11309А59
Изобретение относится к стацио- и монтажным устройствам для варки, труб из термпластов,, а также асонных частей для соединения труб других аналогичных изделий.
Целью изобретения является снижение эксплуатационньрс расходов путем увеличения коэффициента использования оборудования, а также расширение, области его использования (в стационарных и монтажных условиях).
На фиг. 1 изображено предлагаемое. устройство, вид, .сверху вариант I; на фиг 2 - разрез А-А на фиг. 1 на фиг, 3 - устройство, вид сбоку,, вариант 11;на фиг. 4 разрез Б-В на фиг, 3; на фиг. 5 - узел I на фнг,4.
Устройство для сварки труб иэ термопластов (фиг, 1 и 2) состоит из основания 1, на котором установлен поворотный круг 2. Поворотный круг 2 может быть снабжен приводом поворота (не показан), На поворотном круге 2 установлены стьгковочные узлы 3„ Количество стыковочных узлов 3 (не менее двух штук) выбирается с. учетом типа, диаметра и толщины Стенок свариваемь1х труб так чтобы
обеспечить, полную загрузку оборудо- вания.
Каждое стыковочное устройство 3 включает направляющую 4, на которой расположены подвижные опоры 5 с поворотными хомутами 6. Перемещение опор 5 на направляющей 4 ограничено неподвижными упорами 7, Между опорами 5 расположена пружина 8, которая ;может прижать опоры 5 в упорам 7. На направляющей 4-расположены также ; подвижные упоры 9, каждый из которых пружиной 10 соединен с соответствующей опорой 5, Чтобы обеспечить возможность установки подвижных упоров 9- неподвижно относительно направляющей 4, каждый из этих упоров снабжен фиксатором. Фиксатор включает под- пружиненную защелку П,установленную на подвижном упоре 9, и располот женную на стыковочном узле 3 зубчатую рейку .12. Зубчатые рейки 12 устанавливают так, чтобы защелки 11 взаимодействовали с этими рейками при сжатии опор 5 с усилием осадки. При условиях, меньших усилия осадки, защелки 11 с зубчатыми рейками. 12 не взаимодействуют. На основании 1 расположен вал 13, на котором с возможностью поворота установлены торцовка 14 и нагреватель 15, Привод
п н с ч г р н fO к
и
5 20 у с 25 с 30 г 35 у .в 40
5 р
50 с , 55 п
перемещения выполнен в виде неподвижно установленного на основании 1 и снабженного двумя штоками гидравлического цилиндра 16, соединенного с рычагами 17, которые шарнирно установлены на размещенных на основании 1 кронштейнах 18. Свободные концы рычагов .17 могут поочередно взаимодействовать с подвижными упорами 9 каждого стыковочного узла 3.
Пружина 8 может быть вьшолнена из двух частей, каждая из которых соединяет опору 5 с соответствующим неподвижным упором 7.
