Изобретение относится к стационарым устройствам для сварки труб з термопластов контактньтм cnoco6oMt Цель изобретения - повышение ка- - естна сварки.5
Цель достигается за счет одновреенного подвода и равномерного приима труб к нагревателю.
На фиг.1 изображено предлагаемое стройство; на фиг.2 - разрез А-А 10 а фиг.1; на фиг.З - разрез Б-Б а фиг.2, .Т вариант; на фиг.4 - то же, П вариант; на фиг.5 - разрез В-В на фиг.З.
Устройство для сварки труб из тер- (S мопласгов содержит установленную на раме 1 направляющую 2, на которой подвижно расположены опоры 3, соединенные цилиндром 4 и снабженные jcoMyTa- ми 5. Вал 6, который размещен парал- 20 лельно направляющей 2, установлен с возможностью вращения в цапфах 7, жестко закрепленных на смонтированных на раме 1. стойках 8. Вал 6 состоит из двух соосных частей 9 и 10,, жест- И , ко соединенных с корпусом I I торцовки 12.На части 9 вала 6 с возможностью , вращения установлена обойма 13, к которой жестко прикреплен нагреватель 14, В корпусе 11 торцовки 12 30 закреплен вал 15, на котором жестко установлены звездочка 16 и расположенные, по обе стороны от нее ножевые диски 17, Часть 10 вала 6 выполнена полой и внутри нее с возмож 3S ностью вращения расположен вал 18, на концах которого установлены звездочки 19 и 20. Звездочки 16 и 19 связаны.цепной передачей 21, На рам Me 1 смонтирован двигатель 22, на 40 валу которого установлена звездочка 23, Звездочки 20 и 23 соединены цепной передачей 24., ., Подпружиненные зубчатые диски 25 и 26 сцепления установлены соответ- 45 ственно на части 10 вала б и обойме I3 без вращения относительно этих деталей с возможностью перемещения вдоль оси вала 6. Диски 25 и 26 снабжены приводными рукоятка- SO ми 27 и 28 соответственно. Зубчатые диски 29 неподвижно установлены на цапфах 7.
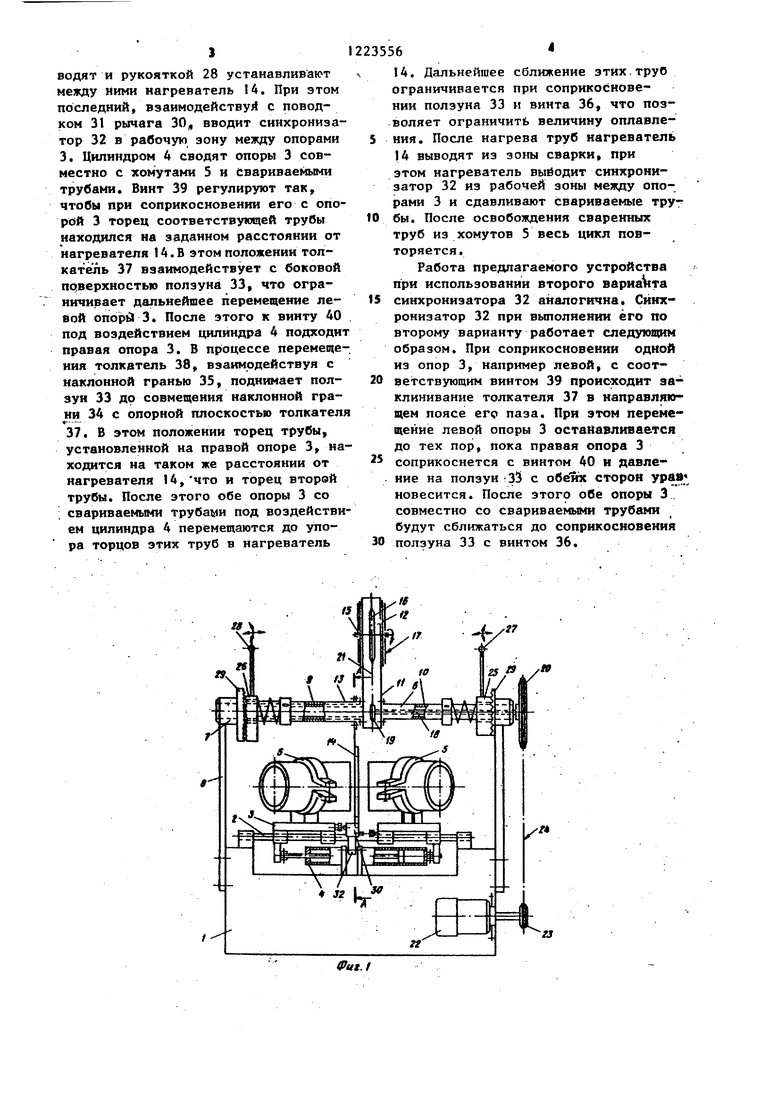
