Изобретение относится к стационарным устройствам для сварки труб из термбпластов контактным способом, преимущественно, фасонных частей для соединения труб большого диаметра и других аналогичных изделий.
Известно устройство для сварки труб из термопластов,содержащее раму и стыковочное устройство, включающее направляющую, опорьГ с приводом их взаимного перемещения и хомутами.
Отсутствие нагревателя и торцовки кинематически связанных с устройст- вом для сварки труб из термопластов, снижает производительность труда и затрудняет эксплуатацию устройства. Наиболее близким по технической сущности и достигаемому результату, к изобретению является устройство
для сварки труб из термопластов, со- .держащее раму, направляющий вал с установленным на нем нагревателем и торцовкой и стыковочный узел, включающий
4 Од направляющие опоры с приводом их взаимного перемещения и хомутами. QD 1С СО
Недостаток известного устройства состоит в том, что во время остывания сваренного стыка, в течение Которого трубы остаются закрепленными в стыковочном устройстве- нагреватель, торцовка с приводом и другое оборудование не используются. С увеличением диаметров свариваемых труб и их тслшдн время остывания стыка труб увеличивается. В результате снижения производительность труда, увеличивается энергоемкость из-за -необходимости
все время поддеряшвать заданную температуру нагревателя.
Целью изобретения является повышение производительности устройства.
Цель достигается тем, что предлагаемое устройство для сварки труб из термопластов, содержащее раму, направляющий вал с установленным на нем наг евателем и торцовкой и стыковочный узел, включающий направляющую, опоры с приводом их взаимного перемещения и хомутами, снабжено дополнительным стыковочным узлом, причем основной и дополнительный стыковочные узлы установлены на раме по разные стороны от направляющего вала
Кроме того, направляющий вал состоит из двух частей, одна из которых вьшолнена полой и снабжена размещенным в ней валом, снабженным приводом вращения и связанным с торцовкой, причем на концах направляющего вала установлены подпружиненные диск сцепления с рукоятками.
В таком вьшолнении устройстЁо обеспечивает повьшение производительности за счёт увеличения коэффициента использования оборудования.
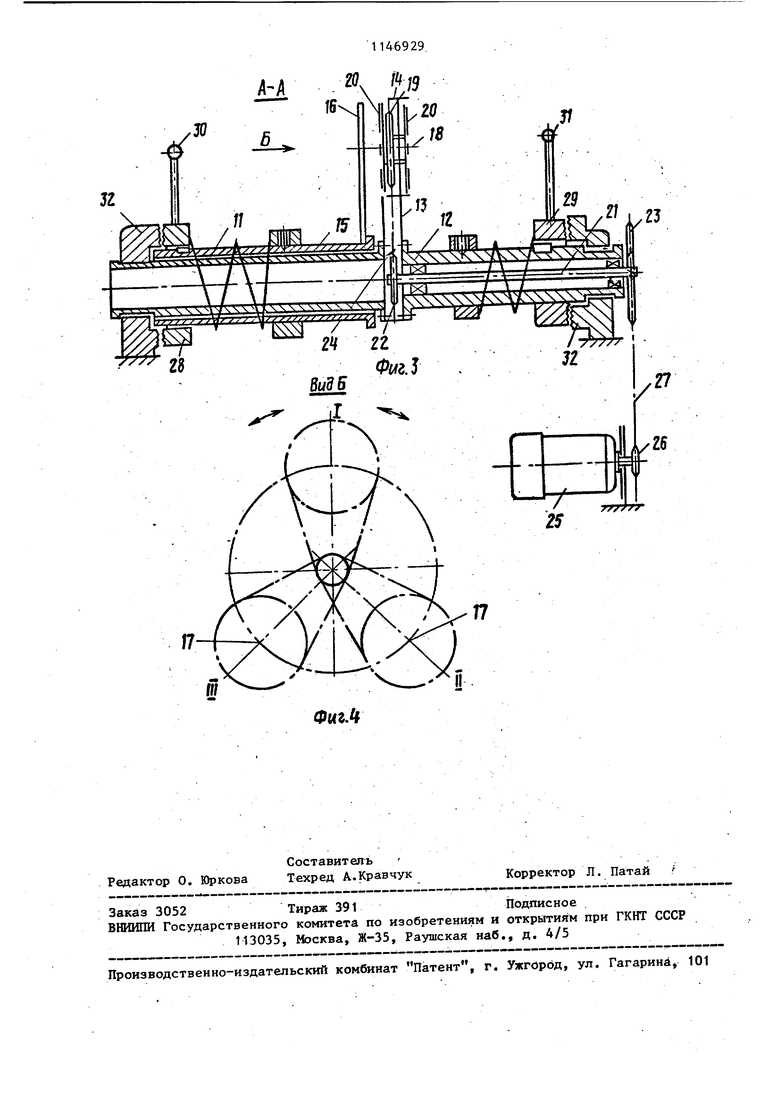
На фиг.1 изображено описываемое устройство, общий вид; на фиг.2 то лее, вид сверху; на фиг.З - разрез А-А на фиг.2; на фиг.4 - вид по стрелке Б на фиг.З. На раме 1 установлены стыковочные узлы 2 и 3, расположенные по разные стороны относительно направляющего вала 4. Каждый стыковочный узел содержит направляющую 5, .на которой расположены опоры 6, соединенные с гидроцилиндром 7, и хомуты 8. .Гидроцилиндры 7 стыковочных узлов 2 и 3 соединены с установленной на раме общей насосной станцией (не показана Направляющие 5 стыковочных узлов параллельны валу 4, который расположен с возможностью вращения в цапфах 9, жестко закрепленных на установленных на раме 1 стойках 10, и расположен над свариваемыми трубами. Вал 4 состоит из двух сооснык частей 11 и 12, жестко соединенных с корпусом 13 торцовки 14.
