Изобретение относится к оборудованию для производства бесшовных холоднокатаных труб переменного сечения.
Цель изобретения - повышение надёжности привода.
На чертеже изображен предлагаемый привод, общий вид.
Привод содержит приводные от вала 1 кривошипные колеса 2, в радиальных пазах которых установлены ползуны 3 с закрепленными на них кривошипными пальцами и гайками, навинченными на винты 4 винтовых механизмов изменения радиусов кривошипов. Послед- ние посредством конических зубчатых передач 5 соединены с управляющим валом 6, на котором жестко установлено водило 7 дифференциала с сателлитами, взаимодействующими с цент- ральным зубчатым колесом 8, неподвижно закрепленным на кривошипном колесе, и эпициклическим колесом 9, связанным через конические зубчатые пе- редачи с 10 и 11. На криво- шипных пальцах ползунов установлены шатуны 12, взаимодействующие с пальцами 13 дополнительных ползунов 14 механизма изменения положения клети. Последние размещены в напра;вляющих 15, выполненных на станине 16 рабочей клети параллельно оси прокатки стана. В дополнительных ползунах выполнена нарезка под винты 17 посредством зубчатой передачи зубчатых колес 18 и 19, размещенных на станине рабочей клети. Винты 17 кинематически соединены q зубчатым колесом 20, которое подвижно соединено с шлицевым валом 21, размещенным па- раллельно оси прокатки и жестко соединенным с валом 11 регулируемой сцепной муфтой 22.
Число зубьев зубчатых колес дисЬ- ференциала выбирают так, чтобы при заторможенном, вале 10 управляющий вал 6 и кривошипные колеса 2 вращались в одну сторону с одинаковой. угловой скоростью.
Привод работает следующим образом
При прокатке цилиндрических участков на постоянной длине хода рабочей клети вал 10 заторможен. При это управляющий вал 6 и кривошипные колеса 2, приводимые от ведущего вала 1, вращаются с одинаковой скоростью в .одну сторону. Так как относительное движение в зубчатом зацеплении отсутствует и винт 4 винтового механизма не вращается, то изменения радиуса кривошипа не происходит. Рабочая клеть совершает возвратно-поступательное перемещение с постоянной длиной хода. Зубчатое колесо 20 вместе с клетью соверщает возвратно поступательное перемещение вдоль неподвижного шлицевого вала 21.
При прокатке конических участков (не изменяющейся длине хода) задается вращение валу 10, в результате чего появляется относительное движение в конических зубчатых передачах 5 и вращение винтов 4 вызывает перемещение ползунов 3 с кривошипными пальцами по радиальным пазам кривошипных колес 2. Изменение радиуса кривошипов приводит к соответствующему изменению длины хода рабочей клети. Одновременно заданное вращение вала 10 через валы 11 и 21 передается зубчатому колесу 20 и посредством зубчатой передачи зубчатых колес 19 и 18 винтом 17. Врашение этих винтов приводит к дополнительному перемещению рабочей клети,необходимому для сохранения неизменным одного из ее крайних положений.Передаточные отношения зубчатых зацеплений выбирают таким образом, чтобы изменение радиуса кривошипа и дополнительное перемещение рабочей клети были равны.
Интенсивность изменения длины хода клети зависит от скорости вращения вала 10.
Использование предлагаемого привода (по сравнению с известными) улучшить качество прокатываемых труб за счет повышения точности позиционирования рабочего инструмента, при этом в результате увеличения жесткости шатунов увеличивается надежность работы стана, на 20-25% уменьшаются затраты на содержание,и ремонты стана, а межремонтный период увеличивается на 5%..
Формула изобретения
Привод рабочей клети стана холодной прокатки конических труб, включающий кривошипные колеса, шатуны, винтовые механизм изменения радиуса кривошипов., соединенные с ними ползуны, расположенные в пазах кривошипных колес, механизм изменения положения клети с винтами и диффе515955996
ренциал, отличающийсямеханизм изменения положения клети
тем, что, с целью повышения надеж-выполнен в виде дополнительных полности, он снабжен зубчатой передачейзунов, шарнирно соединенных с шатуи шшцевым валом кинематически свя- . нами и с зубчатой передачей через занным с дифференциальным, при этом
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод стана холодной прокатки труб | 1983 |
|
SU1152674A1 |
| Стан холодной прокатки труб | 1986 |
|
SU1419768A1 |
| Приводной механизм стана холодной прокатки конических труб | 1990 |
|
SU1703211A1 |
| Привод стана холодной прокатки труб | 1986 |
|
SU1346284A1 |
| Привод клети стана холодной прокатки труб | 1989 |
|
SU1729637A1 |
| Привод клети стана холодной прокатки труб | 1976 |
|
SU662174A1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2207202C2 |
| ПРИВОД ПЕРЕМЕЩЕНИЯ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1990 |
|
RU2030228C1 |
| Привод возвратно-поступательного перемещения частей стана холодной прокатки труб | 1981 |
|
SU1062946A1 |
| Клеть для продольной прокатки | 1982 |
|
SU1084092A1 |
Изобретение относится к оборудованию для производства бесшовных холоднокатаных труб переменного сечения. Целью изобретения является повышение надежности. Кривошипно-шатунный привод рабочей клети 16 имеет расположенные в пазах кривошипных приводных от вала 1 колес 2 ползуны 3 с винтами 4 винтовых механизмов изменения радиусов кривошипов. Шатуны 12 соединены с пальцами ползунов 3 и с пальцами 13 дополнительных ползунов 14 механизма изменения положения клети. Винты 17, взаимодействующие с винтовой нарезкой дополнительных ползунов, через колеса 18-20 зубчатой передачи, шлицевой вал 21 и 11 соединены с дифференциалом. Такой привод обеспечивает точное позиционирование рабочей клети и ее надежную работу. 1 ил.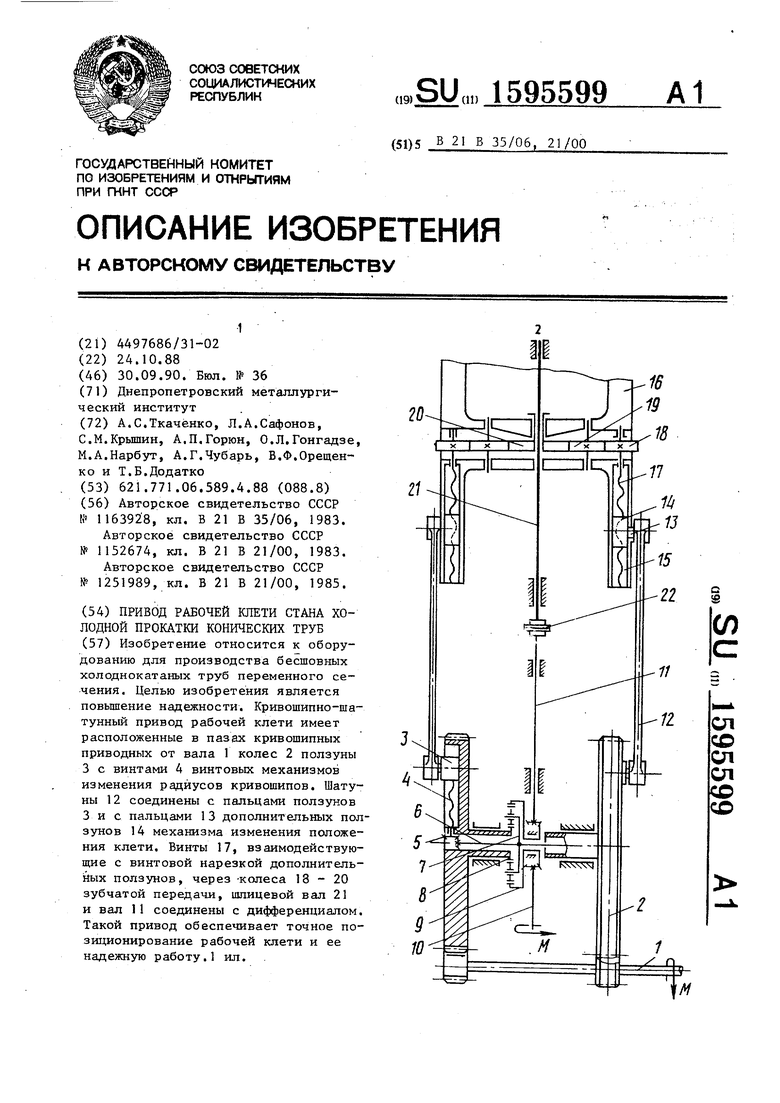
| Устройство для перемещения рабочей клети стана холодной прокатки труб | 1983 |
|
SU1163928A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Привод стана холодной прокатки труб | 1983 |
|
SU1152674A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Привод стана холодной прокатки труб | 1985 |
|
SU1251989A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