На .раме 1 шарнирно с возможностью ;ограниченного вращения перпендикуляр- SI но к направляющей 2 установлен рьг- чаг 30 с поводком синхронизатором 32, Этот рычаг совместно с синх
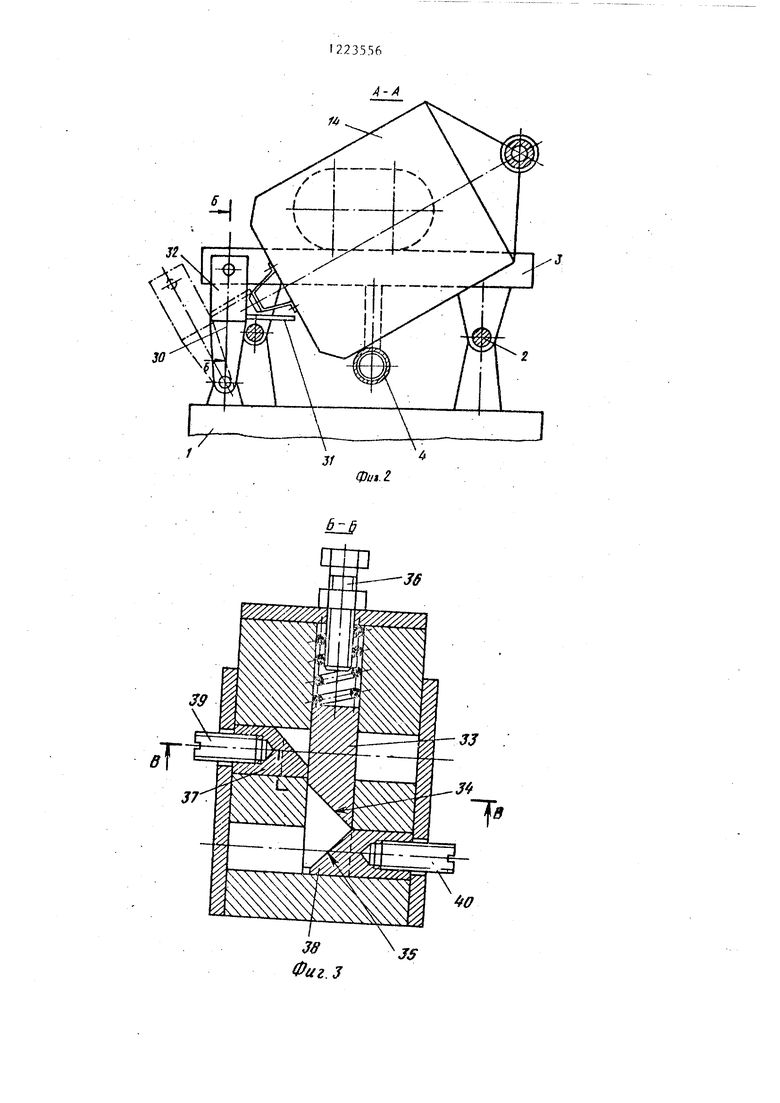
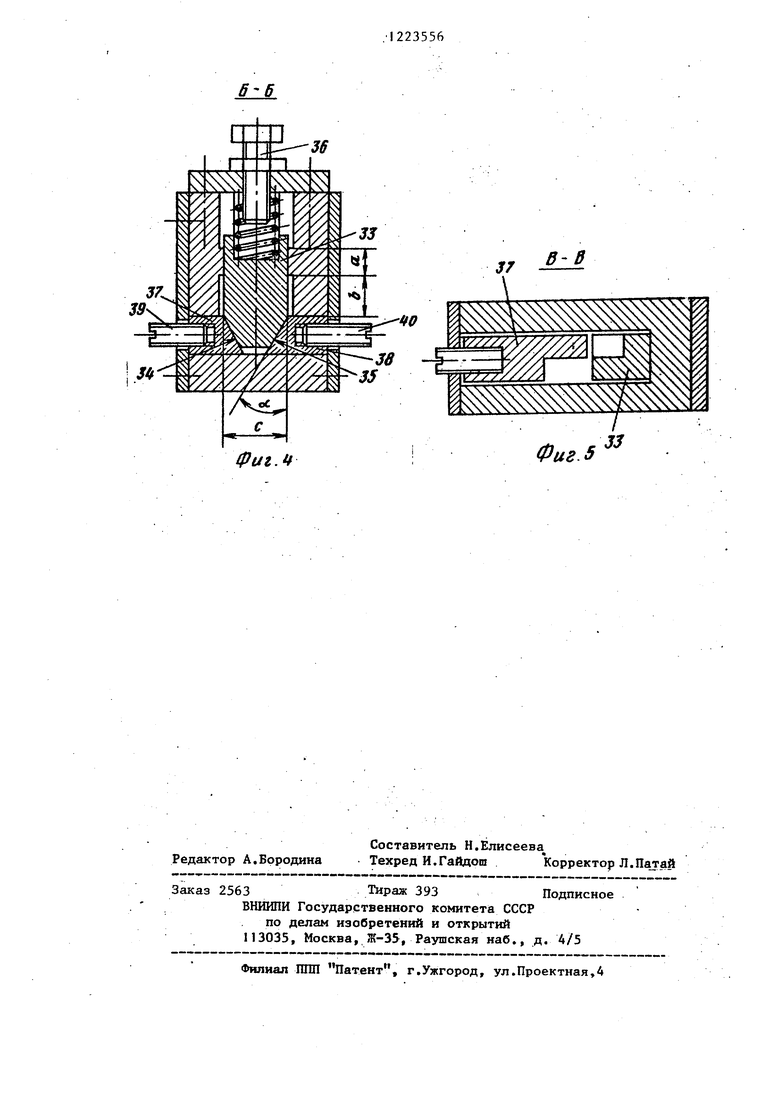
ронизатором 32 может находиться в двух крайних положениях, В одном иэ них (фиг.2, сплошная линия) синхронизатор 32 находится в рабочей зоне между опорами 3, В другом положении (фиг,2, пунктирная линия) синхронизатор 32 вьгаеден из -рабочей зоны меяоду этими,опорами. В корпусе синхронизатора 32 с возможностью пере- мев1ения в плоскости, перпендикулярной к направляющей 2, установлен сооскьй ему подпружиненный ползун 33 с двумя наклонными гранями 34 и 35, Величина перемещения ползуна 33 ограничена регулировочным винтом 36, Толкатели 37 и 38 расположены по обе стороны от ползуна 33 параллельно направляющей 2. с возможностью взаимодействия соответственно с гранями 34 и 35 ползуна 33, Толкатели 37 и 38 снабжены соответственно регулировочными винтами 39 и 40, Синхронизатор 32 может быть выполнен в двух вариантах, В первом варианте (фиг,3) наклонные грани 34 н 35 смещены меж- лу собой как по высоте, так и в - плане, а толкатели 37 и 38 расположены соответствёнио этим граням, Во втором варианте (фиг,4) наклон- ные грани 34 и 35 и соответственно толкатели 37 н 38 расположены сим- метрично относительно продольной оси ползуна 33, Паз, в котором ijepe- мещается этот ползун, выполнен из двух частей - направляющего пояса длиной а и свободной зоны длиной в. Рекомендуется принимать а (0,5- 0,8) с, где с - высота сечения ползуна, в « (1-.1,5) а, оС 6-18 где ct - угол наклона граней 34 и 35.
Устройство работает следующим об ,;Р,азом,
