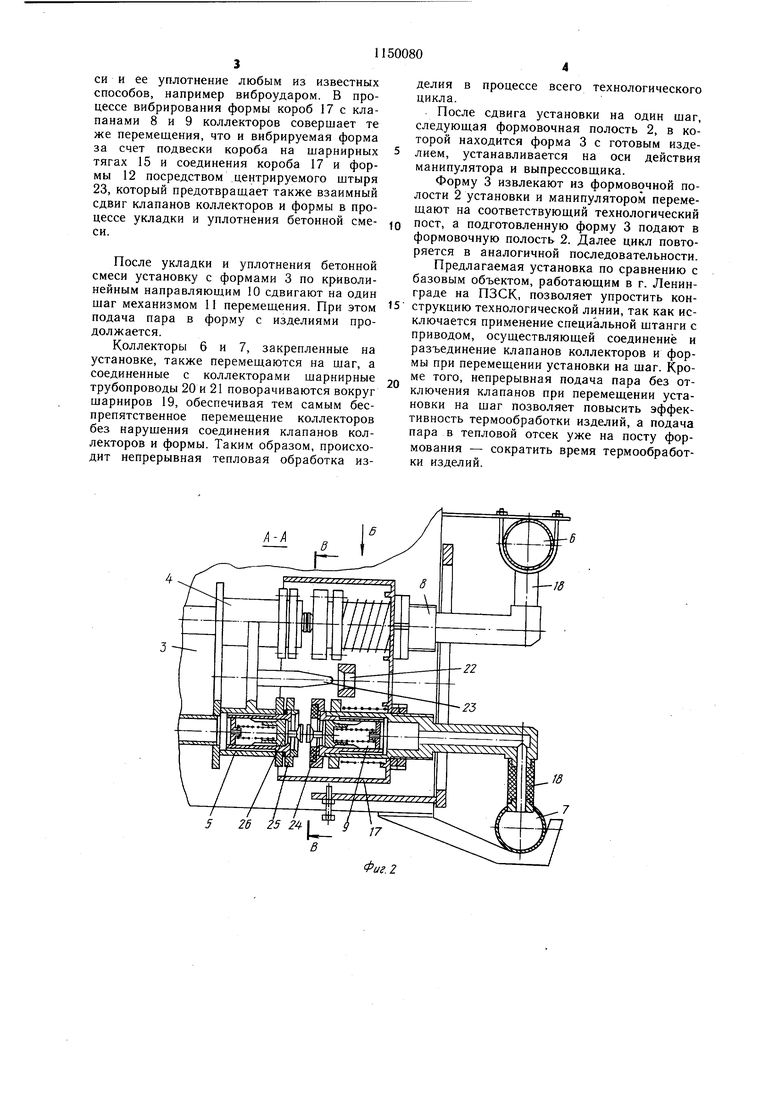
Изобретение относится к строительной индустрии, а именно к технологическим линиям для изготовления железобетонных изделий. Известна установка для изготовления железобетонных изделий, содержащая тепловые щиты, формы с клапанами, коллектор для подачи пара и отвода конденсата, соединенный гибкими шлангами с клапанами форм 1. Однако в известной установке предусмотрено ручное подсоединение клапанов форм и коллекторов, что вызывает увеличение трудоемкости. Наиболее близким техническим решением к предлагаемой является установка для изготовления железобетонных изделий, содержащая тепловые щиты, подвижные формы с клапанами и коллекторы с клапанами для подачи пара и отвода конденсата. Для соединения и разъединения клапанов коллекторов и формы при перемещении установки на щаг используется специальная щтанга с приводом, на которой шарнирно укреплены клапаны коллекторов. При перемещении, установки на шаг происходит отключение пара. Подача пара на посту формования также не происходит, так как перемещение формы в процессе укладки и уплотнения бетона вызывают разъединение клапанов коллекторов и формы 2. Однако такая подача пара в тепловые отсеки формовочной установки усложняет конструкцию технологической линии и снижает эффективность термообработки. Цель изобретения - упрощение конструкции, повышение эффективности термообработки. Указанная цель достигается тем, что установка для изготовления железобетонных изделий, содержащая тепловые щиты, подвижные фор.мы с клапанами и коллекторы с клапанами для подачи пара и отвода конденсата, снабжена прикрепленными на кронштейнах к смежным тепловым щитам коробами, в которых размещены клапаны подводящих и отводяших коллекторов, контактирующие с соответствующими клапанами форм, при этом каждый короб прикреплен шарнирными тягами к кронштейну и выполнен с направляющей втулкой, а форма - с центрирующим штырем. На фиг. 1 показана установка на технологической линии, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - вид Г на фиг. 3; на фиг. 6 - разрез Д-Д на фиг. 1. Установка расположена на технологической линии, выполнена в виде пакета тепловых щитов 1, соединенных между собой и образующих клиновые формовочные полости 2, в которых установлены клиновые формы 3 с клапанами 4 и 5, и содержит коллекторы 6 и 7 для подачи пара и отвода конденсата с клапанами 8 и 9 соответственно. Установка с формами 3 перемещается по криволинейным направляющим 10-специальными механизмами 11 перемещения и снабжена постом 12 формования с приемным бункером для укладки бетонной смеси, а также устройствами для уплотнения (не показаны). К каждой паре смежных тепловых щитов 1 прикреплены кронщтейны 13, к которым щарнирно (шарнир 14) прикреплены тяги 15. К тягам 15 щарнирно (щарнир 16) прикреплен короб 17. В каждом коробе 17 расположены клапаны 8 и 9, связанные с коллекторами 6 и 7 гибкими шлангами 18. Коллекторы б и 7 соединены с соответствующими магистралями посредством шарнирных (щарнир 19) трубопроводов 20 и 21. Короб 17 выполнен с отверстием, снабженным направляющей втулкой 22, расположенным между клапанами 8 и 9, а форма - с центрирующим щтырем 23, входящим во втулку 22 короба 17. Такое соединение обеспечивает центрирование клапанов формы и коллекторов по оси и исключает взаимный сдвиг в процессе вибра формы при укладке бетона, Клапаны 8 и 9 коллекторов выполнены с резиновым кольцом 24, а клапаны 4 и 5 формы - с контактными втулками 25, что обеспечивает герметизацию при стыковке клапанов формы и коллекторов. Клапаны 8 и 9 коллекторов и клапаны 4 и 5 формы перекрыты подпружиненнымиседлами 26, которые при стыковке уходят в корпус клапанов, открывая путь пару или конденсату. Технологическая линия снабжена технологическими постами для вспомогательных операций, манипулятором и выпрессовщиком. Установка работает следующим образом. Подготовленную и укомплектованную форму 3 манипулятором забирают с одного из технологических постов и по рельсовым путям подают в установку для изготовления железобетонных изделий. После перемещения установки на шаг форма 