Стянкн для обработки лопаток, в которых в качестве инструмента применена бесконечная абразивная леьта, известны.
Отличительной особенностью предлагаемого станка с бесконечной абразивной лентой является применение барабана со ншинделями, получающими планетарное движение для сообщения закрепленным в них заготовкам равномерного вращения с обкатыванием окружности их кромок, со скольжением по режущей поверхности гибкой абразимной ленты. Такое выполнение станка обеспечивает обработку закруглений входной и выходной кромок заготовки с исходной прямоугольной формо.
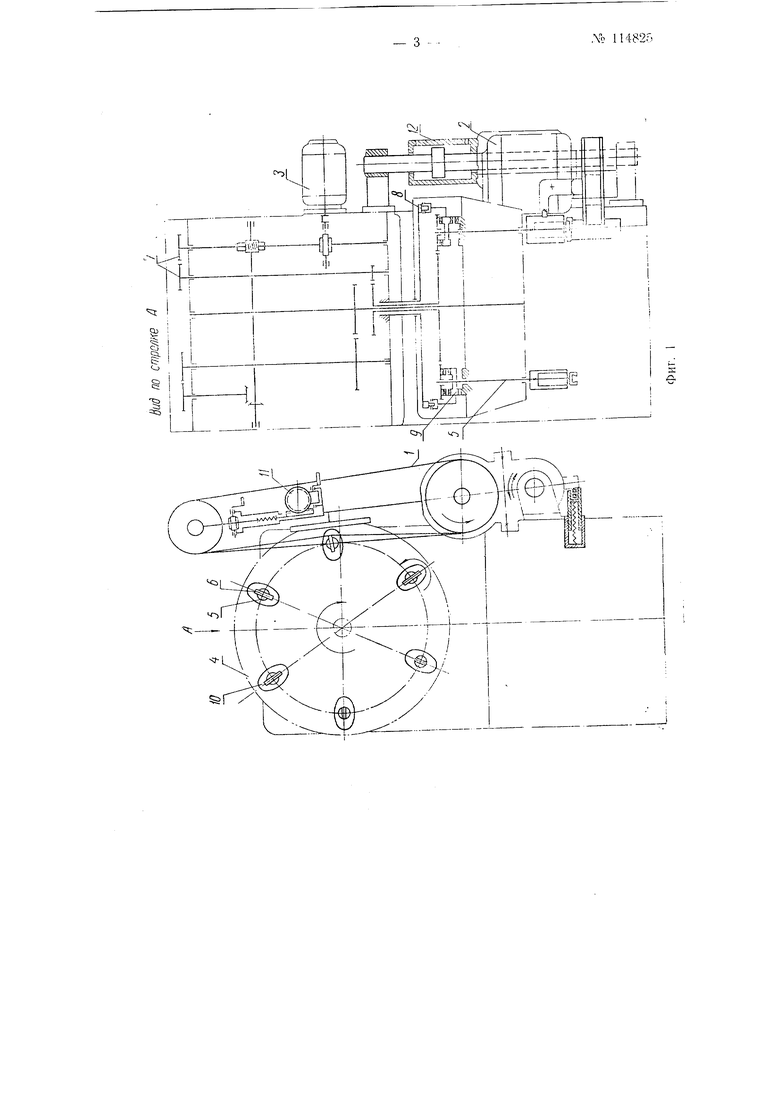
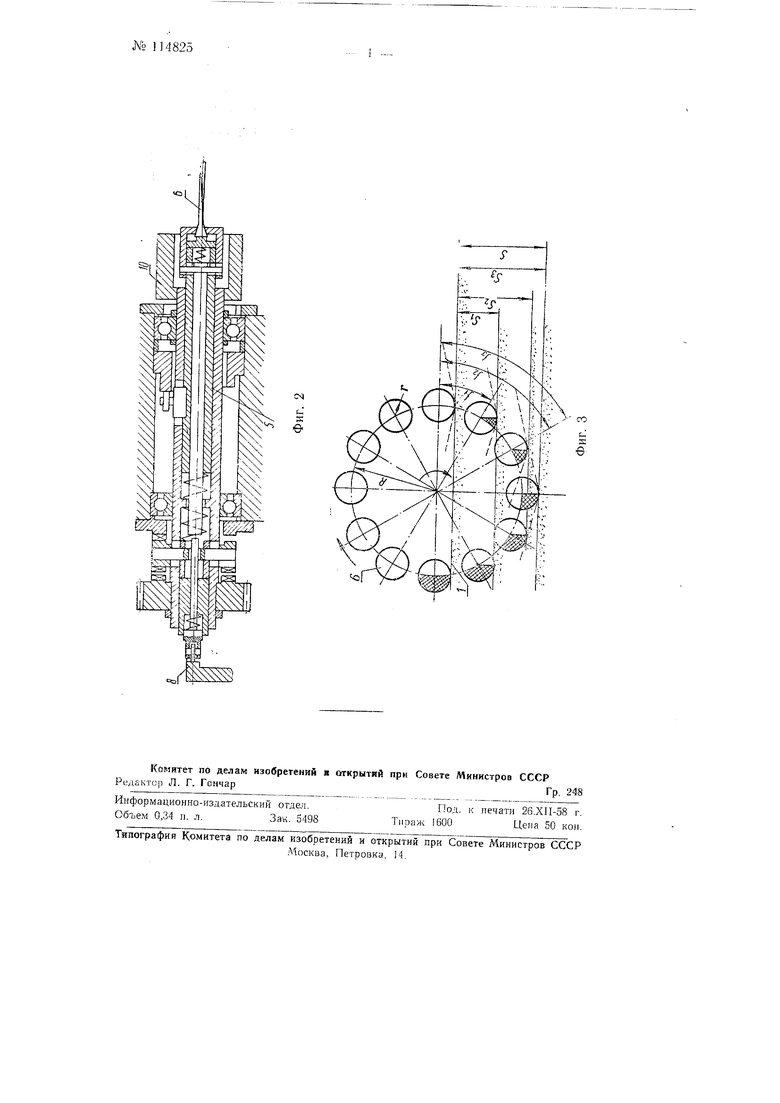
На фиг. 1 изображена кинематическая схема предлагаемого станка; на фиг. 2-щпиндель в продольном разрезе; на фиг. 3-схема вращения лопатки и закругления ее кромок по радиусу абразивной лентой.
