Изобретение относится к полуавтоматам для пайки погружением огюрных пластин радиаторов. Известные устройства такого рода, также содержащие многогранный барабан, совершающий прерывистое вращение и несущий зажимы для закрепления изделий и перемепхения их из одной ванны в другую, не обеспечивают удобной пайки верхней части изделия.
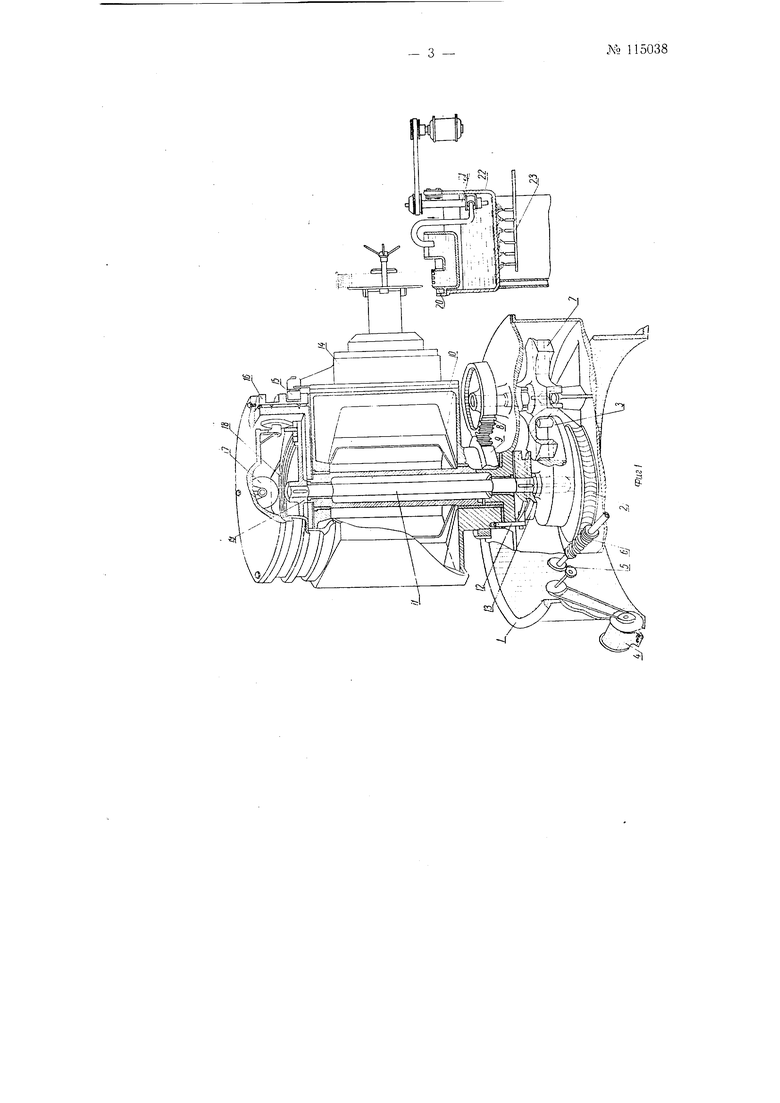
Для устранения указанного недостатка предлагается, согласно изобретению, зажимы выполнить поворотными, а их оси снабдить полумуфтами, входящими в зацепление с полумуфтой привода для поворота изделия на 180° вокруг горизонтальной оси. На фиг. 1 представлен общий вид полуавтомата, на фиг. 2 - схема поворота многогранного барабана и на фиг. 3 - механизм поворота зажима с изделием.
В станине / смонтировано червячное колесо 2, скрепленное с ведущим кулаком 3. Червячное колесо 2 получает вращение от электродвигателя 4 через пару щестерен 5 и червяк 6.
Ведущий кулак 3, вращая мальтийский крест 7, передает движение через шестерни 8 и 9 на поворотный барабан 10, их еющий форму щестигранника.
Барабан получает прерывистое движение, в результате которого он поворачивается на 60 за один оборот ведущего кулака 3 и главного вала J}.
Положение барабана на каждой позиции фиксируется фиксатором 12, приводимым в движение с помощью барабанного копира 3, монтированного на валу //.
На каждой грани барабана 10 в специальных направ.:1яюпи1х смонтирована подвижная подвеска М, на которой закрстяется ращатор, подлежащий пайке.
Подвеска в верхней части снабжена роликом 15, который катится по пазам барабана 16. Этот барабан получает вертика.чьное перемещс,Ж 115038
иие благодаря роликам 17, катящимся по копирам 18, закрепленным на диске 19, вращаемом .главным валом 11. При вращении диска 19 с копирами 18 барабан 16, поднимается или опускается, благодаря чему подвеска 14 с радиатором поднимает или .опускает последний на соответствующей позиции. За один оборот барабана 10 радиатор обрабатывается на всех позициях.