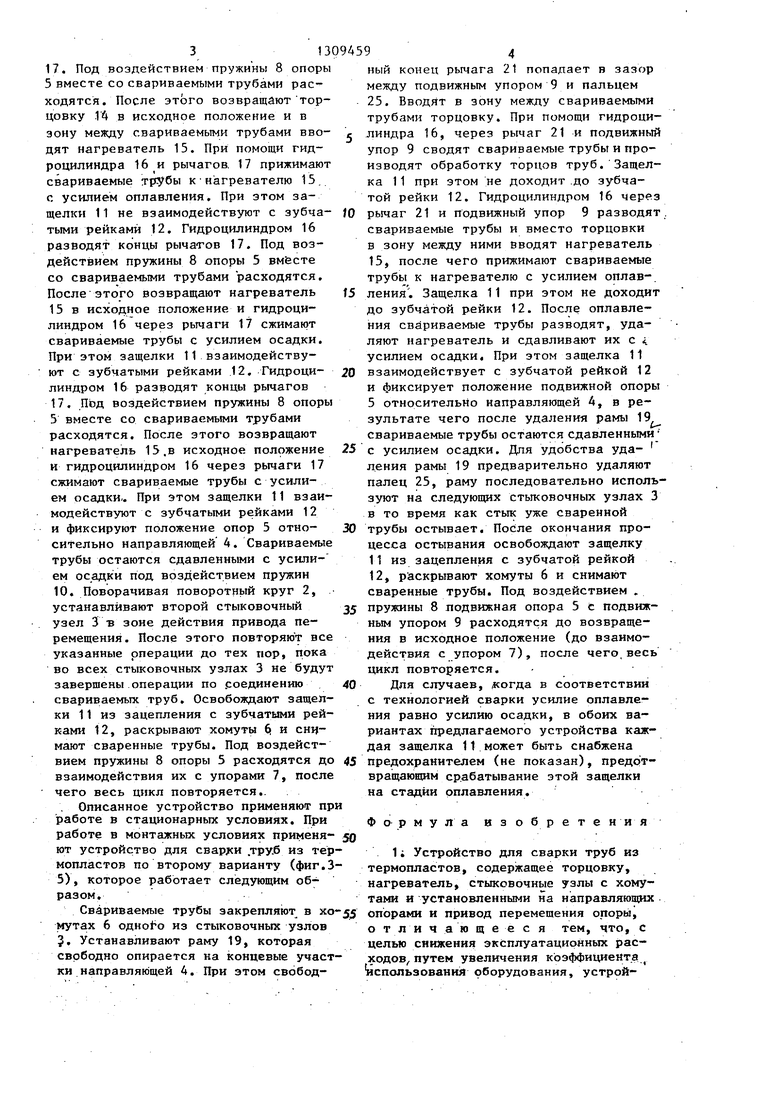
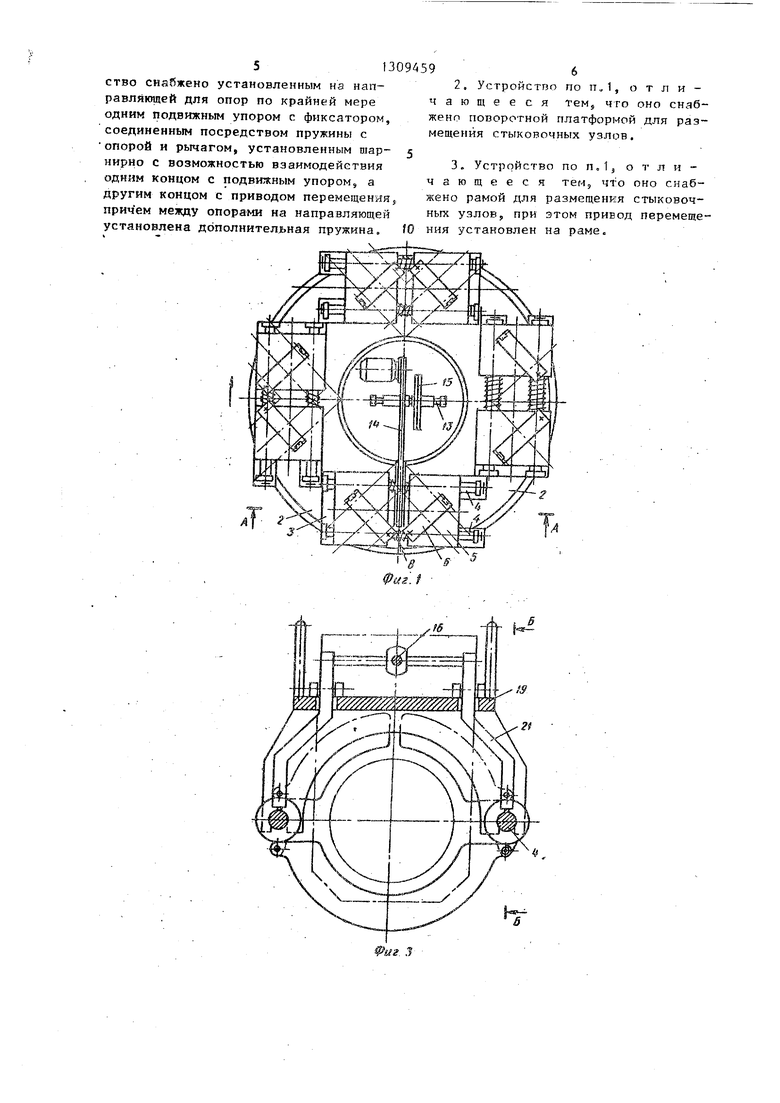
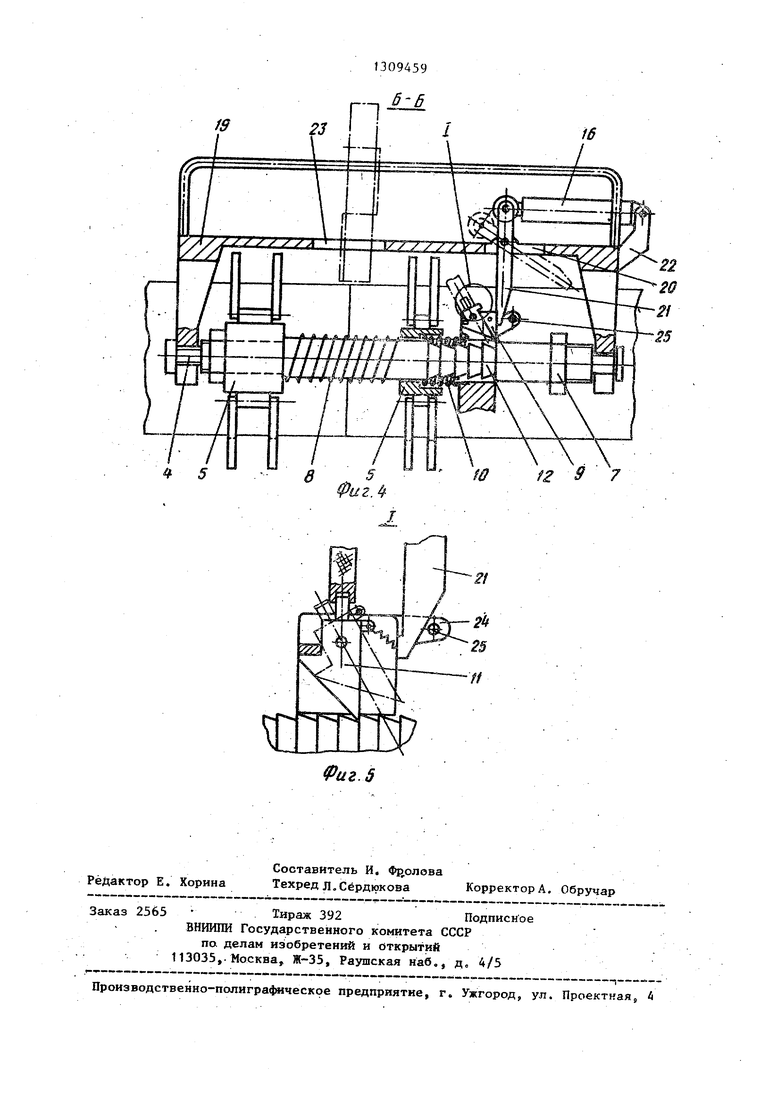
5 В устройстве по второму варианту (фиг. 3-5) одна из опор 5 установлена неподвижно. Другая опора 5 подвижно установлена на направляющей 4 и пружиной 10 соединена с подвижным 0 упором 9, Пружина 8 обладает возможностью перемещать подвижную опору 5 с подвижным упором 9 до взаимодей-. ствия с упором 7. Зубчатая рейка 12 выполнена в виде нарезки на соответ- 5 ствующем участке направляющей 4, На концевые участки направляющей 4 свободно опирается рама 19, В пазу 20 рамы 19 шарнирно установлен рычаг 21. Привод перемещения вьшолнен в виде 0 гидроцилиндра 16, который одним концом соединен с рычагом 21, а Другим - с кронштейном 22, установленным на раме 19,.Свободный конец рычага 21 может взаимодействовать с подвижным- 5 упором 9, В верхней части рамы 19 вьшолнен проем 23, обеспечивающий . .возможность установки в рабочее положение (между свариваемыми трубами) торцовки Т4 или нагревателя 15, 0 На подвижном упоре 9 установлены проушины 24, в которых установлен съемный палец 25,
Устройство для сварки труб иэ термопластов по первому варианту 5 работает следующим образом.