Бесконечная гибкая абразивная лента / получает движение от электродвигателя 2. Другой электродвигатель 3 сообщает вращение барабану 4, несущему щпиндели о, в которых закреплены заготовк) 6 обрабатываемых лопаток. Шпиндели 5, вращаясь вместе с барабаном 4, одновременно получают вращение вокруг своих осей, т. е. они соверщают планетарное движение. Понижение и регулирование числа оборотов от -).: ектродвигателя к барабану 4 и шпинделям 5 производятся посредством редуктора и сменных щестерен 7. В местах загрузки заготовок п выгрузки обработанных лопаток щппндели 5 выключаются, а их вращение прекращается под воздействием копира 8 посредством муфт 9. Постоянство усилия прижима ленты / к заготовке 6 достигается при помощи закрепленного на щпинделе 5 кулака 10, нажимающего при вращении щпинделя на пластину, скре тленпую с механизмом // натяжения абразивной ленты /. Механизм // натяжения ленты укреплен на гидроцилиндре 12 для Продольной подачи, а под воздействием кулака 10 оп поворачивается относительно оси штока гидроп.илиндра. отклоняя ленту J от обрабатываемой детали.
№ 14825
В процессе обработки заготовки 6 лопатки с исходной прямоугольной формой получают равномерное вращение, при этом окружности закруглекий кромок заготовки 6 в каждом сечении катятся по режущей поверХлЧости гибкой абразивной ленты /.
На фиг. 3 показан идеальный случай, когда окружность радиуса R кромок заготовки катится по режущей поверхности при сочетании вращательного движения лопатки с поступательным движением ее ы функции 5 г . sinf. где: 5 - амплитуда пульсации ленты в работе;
г - радиус кромки;
/ - угол поворота заготовки.
На фиг. 3 показаны три последовательных положения S|, Sj, 5з, ленты / при углах /ь /2 и /3 поворота заготовки.
Таким образом, радиусообразование сводится к вращению обрабатываемой детали относительно гибкой ленты, натянутой между двумя щкивами, из которых один - ведущий, а другой - ведомый, подвижный, на пружине. Практически, для того чтобы можно было обрабатывать закруглени-я на пространственной поверхности кромки лопатки по нсей ее длине, благодаря присущей абразивной ленте гибкости, изделие и инструмент сближают до полного их соприкосновения на щирине ленты. Детали длиной до 100 мм могут быть обработаны широкой лентой, детали более 100 мм - узкой лентой с продольной ее подачей вдоль кромки. Закругление кромок по радиусу можно производить и раздельно с каждой стороны лопатки не круговым вращением, а колебанием. При обработке широких деталей с большой закруткой возникают неремснные давления ленты на разных участках изделия, что влечег иногда неравномерность съема металла. Чтобы избежать этого и сделать станок универсальным для любых конфигураций, в механизм его введен кулачок для регулирования постоянства давления. Постоянство давления при огибании шлифовальной лентой изделия сложной конфигурации регулируется кулачком по функции 5 r:sinf так, чтобы окружность закругления кромки катилась по прямой со скольжением и с минимальной пульсацией гибкой абразивной ленты в работе. Сопряжение поверхностей спинки и корыта лопаток различными радиусами по всей длине происходит правильно и точно, чего невозможно добиться при применении жесткой кинематической связи между инструментом и обрабатываемой деталью.
Пред м е т и з о б р е т е н и я
1- Станок для обработки лопаток, например компрессорных, турбинлых и т. п., абразивной бесконечной лентой, отличающийся тем, что, с целью осуществления закруглений входной и выходной кромок заготовки с исходной прямоугольной формой, применен барабан со шпинделями, получающими планетарное движение для сообщения закрепленным в них заготовкам лопаток равномерного вращения с обкатыванием окружности их кромок, со скольжением по режущей поверхности гибкой абразивной ленты.
2. Форма выполнения станка по п. 1, отличающаяся тем, что, с целью обеспечения постоянства усилия прижима ленты к заготовке, на шпинделях закреплены кулаки, воздействующие при вращении на пластинку, связанную с механизмом натяжения абразивной ленты.
N
f-, S
Г-,
a 0
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальный станок | 1979 |
|
SU876383A2 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| Приспособление для обработки квадратных валов | 1940 |
|
SU61230A1 |
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU124332A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU299336A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1980 |
|
SU891366A1 |
| Ленточно-шлифовальный станок | 1971 |
|
SU446398A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |