другого (фиг. 7), последовательно один за другим, при этом вертикальные стенки 12 обоих уголков скощены в противоположных направлениях до горизонтальных полок 13, а в горизонтальных полках 13 выполнены под углом с. к оси винта 5 продольные желоба 14. Желоба 14 заканчиваются на уровне, где скощенные вертикальные стенки 12 переходят в горизонтальные полки 13. Поворот цилиндрических изделий на 180° осуществляется следующим образом. Первый этап работы винтового конвейера - поворот изделий на 90° из вертикального положения в горизонтальное - осуществляется аналогично описанному. При включении привода винт 5 приходит во вращение. Очередное ориентированное открытым концом вверх изделие 3 (фиг. 6) опускается по трубчатому лотку 15 в пространство между вертикальной стенкой 12 и впадиной винта 5. Винт 5, вращаясь, продвигает очередное изделие 3, а в освободивщееся пространство опускается следующее ориентированное открытым концом вверх изделие 3 и т.д. Все загруженные в винтевой конвейер изделия 3, перемещаемые винтом 5, скользят открытым концом по скощенной вертикальной стенке 12, а закрытым - по отдаляюйхемуся от вертикальной полки, по мере ее скоса, желобу 14 в горизонтальной полке 13 направляющей 8. Желоб 14 и вертикальная стенка 12 вынуждают перемещаемые вдоль винта 5 изделия 3 постепенно поворачиваться вокруг его оси на 90° (фиг. 3-5). В результате изделия 3 одно за другим меняют вертикальное (открытым концом вверх) положение на горизонтальное. Винт 5 продолжает вращаться и продвигает очередное ставщее горизонтально ориентированным изделие 3 дальше по направляющей 8. При этом открытый конец изделия 3 попадает в желоб 14 направляющей 8, закрытый - скользит по ее горизонтальной полке 13 (фиг. 6). Поскольку горизонтальная полка 13 поднимается, а желоб -14 приближается к ней по мере ее подъема перемещаемое винтом 5 изделие 3 вынуждено продолжить поворот вокруг оси винта 5 еще на 90° (фиг. 8 и 9), поднимаясь постепенно из горизонтального положения уже по другую сторону винта. В результате изделие 3 встает вертикально, но теперь открытым концом вниз, поскольку в целом оно совершило поворот на 180° вокруг оси винта 5. Далее ориентированные, необходимым образом изделия 3 по одному выдаются в трубчатый лоток 