Свариваемые .трубы закрепляют в хомутах 6 стьшовочного узла 3, расположенного в зоней действия привода перемещения. Вводят в зону мегвду 50 свариваемыми трубами торцовку 14. При помощи гидроцилиндра 16 и рычагов 17 прижимают свариваемые трубы, к торцовке 14 и пронзводят обработку торцов труб. Поскольку усилие 55 пршкима при обработке торцов труб
меньше, чем усилие оплавления и осадки, защелка 11 при этом не взаимодействует с зубчатой рейкой 12,Гидроцилиндром 16 разводят концы рь(чагов
17. Под воздействием пружины 8 опоры 5 вместе со свариваемыми трубами расходятся. После этого возвращают торцовку 14 в исходное положение и в зону между свариваемыми трубами вводят нагреватель 15. При помощи гидроцилиндра 16 и рычагов, 17 прижимают свариваемые трубы к-нагревателю 15, с усилием оплавления. При этом защелки 11 не взаимодействуют с зубчатыми рейками 12. Гидроцилиндром 16 разводят концы рычагов 17. Под воздействием пружины 8 опоры 5 вместе со свариваемыми трубами расходятся. После этого возвращают нагреватель 15 в исходное положение и гидроцилиндром 16 через рычаги 17 сжимают свариваемые трубы с усилием осадки. При этом защелки 11 взаимодействуют с зубчатыми рейками .12, Гидроцилиндром 16 разводят концы рычагов 17. Под воздействием пружины 8 опоры 5 вместе со свариваемыми трубами расходятся. После этого возвращают нагреватель 15,в исходное положение и гидроцилиндром 16 через рычаги 17 сжимают свариваемые трубы с усилием осадки,. При этом защелки 11 взаимодействуют с зубчатыми рейками 12 и фиксируют положение опор 5 относительно направляющей 4. Свариваемые трубы остаются сдавленными с усили- ем осадки под воздействием пружин 10. Поворачивая поворотный круг 2, устанавливают второй стыковочный узел 3 -в зоне действия привода перемещения. После этого повторяют все указанные операции до тех пор, пока во всех стыковочных узлах 3 не будут завершены .операции по .соединению свариваемых труб. Освобождают защелки 11 из зацепления с зубчатыми рейками 12, раскрывают хомуты 6 и снимают сваренные трубы. Под воздейстный конец рычага 21 попадает в зазор между подвижным упором 9 и пальцем 25. Вводят в зону между свариваемыми трубами торцовку. При помощи гидроци- 5 линдра 16, через рычаг 21 и подвижный упор 9 сводят свариваемые трубы и производят обработку торцов труб. Защелка 11 при этом не доходит .до зубчатой рейки 12. Гидроцилиндром 16 через
Ш рычаг 21 и подвижный упор 9 разводят, свариваемые трубы и вместо торцовки в зону между ними вводят нагреватель 15, после чего прижимают свариваемые трубы к нагревателю с усилием оплав-.
f5 ления. Защелка 11 при этом не доходит до зубчатой рейки 12. После оплавления свариваемые трубы разводят, удаляют нагреватель и сдавливают их с усилием осадки. При этом защелка 11
20 взаимодействует с зубчатой рейкой 12 и фиксирует положение подвижной опоры 5 относительно направляющей А, в результате чего после удаления рамы 19 свариваемые трубы остаются сдавленными
25 с усилием осадки. Для удобства уда- ления рамы 19 предварительно удаляют палец 25, раму последовательно используют на следуюпшх стыковочных узлах 3 в то время как стык уже сваренной
30 трубы остывает. После окончания процесса остывания освобождают защелку 11 из зацепления с зубчатой рейкой 12, раскрывают хомуты 6 и снимают сваренные трубы. Под воздействием ,
35 пружины 8 подвижная опора 5 с подвижным упором 9 расходятся до возвращения в исходное положение (до взаимодействия с упором 7), после чего,весь цикл повторяется.
40 Для случаев, дсогда в соответствии с технологией сварки усилие оплавления равно усилию осадки, в обоих вариантах предлагаемого устройства каждая защелка 11 может быть снабжена
вием пружины 8 опоры 5 расходятся до 45 предохранителем (не показан), предот- взаимодействия их с упорами 7, после вращающим срабатывание этой защелки чего весь цикл повторяется..на стадии оплавления.
. Описанное устройство применяют при
работе в стационарных условиях. При Формула изобретения работе в монтажных условиях применя- 50 ют устройство для свард и .тру.б из термопластов по второму варианту (фиг.З- 5), которое работает следующим образом.