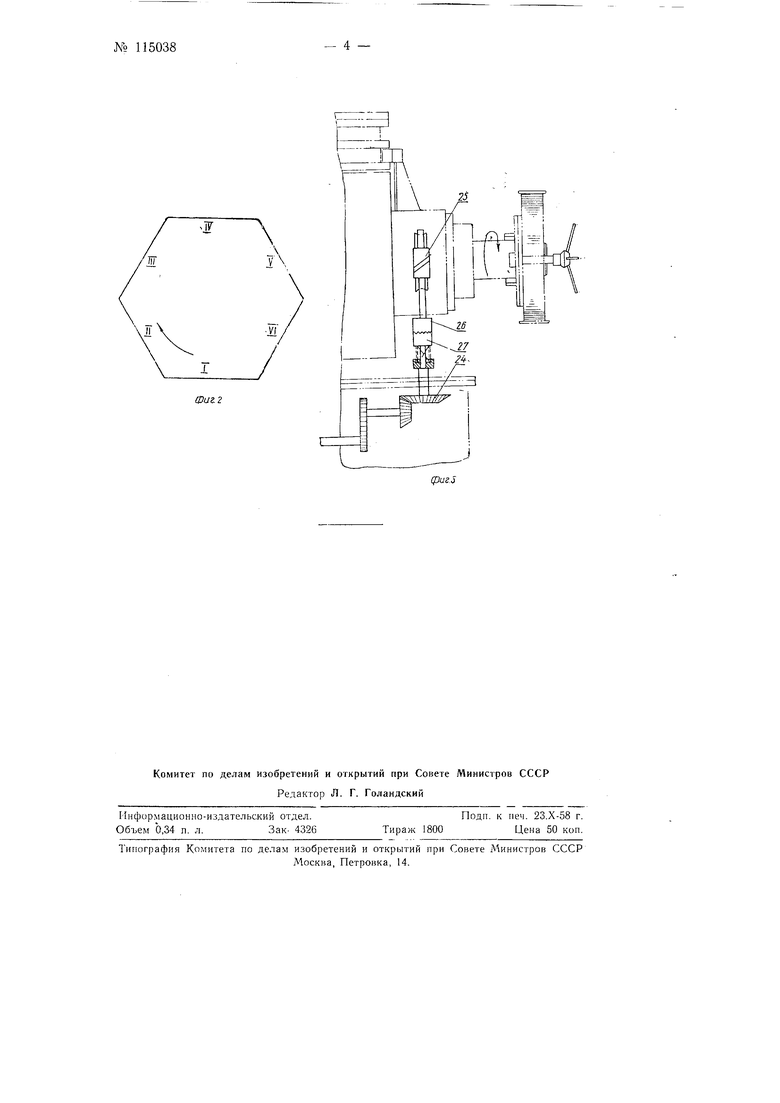
Работа приспособлепия происходит следующим образом (см. .фиг. 2).
Радиатор с загрззочной позиции / попадает на позицию //, где он погружается в кислоту на определенную глубину. Ванна для кислоты сделана из кислотоупорного материала, и уровень кислоты в ней регулируется автоматически поплавковым устройством (на фиг. не показано).
Из кислоты радиатор поднимается и попадает на позицию /// пайки, где опускается в припой, находящийся,в ванне 20. Уровень припоя в ванне .поддерживается постоянный, регулируемый длестеренчатым насосом 21, который непрерывно качает припой из .ванны 22 в ванну 20. Ванна .22-непрерывно подогревается газовыми горелками 23.
После пайки радиатор поднимается и продувается сжатым воздухом (устройство для продувки на чертеже не показано).
На позиции IV .радиатор .поворачивается на 180°. Поворот осуществляется отдельным механизмом 24 (см. фиг. 3), установленным на позиции IV и получающим движение от вала червяка 6 (см. фиг. 1).
При подходе на IV позицию червячная пара 25, смонтированная внутри подвески 14 и снабженная нолумуфтой 26, приходит в зацепление с полумуфтой 27 и производит поворот. В дальнейщем на позициях V и VI все Операции повторяются.
Точность фиксации радиатора на ,всех позициях обеспечивается соответствующими упорами и фиксаторами.
Производительность приспособления - 240 радиаторов в час.
Предмет изобретения
Полуавтомат для пайки погружением опорных пластин радиаторов, состоящий из новоротного многогранного барабана, несущего на своих гранях зажимы для закрепления изделий и соверщающего прерывистое вращение около вертикальной оси, с применением опорных роликов и профильных поверхностей для периодического перемещения зажимов по вертикали, отличающийся тем, что, с целью упрощения процесса пайки верхних частей изделия, зажимы выполнены поворотными, а их оси снабжены полумуфтами, входящими в зацепление с долумуфтой привода для поворота изделия на 180° около горизонтальной оси.
i
:жд
I
Ф1Л2
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПАЙКИ ДЕТАЛЕЙ | 1966 |
|
SU186267A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ОСТОВОВ РАДИАТОРОВ | 1973 |
|
SU408725A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| Устройство для перемещения деталей по заданному контуру на швейном полуавтомате | 1980 |
|
SU962363A1 |
| Полуавтомат для контроля высоты цилиндрических пружин в сжатом состоянии | 1959 |
|
SU123743A1 |
| МАШИНА ДЛЯ СШИВАНИЯ МАТОВ ДЕРЕВЯННЫХ СКЛАДНЫХяш,иков | 1969 |
|
SU251806A1 |
| ПРИВОД К ШВЕЙНЫМ ПОЛУАВТОМАТАМ | 1968 |
|
SU206997A1 |