16, который направляет их к месту дальнейшей обработки. Винтовой конвейер можно использовать любого изменения ориентации изделий из вертикального положения на любой угол больше 90°, а также для изменения ориентации изделий, подаваемых под углом, Изобретение позволяет повысить надежнбсть винтового конвейера при повороте цилиндрических изделий на 90° и 180°.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЧВОИЗМЕЛЬЧИТЕЛЕПОСАДОЧНЫЙ АГРЕГАТ И.Г.МУХИНА | 1997 |
|
RU2121251C1 |
| Устройство для накопления и поштучной выдачи изделий | 1974 |
|
SU598799A1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ПУШКИ | 2001 |
|
RU2195617C1 |
| Устройство для загрузки изделий в тару | 1990 |
|
SU1724519A1 |
| Агрегат для термообработки | 1980 |
|
SU983425A1 |
| СЕЯЛКА | 1995 |
|
RU2089057C1 |
| Проходческий комбайн | 1979 |
|
SU881332A1 |
| Устройство для жидкостной обработки цилиндрических деталей | 1982 |
|
SU1066675A1 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| СПОСОБ УБОРКИ ЗЕРНОВЫХ КУЛЬТУР, ЗЕРНОУБОРОЧНЫЙ АГРЕГАТ И ТОК | 1999 |
|
RU2206199C2 |
1. ВИНТОВОЙ КОНВЕЙЕР ДЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, содержащий корпус с размещенным в нем приводным винтом и направляющую, отличающийся тем, что, с целью повышения надежности работы конвейера при повороте изделий на 90°, направляющая выполнена в виде уголка, вертикальная стенка которого скошена в направлении транспортирования до горизонтальной полки, при этом в последней выполнен желоб, расположенный под углом к оси винта. 2. Конвейер по п. 1, отличающийся тем, что, с целью повышения надежности работы конвейера при повороте изделий на 180°, направляющая выполнена в виде двух уголков, размещенных один напротив другого последовательно, при этом вертикальные стенки обоих уголков скошены в противоположных направлениях до горизонтальных полок, а в горизонтальных полках выполнены желоба, расположенные под углом к оси винта.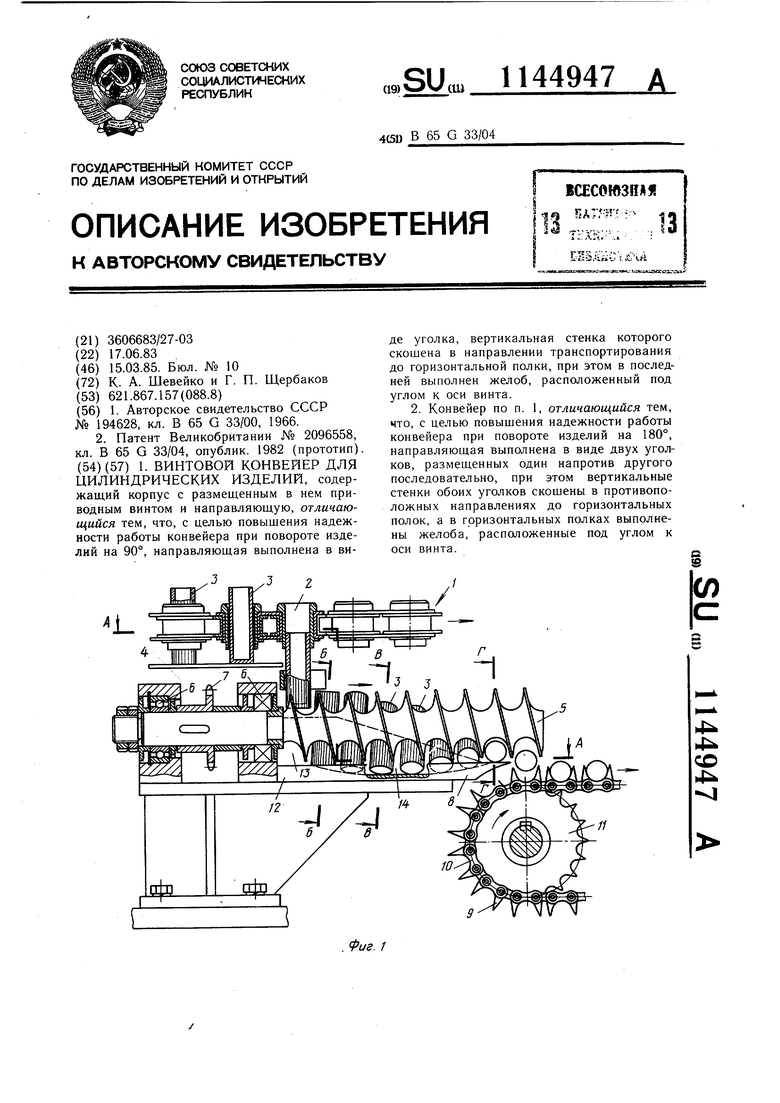
ПНИшНии
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU194628A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПОДЗЕМНЫЙ ВИСЯЧИЙ ТОННЕЛЬ ДЛЯ СТРОИТЕЛЬСТВА В СЛОЖНЫХ ИНЖЕНЕРНО-ГЕОЛОГИЧЕСКИХ УСЛОВИЯХ | 1996 |
|
RU2096558C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
