Изобретение относится к монтажным и стационарным устройствам для сварки труб из термопластов,
. Цейь(о настоящего изобретения явля- ется повьшение производительности труда.
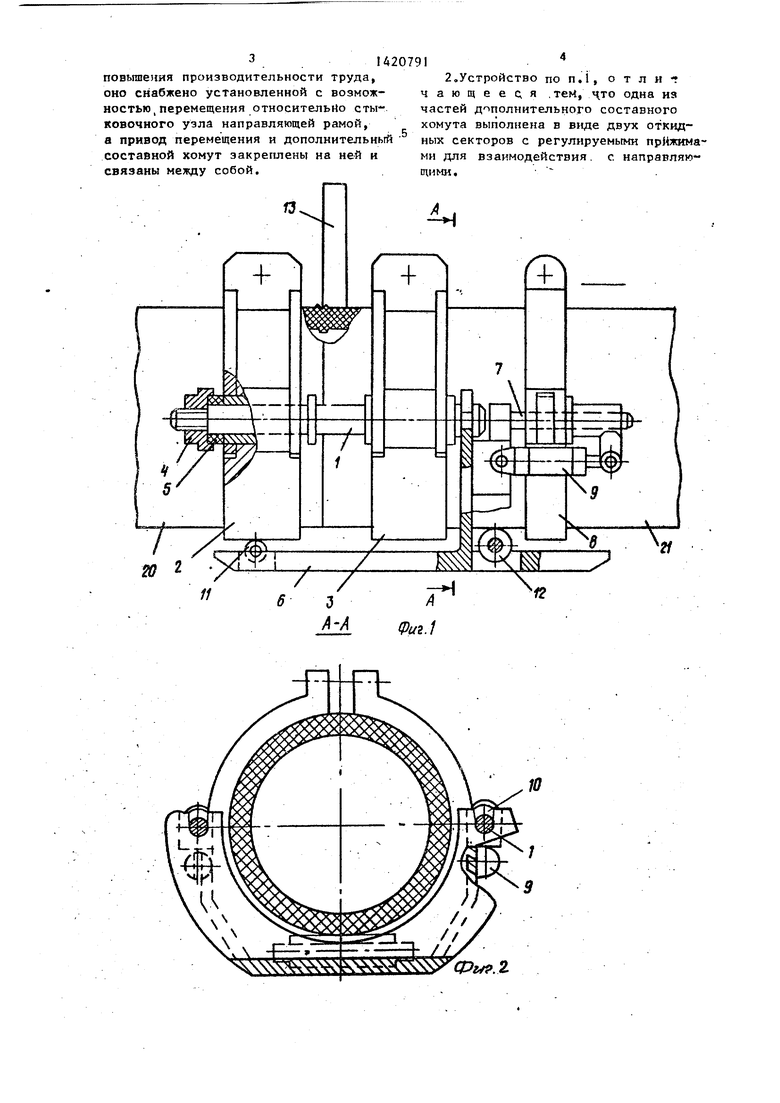
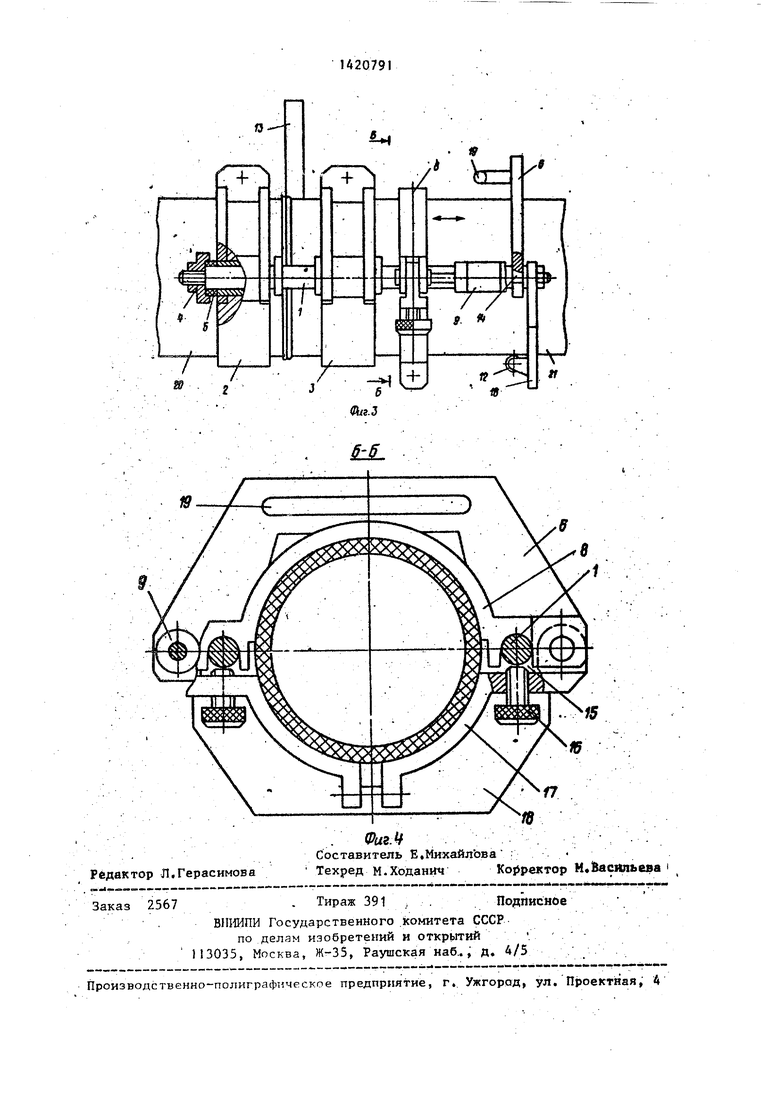
На фиг,1 изображено предлагаемое устройство, вид сбоку; на фиг.2 - разрез по А-А На фиг.1} на фиг.З - устройство, вид сбоку, вариант исполнения; на фиг, 4 - разрез по Б-В на фиг.З,
Устройство для сварки труб из термопластов (см, фиг,1 и 2) содержит стыковочные узлы, каждый из которых включает направляющие 1, на которых расположены подвижный хомут 2 и неподвижный хомут 3. Между неподвижно установленными на направляющих 1 упо: рами 4 и подвижным хомутом 2 установлены упругие элементы 5. На pabfe б с возможностью перемещения по направляющим 7 расположен составной дополнительный хомут 8, а также привод перемещения, выполненный в виде силовых цилиндров 9, соединенных с допол- нательным хомутом 8. Соединение рамы 6 со стыковочным узлом, обеспечивающее соосность дополнительного хомута 8 с ;комуТ:ами 2 и 3, выполнено путем фиксации направляющих I в пазах 10 рамы (при этом могут быть исполь зова- ны дополнительные крепежные детали) и опоры подвижного хомута 2 на ролик 11, шарнирно закрепленный на раме 6. Кроме того, на раме 6 имеется дополнительный ролик 12 для поддержки ева- риваемой трубы. Устройство снабжено нагревателем 13,
В устройстВ е для сварки труб из термопластов по второму варианту (см. фиг.З и 4) рама 6 выполнена неподвижно в выточке l4 направляющей 1. Дополнительный хомут 8 подвижно установлен соосно хомутам 2 и 3 на направляющих 1, которые расположены в пазах 15 -хомута 8. Перпендикулярность плоскости хомута 8 направляющим 1 обеспечивается регулируемыми прижимами 16, крепятся на откидных секторах 17, из Которых состоит одна из частей хомута 8, .В конце консольной части направляющих 1 установлена траверса 18, к которой прикреплен ролик 1 2. Одя удоб- ства транспортировки рама 6 снабжена ручкой 19,
Устройство для сварки труб из тер.мойластов работает следующим образом
0 5 о п
5
fabty 6 соединяют со стыковочньпч узлом. Свариваемые трубы 20 и 21 закрепляют в хомутах 2 и 8, При этом труба свободно проходит через хомут 3, находящийся в раскрытом состоянии, и опирается на ролик 12, Устанавливают нагреватель 13 между свариваемыми трубами и при помощи силовых цилиндров 9 сдавливают их с усилием оплавления. После оплавления свариваемые трубы разводят, удаляют нагреватель и сдавливают их с усилием осадки, сжимая упругий элемент 5. После этого обжимают сваренные трубы неподвижным хомутом 3, раскрьшают хомут 8 и перемещают раму 6 на следующие стыковочные узлы для сварки очередных стыков При перемещении рама может быть повернута по оси трубы 21 и скатывается сверху по ней благодаря роликам 1 и- 12. Сваренные трубы остаются в стыковочном узле сжатыми от воздействия упругого элемента 5 до остывания стыка. После этого раскрывают хомуты 2 и 3, снимают Сваренные трубы и стыковочный узел подают к раме б, установленной дпя сварки очередного стыка, I
.В случае выполнения одной из частей дополнительного хомута из секторов свариваемую трубу 20 закрепляют в хомуте 2, а трубу 21 устанавливают в раскрытый хомут 3 и опирают на ролик 12. Раму 6 с дополнительным- хомутом 8, откидные сектора 17 которого находятся в раскрытом состоянии, устанавливают сверху на направляющие 1 так, чтобы рама б вошла в выточку 14, а пазы 15 - в сопряжение с направляющими 1, после чего трубу. 21 закрепляют в хомуте,8, Прижимь 16 затягивают до соприкосновения с направляющими 1, Дальнейшая работа устройства аналогична вьшеописанной, После окончания процесса сварки раскрьшают откидные сектора 17 и раму 6 с дополнительным хомутом 8 и приводом перемещения 9 переносят на следующий стыковочный узел,
Ф о р мула из о б р е т е н и я
1,Устройство для сварки труб из термопластов, содержащее нагреватель. Стыковочный узел с направляющими и. хомутами, привод перемещения и допол- нительньй составной хомут, отличающееся тем, что, с целью
3 .1420791