ч Трубы устанавливают в хомутах 5, .рукояткой 27 разводят диски 25 и 29 и поворачивают части 9 и 10 вала 6 вместе с торцовкой 12 так, чтобы последняя оказалась между сваривав- мыми трубами и отпускают рукоятку 27 При этом подпружиненный диск 25 прижмется к диску 29 и зафиксирует торцовку 12 в этом положении. Цилиндром 4 прижимают свариваемые трубы к ножевьм дискам 17, которые при водят во вращение двигателем 22 через цеп- , ные передачи 21 и 24, а также валы 15 и 18, По окончании обработки торцов при помощи цилиндра 4 трубы разJ
водят и рукояткой 28 устанавливают между ними нагреватель 14. При этом последний, взаимодействуй с поводком 31 рычага 30, вводит синхронизатор 32 в рабочую зону между опорами 3. Цилиндром 4 сводят опоры 3 совместно с хомутами 5 и Свариваемыми трубами. Винт 39 регулируют так, чтобы при соприкосновении его с опо- рьй 3 торец соответствующей трубы находился на заданном расстоянии от нагревателя 14. В этом положении толкатель 37 взаимодействует с боковой прверхностью ползуна 33, что ограничивает дальнейшее перемещение левой опо1рй 3. После этого к винту 40 под воздействием цилиндра 4 подходи правая опора 3. В процессе перемещения толкатель 38, взаимодействуя с наклонной гранью 35, подн|тает ползун 33 до совмещения наклонной грани 34 с опорной плоскостью толкател 37. В этом положении торец трубы, установленной на правой опоре 3, находится на таком же расстоянии от нагревателя 14, что и торец второй трубы. После этого обе опоры 3 со свариваемыми трубаыи под воздействием цилиндра 4 переметаются до упо- ра торцов этих труб в нагреватель
23556
14. Дальнейшее сближение этих.труб ограничивается при соприкосновении ползуна 33 и винта 36, что позволяет ограничить величину оплавле- 5 ния. После нагрева труб нагреватель 14 выводят из зоны сварки, при этом нагреватель выбодит синхронизатор 32 из рабочей зоны между опо-. рами 3 и сдавливают Свариваемые труг 10 бы. После освобождения сваренных труб из хомутов 5 весь цикл повторяется.
