О1 ГС
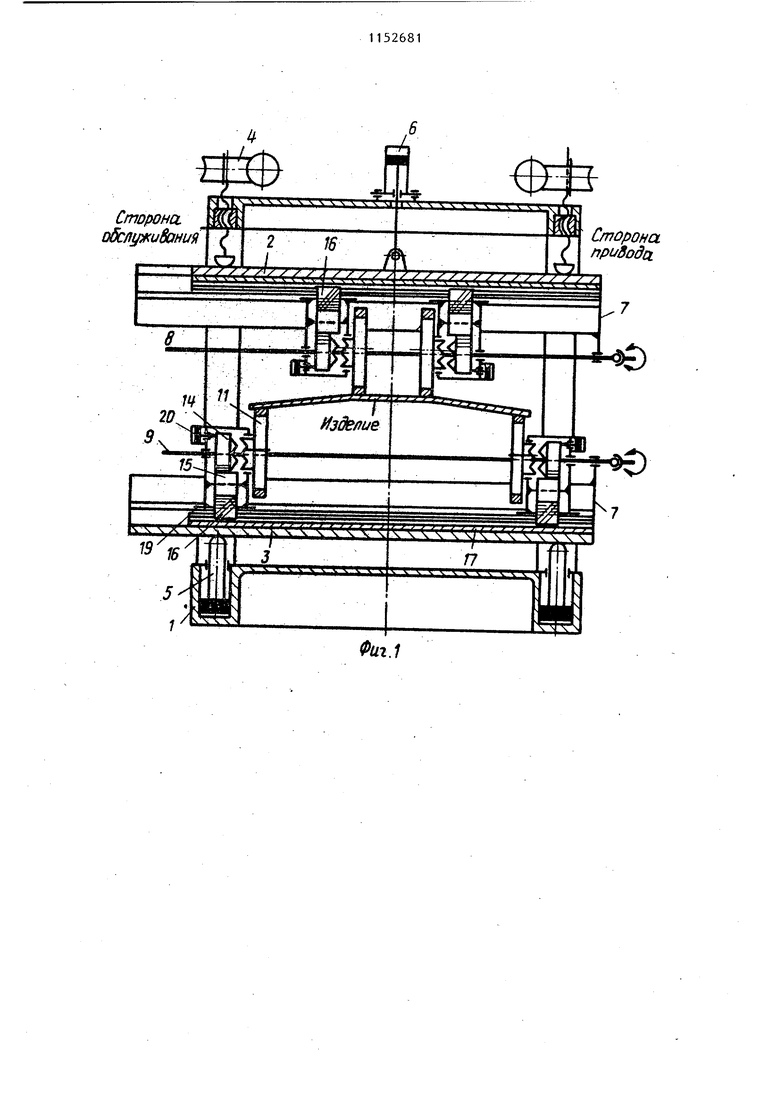
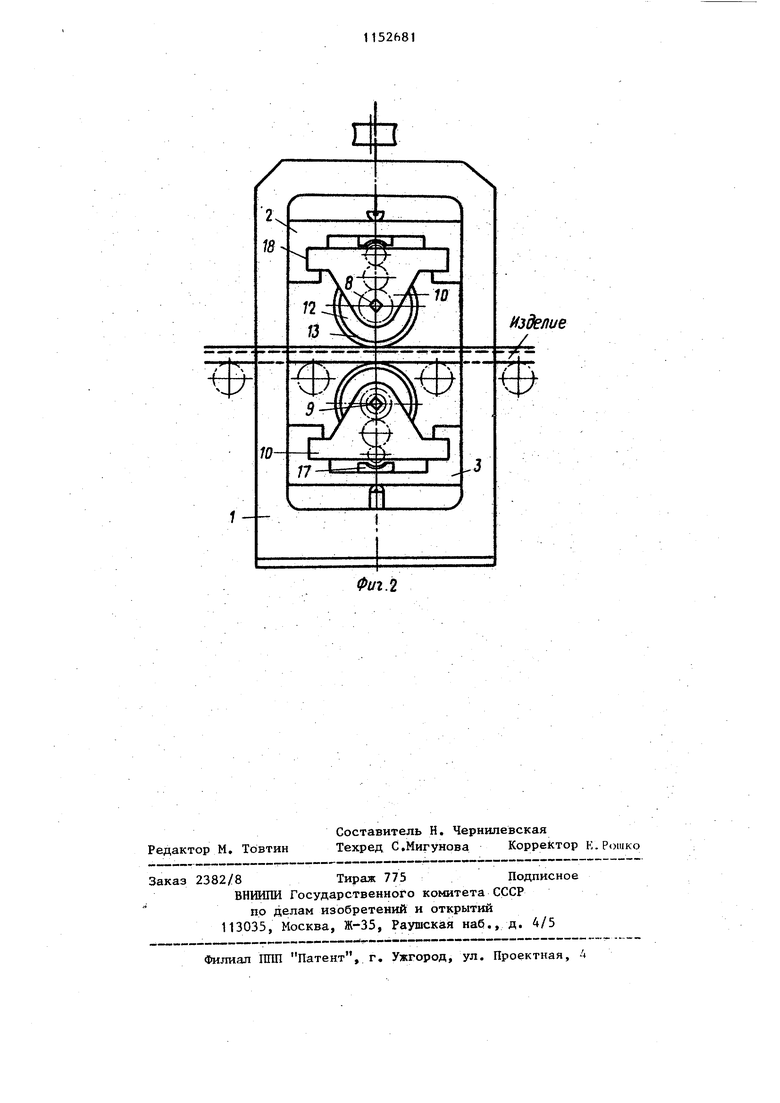
О) 00 Изобретение относится к металлур гическому отделочному оборудованию и может быть использовано для устра нения дефектов, в частности для правки поперечной кривизны крупногабаритных алюминиевых плит, оребре ных панелей и профилей, применяемых в авиационной промьшшенности Целью изобретения является созда ние такого устройства, на котором можно быстро и удобно менять рабочий инструмент, в зависимости от вида дефекта и места его расположения на различных изделиях. Одновременно с этим повысить надежность и долговечность устройства. На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же,со стороны обслуживания. Устройство состоит из станины 1, в проеме которой перпендикулярно ли нии правки установлены верхняя 2 и нижняя 3 траверсы. Для перемещения траверс в вертикальном направле нии служат - винтовые механизмы 4 и гидроцилиндры 5. Верхняя траверса 2 уравновешена гидроцилиндром 6.Тра версы выполнены желобчатыми и их Topujii со стороны, противоположной стороне обслуживания устройства {сторона привода), снабжены глухими стенками 7, на которых консольно закреплены приводные валы 8 и 9 .квадратного сечения (привод не показан) . Каждый вал пропущен через корпус 10 рабочего инструмента 11, выполненного в виде диска 12 с бандажом 13. Диск снабжен муфтой 14 кинематически, посредством шестерни 15, связанной с червяк-шестерней 16, находящейся в зацеплении с червячной рейкой 17, закрепленной на траверсе. Корпус 10 снабжен опор ными планками 18, перемещаемыми по направляющим 19, размещенными на траверсе. Для .включения и выключения муфт 14 служат пневмоцилиндры 2 Устройство для правки работает следукшщм образом. 1 В зависимости от вида подлежащего исправлению дефекта на плите или другом изделии со сложной конфигурацией ребер, на стенде цеха (не показан) подбираются соответствующие сменные бандажи 13 и устанавливаются на запасные диски 12 с корпусами 10. Подготовленный таким образом рабочий инструмент 11 со стороны открытого торца траверсы 2 надевается на свободньш конец приводного вала 8 (для вьшолнения функции нажимного инструмента) и приводного вала 9 (для выполнения функции опорного при исправлении дефекта) и вдвигается в направляющие 