Станки для изготовления цилиндрических роликов из прутков путем накатки мало производительны.
Описываемый станок не имеет указанного недостатка: в нем накатка производится одновременно несколькими дисками, расположенными в шахматном порядке па двух валах с подвижной и неподвижной осью враш,ения, и тем, что для отделения (отлома) накатанной части прутка, на копире со сторопы подачи прутка укреплен палец, который взаимодействует с рычагом отлома после внедрения в пруток накатных дисков.
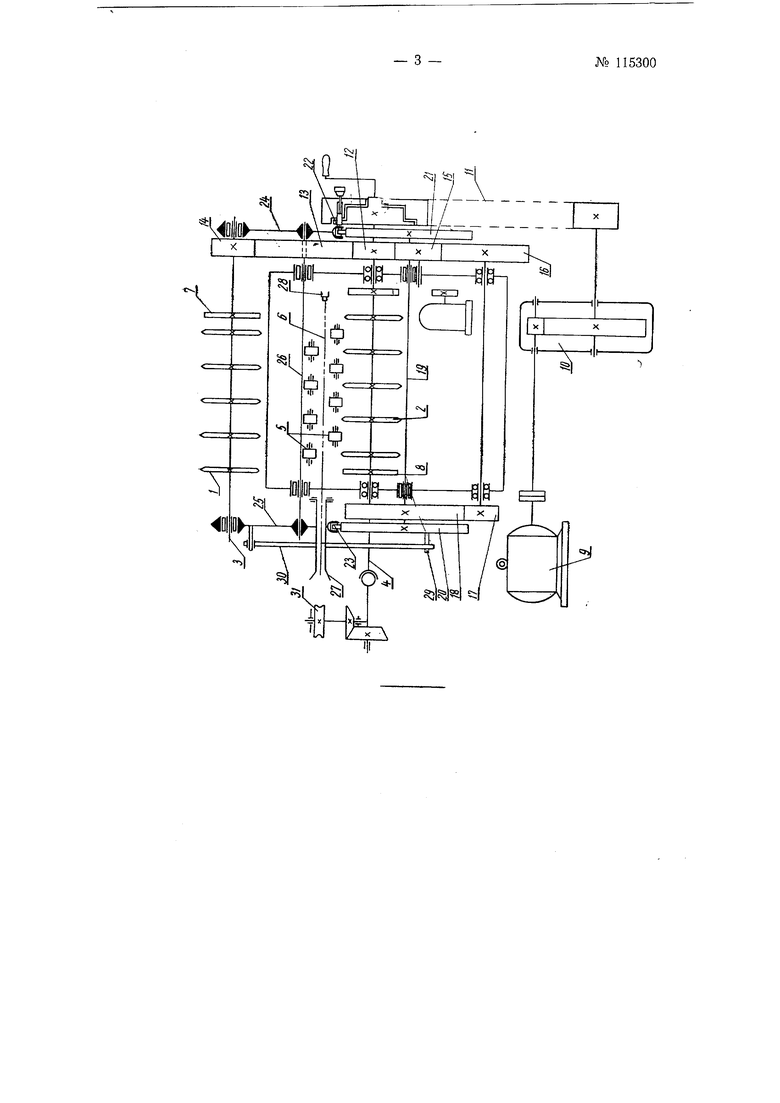
В момент, когда ролики 22 к 23 находятся во впадине кривой коппров 20 и 21, а вал 3 в крайнем дальнем положении от вала 4, пруток 6 проталкивается во втулку 27 до упора 28.
При дальнейшем поворачивании копиров 20 и 2J ролики 22 и 23 выйдут из впадины кривой, коромысла 24 и 25 повернутся, и вал 3 приблизится к валу 4; при этом пруток 6 зажмут с двух сторон накатные диски J Е 2, а опорные ролики 5 будут поддерживать его с противоположной стороны. Накатные диски , врашаясь в одну сторону, приводят во врашение пруток и, внедряясь в него заостренными краями, накатывают канавки.
Для отделения накатанной части прутка на копире 20 со стороны подачи прутка укреплен палец 29, который после того, как накатные диски врезаются в пруток на определенную глубину, приподнимает рычаг 30 отлома накатанного прутка вместе со втулкой 27. Втулка 27 приподнимает пруток, но накатанная часть прутка еше зажата между дисками и опорными роликами, в силу чего ненакатанная часть прутка отламывается от накатанной.
Затем ролики 22 и 23 снова попадают во впадину кривой копиров, вал 3 отходит от вала 4, рычаг 30 опускается, пруток возвращается в горизонтальное положение, накатанная часть прутка сбрасывается с
№ 115300- 2
опорных роликов. Далее пруток при помощи падающего ролика 31 автоматически подается до упора 28, вал 3 с накатными дисками 1 вновь подается к валу 4, и цикл повторяется.
На чертеже изображена кинематическая схема станка. Накатывание канавок на прутке производится десятью накатными дисками 1 к 2. Диски расположены в щахматном норядке по пяти щтук на валах 3 и 4, из которых вал 3 имеет подвижную ось вращения, а вал 4 - неподвижную. Против накатных дисков расположены опорные ролики 5, препятствующие изгибу прутка 6 при накатывании. Против крайних накатных дисков / и 2 установлены на валах 3 к 4 опорные диски 7 и 5. От электромотора 9 через редуктор 10 вращательное движение посредством цепи 11 передается на вал 4 с накатными дисками 2. От вала 4 посредством щестерен 12, 13 и 14 вращение передается на вал 3 с накатными дисками 1.
Валы 3 vi. 4 вращаются в одну сторону и с одинаковой скоростью.
От щестерни 12 через шестерни 15, 16, 17 и 18 вращение передается на вал 19, на котором установлены копиры 20 и 21. Последние, вращаясь, контактируются с поверхностями роликов 22 и 23, укрепленных на концах коромысел 24 и 25, заставляя, тем самым, коромысла качаться. На противоположных концах коромысел в подщипниках расположен вал 3.
На одном валу 26 с коромыслами свободно вращается шестерня 13, передающая вращение на вал 3; таким образом при качании коромысел 24 и 25 вал 3 имеет возможность приближаться к валу 4 или удаляться от него, не выходя из кинематической связи с ведущей щестерней 12.
Предмет изобретения
1. Станок для изготовления цилиндрических роликов из прутка путем накатки, отличающийся тем, что, с целью повышения производительности, накатные диски расположены в щахматном порядке на двух валах с подвижной и неподвижной осью вращения.
. Форма выполнения станка по п. 1, отличающаяся тем, что для отделения (отлома) роликов на копире укреплен палец, взаимодейст. вующий с рычагом отлома после внедрения в пруток накатных дисков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок-автомат для накатки радиусных фасок на цилиндрических роликах | 1959 |
|
SU142509A1 |
| РЕЗЬБОДАВИЛЬНЫЙ СТАНОК | 1972 |
|
SU346005A1 |
| Устройство к токарному станку для накатывания шлицев | 1977 |
|
SU663470A1 |
| Машина для нанизывания рыбы на прутки | 1991 |
|
SU1780684A1 |
| Устройство для накатки зубчатых колес | 1982 |
|
SU1098642A1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2448801C2 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Способ накатывания профильных кругов из сверхтвердых материалов | 1990 |
|
SU1810194A1 |
| Резьбонакатный станок для бесцентрового роликового накатывания цилиндрических деталей | 1959 |
|
SU129624A1 |
| Станок для спирального оребрения труб лентой | 1977 |
|
SU733822A1 |