повьппения производительности труда, оно снабжено установленной с возможностью ,перемещения относительно стыковочного узла направляющей рамой, а прквод перемещения и дополнительный составной хомут закреплены на ней и связаны между собой.
.5
ч х м
2,Устройство по П.1, о т л н -г чающееся ,теМ, нто одна нз частей Д полнительного составного хомута выполнена в виде двух откидных секторов с регулируемыми прижимами для взаимодействия, с направляющими , 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1984 |
|
SU1146929A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1309459A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1987 |
|
SU1455532A2 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1694410A1 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1641638A1 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1597291A1 |
| Установка для сварки полимерных труб | 1985 |
|
SU1362651A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1115910A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1979 |
|
SU821170A1 |
| Устройство для сварки труб из термопластов | 1986 |
|
SU1420792A2 |
Кэобретениа относится к монтаж- ньм и Ьтациокарным устройствам для caaiJKH труб из термопластов Цель - повышение производительности труда. Для этого устройство снабжают установленной с возможностью перемещения относительно стыковочного узла на- ч правляющей рамой. Привод перемещения и дополнительный составной хомут закреплены на раме и связаны между собой. При этом одна из частей дополнительного составного хомута выполнена в виде двух откидных секторов с регулируемыми прижимами для взаимодействия с Направляющими. В процессе работы трубы устанавливаются в одном из хомутов и в дополнительном хомуте. После нагрева окончательный обжим . осуществляют в хомутах, а раму с до- полнительным хомутом перемещают к следукнцему стыковочному узлу. 1 s,n. ф-лы, 4 ш1.
Фг.
19
S
| УСТРОЙСТВО для СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 0 |
|
SU398377A1 |
| Солесос | 1922 |
|
SU29A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