19. Соответствующим пневмоцилиндром 20 замыкается муфта Ш и включается требуемое направление вращения приводного вала. 8 шга 9 (являющегося в этом случае ходовьш валом) и через шестерню 15, червяк-шестерню 16, по направляющим 19 инструмент перемещается вдоль червячной рейки 17 в необходимое место. Винтовыми механизмами 4 и гидроцилиндрами 5 траверсы перемещаются в окне станины 1 и прижимают инструмент к изделию с усилием, обеспечивающим перемещение изделия и правку дефекта. При перестройке на правку другого дефекта, включая и выключая соответствующие муфты 14,инструмент можно перемещать поперек изделия и останавливать в любом месте. Для смены инструмента достаточно его переместить до конца в сторону открытого торца траверсы, свободно снять с устройства и установить другой, Цо сравнению с базовым образцом предлагаемое устройство благодаря tBOHM существенным отличительным КОНСТРУ1СТИВНЫМ признакам позволяет резко сократить время смены рабочего инструмента, а выполнение каждой оси приводной позволит упростить процесс установки и перемещения изделия, подлежащего правке. Сторона, обсиу)ки8с1нш
Фиг.1 Сторона npuSodct
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2036035C1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1969 |
|
SU256990A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ОБОДОВ КОЛЕС | 1993 |
|
RU2050998C1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
УСТРОЙСТВО ДЛЯ ПРАВКИ, содер2 ащее станину с двумя рядами горизонтально расположенных осей, закрепленных на траверсах, установленных с возможностью перемещения в направлении, перпендикулярном к оси правки, рабочий инструмент в виде сменных роликов, расположенньк на осях с возможностью перемещения в осевом направлении, отличающееся тем, что, с целью повышения производительности и расширения технологических возможностей путем обеспечения правки изделий различных типоразмеров, каждая ось рабочего инструмента закреплена на траверсе консольно и снабжена индивидуальным приводом вращения, а устройство снабжено корпусами, установленными с возможностью перемещения по выполненным в траверсах направляюгщим и служащими для размещения сменного инструмента. (/
| Устройство для правки полосы | 1982 |
|
SU1031557A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