3 попадает на пост 12 формования для укладки в нее бетонной смеси. При заведении формы 3 в полость 2 установки центрирующий щтырь 23 формы входит в направляющую втулку 22 короба, а клапаны 4 и 5 формы стыкуются с клапанами 8 и 9 коллекторов. При стыковке клапанов формы и коллекторов подпружиненные седла 26 клапанов уходят в корпус клапанов, открывая путь для подачи пара в тепловые отсеки и отвода из них конденсата. С этого момента начинается разогрев формы на посту формования. На посту 12 формования производят укладку в подогретую форму бетонной смеси и ее уплотнение любым из известных способов, например виброударом. В процессе вибрирования формы короб 17 с клапанами 8 и 9 коллекторов совершает те же перемещения, что и вибрируемая форма за счет подвески короба на шарнирных тягах 15 и соединения короба 17 и формы 12 посредством центрируемого штыря 23, который предотвращает также взаимный сдвиг клапанов коллекторов и формы в процессе укладки и уплотнения бетонной смеси.
После укладки и уплотнения бетонной смеси установку с формами 3 по криволинейным направляющим 10 сдвигают на один шаг механизмом 11 перемещения. При этом подача пара в форму с изделиями продолжается.
Коллекторы 6 и 7, закрепленные на установке, также перемещаются на шаг, а соединенные с коллекторами шарнирные трубопроводы 20 и 21 поворачиваются вокруг шарниров 19, обеспечивая тем самым беспрепятственное перемещение коллекторов без нарушения соединения клапанов коллекторов и формы. Таким образом, происходит непрерывная тепловая обработка изделия в процессе всего технологического цикла.
После сдвига установки на один шаг, следующая формовочная полость 2, в которой находится форма 3 с готовым изделнем, устанавливается на оси действия манипулятора и выпрессовщика.
Форму 3 извлекают из формовочной полости 2 установки и манипулятором перемещают на соответствующий технологический
пост, а подготовленную форму 3 подают в формовочную полость 2. Далее цикл повторяется в аналогичной последовательности. Предлагаемая установка по сравнению с базовым объектом, работающим в г. Ленинграде на ПЗСК, позволяет упростить конструкцию технологической линии, так как исключается применение специальной штанги с приводом, осуществляющей соединение и разъединение клапанов коллекторов и формы при перемещении установки на шаг. Кроме того, непрерывная подача пара без отключения клапанов при перемещении установки на щаг позволяет повысить эффективность термообработки изделий, а подача пара в тепловой отсек уже на посту формования - сократить время термообработки изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления железобетонных изделий | 1978 |
|
SU764981A1 |
| Установка для изготовления железобетонных изделий в кассетных формах | 1984 |
|
SU1219371A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| КАССЕТНО-КОНВЕЙЕРНАЯ УСТАНОВКА | 1973 |
|
SU389932A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2099184C1 |
| Технологическая линия для изготовления железобетонных изделий | 1989 |
|
SU1733242A1 |
| Роторный конвейер для изготовления бетонных и железобетонных изделий | 1980 |
|
SU948667A1 |
| УНИВЕРСАЛЬНЫЙ ТЕРМОСТЕНД ДЛЯ ФОРМОВАНИЯ И ПРОГРЕВА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2018 |
|
RU2685609C1 |


УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащая тепловые щиты, подвижные формы с клапанами и коллекторы с клапанами для подачи пара и отвода конденсата, отличающаяся тем, что, с целью упрощения конструкции, повышения эффективности термообработки, она снабжена прикрепленными на кронштейнах к смежным тепловым щитам коробами, в которых размешены клапаны подводящих и отводящих коллекторов, контактирующие с соответствующими клапанами форм, при этом каждый короб прикреплен шарнирными тягами к кронштейну и выполнен с направляющей втулкой, а форма - с центрирующим штырем. сл // 10 20,2 ел о о 00
;4 / 15/7 Bj W 3
фиг.5
дид Г
/4
/5Т7 7
/J /J f
.5
B-S
7,
26
ФигЛ
л-л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЛАБОРАТОРНАЯ МЕШАЛКА | 0 |
|
SU389832A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| W | |||