Свариваемые трубы закрепляют в хо-55 опорами и привод перемещения опоры, мутах 6 из стыковочных узлов отличающееся тем, что, с . Устанавливают раму 19, которая целью снижения эксплуатационных рас- сврбодно опирается на концевые участ- ходов/путем увеличения коэффициента ки направляющей 4. При этом свобод- использованная оборудования, устрой1i Устройство для сварки труб из термопластов, содержащее торцовку, нагреватель стыковочные узлы с хомутами и установленными на направляющих
Формула изобретения
опорами и привод перемещения опоры, отличающееся тем, что, с целью снижения эксплуатационных рас- ходов/путем увеличения коэффициента использованная оборудования, устрой1i Устройство для сварки труб из термопластов, содержащее торцовку, нагреватель стыковочные узлы с хомутами и установленными на направляющих
ство снабжено установленным на направляющей для опор по крайней мере одним подвижным упором с фиксатором, соединенным посредством пружины с опорой и рычагом, установленным шар- нирно с возможностью взаимодействия одним концом с подвижным упором, а другим концом с приводом перемерцения причем между опорами на направляющей установлена дополнительная пружина
2.Устройство по п„1, отличающееся TeMj что оно снабжено поворотной платформой для размещения стыковочных узлов,
3.Устройство по n.tj отличающееся тем, что оно снабжено рамой для размещения стыковочных узлов, при этом привод перемещения установлен на раме
:. ,,„/. 19
5
&
фигЛ
16
W 11 S 7
//
Фиг.д
Редактор Е. Корина
Составитель И. Ф5.олова
Техред л, Сёрдюкова Корректор А, Обручар
Заказ 2565 Тираж 392Подписное
ВНИИПИ Государственного комитета СССР
па делам изобретений и открытий 113035,. Москва, 1-35, Раушская наб., д. 4/5
Производственно-полигра(}жческое предприятие, г. Ужгород, ул. Проектная, 4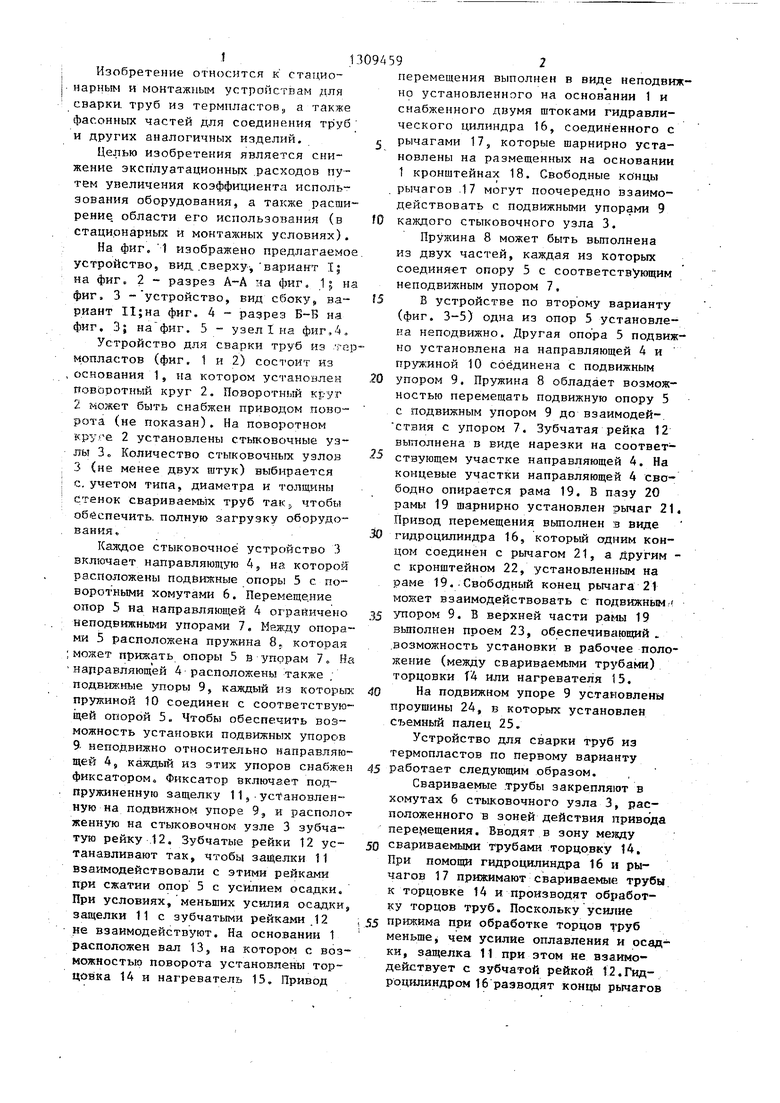
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1989 |
|
SU1694410A1 |
| Устройство для сварки труб из термопластов | 1983 |
|
SU1246526A1 |
| Устройство для сварки труб из термопластов | 1984 |
|
SU1146929A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1987 |
|
SU1455532A2 |
| Способ сварки труб из термопластов и устройство для его осуществления | 1988 |
|
SU1627414A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1071443A1 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1641638A1 |
| Устройство для сварки труб из термопластов | 1986 |
|
SU1420791A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU274911A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1435482A1 |
Изобретение относится к стационарным и монтажным устройствам для сварки труб из термопластов. Целью изобретения является снижение эксплуатационных расходов путем увеличения коэффициента использования оборудования. Стыковочное устройство включает направляк«: ую 4, на которой расположены подвижные опоры 5 с хомутами 6, подвижные упоры 9, каждый из которых пружиной 10 соединен с соответствующей опорой 5, Калсдь1й упор снабжен фиксатором. Для размещения стыковочных узлов устройство имеет либо поворотную платформу при работе в стационарных условиях, либо раму при работе в монтажных условиях, 2 з.п. ф-лы, 5 ип. СО / .iл- i .f (Rl X .n tr i ggi;4vy H.,|;|fr- Vi ; и./, пю f / .iл- i .f (Rl X H.,|;|fr- Vi ; и./, со О CD сл ю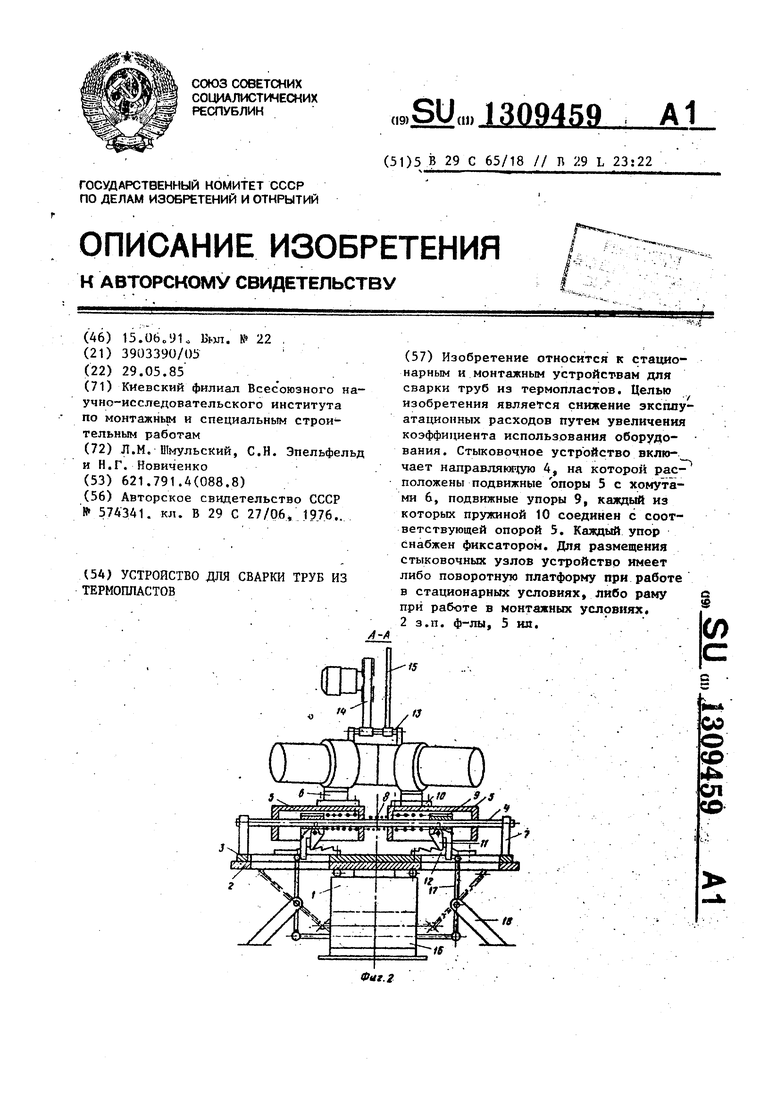
| Устройство для сварки труб из термопластов | 1976 |
|
SU574341A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