На части 11 вала 4 с возможностью Вращения и без возможности продольного перемещения относительно него установлена обойма 15, к которой жестко прикреплен нагреватель 16. Нагреватель 16 торцовки 14 обладает возможностью поворота в обе стороны (положения II и III) до совмещения с продсшьными осями 17 хомутов 8 стыковочных узлов 2 и 3, проходящими через их геометрические центры. В корпусе 13 торцовки 14 закреплен вал 18, на котором жестко закреплены звездочка 19 и расположенные по обе.
0 стороны от нее ножевые диски 20. Часть 12 вала 4 выполнена полой и внутреннее с возможностью вращения относительного вала 4 расположен вал 21, на концах которого установлены
5 звездочки 22 и 23. Звездочки 22 и 19 связаны цепной передачей 24. .На раме 1 установлен двигатель 25, на валу которого установлена звездочка 26. Звездочки 23 и 26 соединены цепной передачей 27.
Подпружиненные зубчатые диски сцепления 28 и 29 установлены соответственно на обойме 15 и части 12 |Вала 4 без вращения относительно
5 этих деталей, с возможностью перемещения вдоль оси вала 4, диски 28 и ;29 снабжены приводными рукоятками соответственно 30 и 31. Зубчатые диски сцепления 32 неподвижно установлены на цапфах 9.
Описьшаемое устройство работает следующим образом.
В нерабочем положении торцовки 14 нагреватель 16 находится в положении 1 .
Трубы устанавливают в хомутах в одном из стыковочных узлов, например узле 2. Рукояткой 31 разводят диски сцепления 29 и 32 и поворачивают . часть 12 вала вместе с торцовкой Ц в положение II, чтобы торцовка 14 оказалась между свариваемыми трубами .и отпускают рукоятку 31. При этом подпружиненный диск 29 прижимается к диску 32 и фиксирует торцовку 14 в этом положении. Гидроцилиндром 7 прижимают свариваемые трубы к ножевым дискам 20, которые приводят во вращение двигателем 25 через цепные передачи 24 и 27, а также валы 18 и 21. После окончания обработки торцов при помощи гидрощшиндра 7 трубы разводят, рукояткой .30 устанавливают между ними нагреватель 16 и прижимают к нему торЩ)1 труб. После
5 нагрева труб нагреватель выводят из зоны сварки и сдавливают трубы. В этом.полсясении свариваемые трубы должны находиться до их остывания.
1
в это время в стыковочном узле 3 зажимают следующую пару свариваемых ,труб и повторяют все описанные операции. После сварки труб,, закрепленных в стыковочном узле 3, их оставляют до остывания, а в это время освобождают сваренные трубы из стыковочного узла 2, закрепляют там следующую пару свариваемых труб, после чего весь цикл повторяется.
469296
Предлагаемое устройство иМеет высокую производительность и высокий коэффициент использования оборудования (нагреватель, торцовка, двигатель, насосная станция и другое), меньшую энергоемкость (в известных устройствах неиспользуемый нагреватель из-за инерционности остается 1Q включенным во время остывания труб).
ф4/г.1
Фиъ.г


| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1987 |
|
SU1455532A2 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1641638A1 |
| Устройство для сварки труб из термопластов | 1984 |
|
SU1223556A1 |
| Устройство для сварки труб из термопластов | 1986 |
|
SU1420792A2 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1687443A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1309459A1 |
| Устройство для сварки труб из термопластов | 1983 |
|
SU1246526A1 |
| Устройство для сварки труб из термопластов | 2017 |
|
RU2665389C2 |
| Устройство для сварки труб из термопластов | 1986 |
|
SU1420791A1 |
| Способ сварки труб из термопластов и устройство для его осуществления | 1988 |
|
SU1627414A1 |

1. УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ, содержащее раму, направляющий вал с установленным НА нем нагревателем и торцотвкой и стыковочный узел, включающий направляющую, опоры с приводом их взаимного перемещения и хомутами, отличающееся тем, что, с цепью повышения производительности устройства, оно снабжено дополнительным стыковочным узлом, причем основной и дополнительный стыковочные узлы установле ны на раме по разные стороны от нап- равляющего вала., . 2. Устройство по П.1, отличающееся тем, что направляющий вал состоит из двух частей, одна из которых вьптолнена полой и снабжена размещенным в ней валом, снабженным приводом вращения и связанным с торцовкой, причем на концах направляющего вала установлены подпружиненные диски сцепления с рукоятками.