Работа предлагаемого устройства при использовании второго варианта 15 синхронизатора 32 аналогична. Синхронизатор 32 при вьтолнении его по второму варианту работает следующим образом. При соприкосновении одной из опор 3, например левой, с соот 20 ветствующим винтом 39 происходит заклинивание толкателя 37 в направляющем поясе егс паза. При этом перемещение левой опоры 3 останавливается до тех пор, пока правая опора 3 25 соприкоснется с винтом 40 и давле- . ние на ползун :33 с обе их сторон урав новесится. После этого обе опоры 3 . совместно со свариваемыми трубами будут сближаться до соприкосновения 30 ползуна 33 с винтом 36.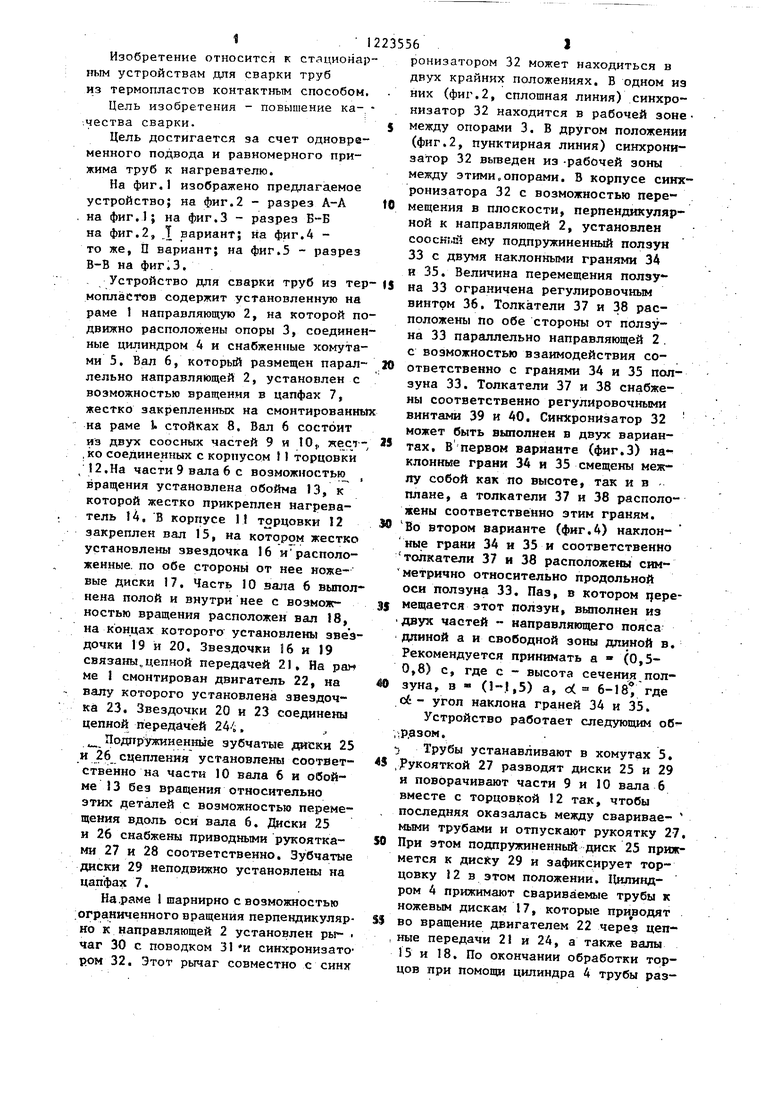
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1986 |
|
SU1420792A2 |
| Устройство для сварки труб из термопластов | 1984 |
|
SU1146929A1 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1641638A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1987 |
|
SU1455532A2 |
| Устройство для сварки труб из термопластов | 1983 |
|
SU1246526A1 |
| Автоматизированная линия для сварки балок коробчатого сечения | 1988 |
|
SU1618559A1 |
| Инвалидная коляска | 1988 |
|
SU1629058A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1687443A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Станок для сборки остовов бочек | 1989 |
|
SU1703458A1 |
П
36
О
JS
lA
Фиг.
Фиг. 5
33
Редактор А.Бородина
Заказ 2563Тираж 393Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
««.. -«.в. -.-.«. ™,«. в. в,. .«. ее иве. в. .,. ... ее .. .- -
Филиал ШШ Патент, г.Ужгород, ул.Проектная,4
Составитель Н.Елисеева
Техред И.Гайдош Корректор Л.
| Устройство для сварки труб из термопластов | 1976 |
|
SU574341A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солесос | 1922 |
|
SU29A1 |
