(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
| Технологический комплекс по производству железобетонных изделий | 1989 |
|
SU1694379A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU882751A1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
Изобретение относится к производству железобетонных изделий. Цель изобретения - повышение производительности линии. Технологическая линия с постами фор- мования, состоящими из пакета вертикальных щитов секционной камеры 3 вторичной тепловой обработки, транспортными путями 6, механизмом 5 продольного перемещения форм, постами распалубки 7 и подготовки 8 форм. Отсеки формовочных постов и секции камеры 3 вторичной термообработки размещены под острым углом к продольной оси технологической линии в плане соосно и оппозитно друг к другу, а механизм 5 продольного перемещения форм расположен в зоне между постами формования и камерой 3 втричной термообработки. 2 ил.
х|
со
Сл
го ю
Изобретение относится к производству железобетонных изделий и может быть использовано при заводском изготовлении строительных изделий.
Цель изобретения - возможность уве- личения производительности линии.
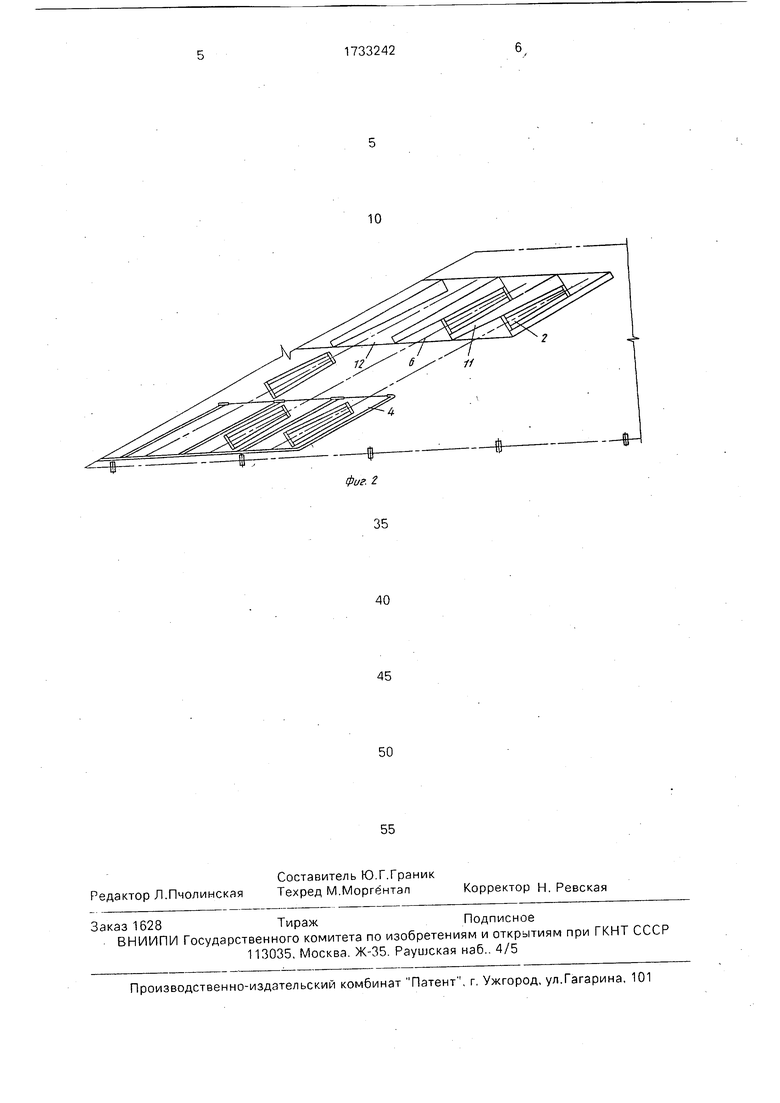
На фиг.1 изображена технологическая линия, вид в плане: на фиг 2 - участок формования.
Технологическая линия состоит из по- стов 1 формования с формами 2, камеры 3 вторичной термообработки изделий с секциями 4, расположенного в зоне между постами 1 и камерой 3 механизма продольного перемещения форм в виде передаточного моста 5, транспортных путей 6 конвейера с постами распалубки 7, подготовки 8 разворота 9 фом и передаточной тележкой 10. Посты 1 формования содержат пакеты вертикальных щитов 11. образующих отсеки 12. бетоноукладчик 13 конвейер 14 адресной подачи бетонной смеси и выпрессовщик 15 Отсеки 12 постов формования 1 и секции 4 камеры 3 вторичной термообработки изделий размещены под острым углом к про- дольной оси технологической линии в плане, соосно и оппозитно друг к другу на расстоянии, достаточном для перемещения форм вдоль пролета Передачу форм 2 с изделием на конвейер с постами распалуб- ки 7 и подготовки 8 форм осуществляют через промежуточный пост 16. Распалубку изделий выполняют консольным краном 17.
Подготовленную кассетную форму 2 г поста 9 разворота форм передаточным мое- том 5 перемещают к постам 1 формования, устанавливают на колею транспортного пути 6 ( с приводными фрикционными дисками) и вдвигают в отсек 12 В образовавшиеся формовочные полости с помощью конвейера 14 и бетоноукладчика 13 загружают бетонную смесь производят ее уплотнение и первичную тепловую обработку. Выпрессовщиком 15 выдвигают фор
му 2 с изделиями из отсека 12 на транспортный путь б, перемещающий ее в соответствующую секцию 4 камеры 3 Здесь форма 2 находится до приобретения бетоном отпускной прочности. Из камеры 3 форму 2 с изделиями подают транспортным путем 6 в зону между формовочными постами 1 и камерой 3. Отсюда передаточным мостом 5 форму 2 с изделиями переносят на промежуточный пост 16 и далее также транспортным путем 6 перемещают на посты 7 распалубки, где изделия освобождают от формы и передают на склад готовой продукции, а форму 2 с пс мощью передаточной тележки 10 перемещают на посты 8 подготовки форм. Скомплектованную форму 2 перемещают далее на пост 9 разворота форм, откуда ее передаточным мостом 5 транспортируют к очередному подготовленному к бе- тонированию отсеку 12 постов 1 формования.
Далее цикл повторяется. Формула изобретения Технологическая линия для изготовления железобетонных изделий, включающая посты формования состоящие из пакета вертикальных щитов образующих отсеки для перемещаемых Форм и бетоноукладчика секционную камеру вторичной термообработки изделий транспортные пути механизм продольного перемещения форм и размещенные в технологической последовательности посты распалубки и подготовки форм, отличающаяся тем. что, с целью повышения производительности отсеки постов формования и секции камеры вторичной термообработки размещены под острым углом к продольной оси технологической линии в плане, соосно и оппозитно друг к другу, при этом механизм продольного перемещения форм расположен в зоне между постами формования и камерой вторичной термообработки.
| Граник Ю.Г | |||
| и Полтавцев С.П | |||
| Реконструкция и техническое перевооружение предприятий полносборного домостроения - М.: Стройиздат, 1989 | |||
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
