Для высадки головок деталей машин обычно применяются ковочные машины. OiHiH обладают тем недостатком, что .ipa Нагретом конце за.гоггавки с бразует я утолп1ение, которое- необходимо удалять механ иче ск о и о:б р аботк о и.
В 0111,исы13аемОМ ащтоматиче-ском стайке при высадке утолщения стержня у -олоз1кине нрюисходмт. Это достигается тем, что высадка производится вращающимся барабаном и неподвижной формующей доской, охватывающей часть барабана, в которой имеется формующий наз с переменной выдотой, дающий при вращении барабана осадку нагретого током высокой частоты конца заготовки в форму головки.
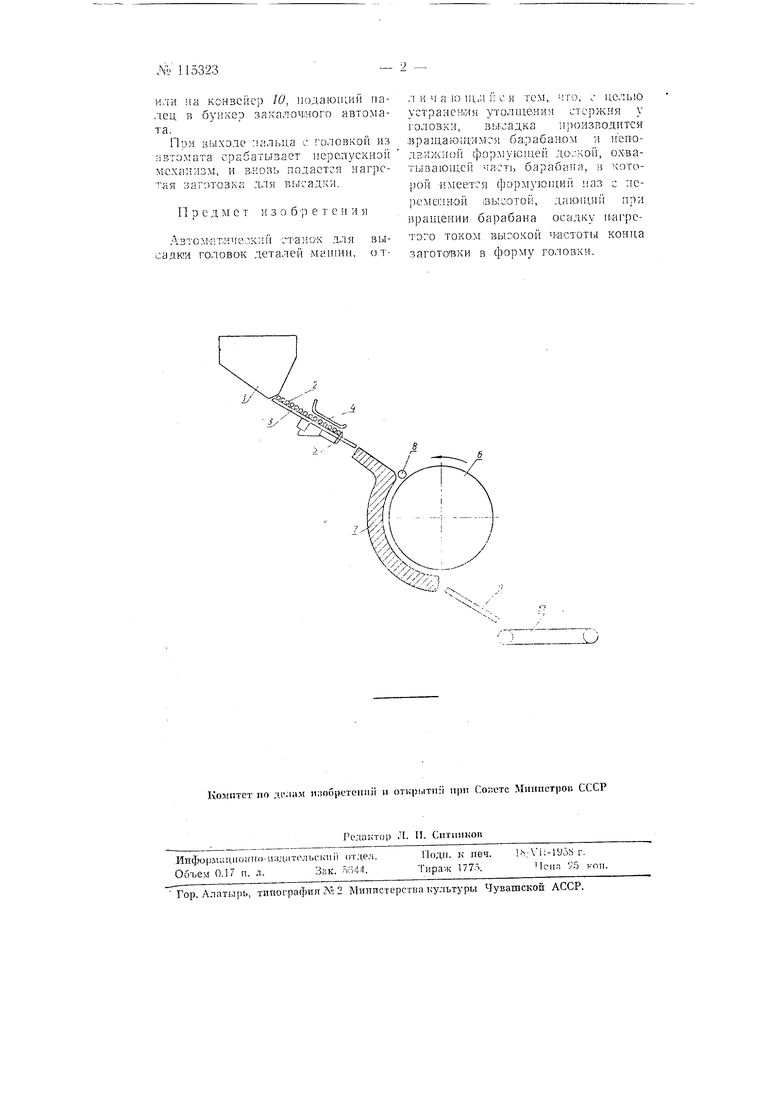
На чертеже изображено предлагаемое устройство.
Из бунке,р:а / заготовки .пальцев звена гусеницы 2 или другие sairoTOiBKiH подаются на наклонную н аправляющую .плоско1сть 3, перемещаясь по которой канцы заготовок тападают в щелевой индуктор 4 и нагреваются токами высокой частоты до ковочной температуры.
На.гретый лалец ири помощи первпуак ното механизма 5 выбрасываетоя и попадает в щель, ооразусмую вращающимся барабаном б кнеподвиж;ной формующей доской 7.
В фо1р,мующей доске имеется формующий паз. Нагретый конец заготоБки Яа-ХОдится у формующего паза, а холодный противоположный конец на.кодктоя Протиз улорноЛ: доски.
Высота формующего лаза переМенная. В начале паза она равна ИЛИ не;МНОГО больше дл.ины ко.нца заготовки, Подлежащей дефОрмации, в коНце паза высота его равна высоте го,,нКИ.
Поеав :в зазор, нагретая заготовка 8 увлекается вниз (В)ащающ.имся барабаном и начинает сама вращаться. При движении еаготовки между бара баном и формующей дажой яагретый торец заготовкв оааживаетоя дном формующего паза |И прИМИМает форму головки.
При фОр М0«бр.а-зОВани« головк утолщение стержня загото вки отсутствует. Формующий паз, iB этом случае, .выполняет роль пуансона к матрицы.
В конце формующей доаки 7 оалец с головкой поступает на наклонную доску 9, и затем в тару
или ;ia конвейер W, подающий палец в бункер закпЛОчяого автомата.
При выходе :ia.ibii,a с головкой из срабатывает nepeaycKnoit McxaiiHSM, и Б.КОЙЬ подастся нагретая заготовка для высадки.
П р е д м е т и зоб ji е т е ii и я
таноК для садки головок деталей машин.
л к ч а 10 iiu,1 j; с я тем, что, с целью устранеН|Ия утолидения стержня у головки, вЫСадка 11роизводится :враи,а О Димси ба.рабаном и iierioдв:И киой фор уюн1ей доской, охватывающе часль барабана, в которой г .меется формующий паз с ле1)-еме1:1Ной ВЫСОТОЙ, дающий при вращении барабана осадку HiarpeтОГо током высокой ЧЯстоты конца заготовки в форму головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2003 |
|
RU2246389C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Способ высадки деталей с прямым шлицем на головке | 1990 |
|
SU1784391A1 |
| Способ изготовления штанг с головками для глубинных насосов | 1983 |
|
SU1318343A1 |
| Устройство для высадки деталей стержневого типа | 1979 |
|
SU933169A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С УТОЛЩЕНИЕМ | 2004 |
|
RU2265495C1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Способ изготовления изделий типа стержня с утолщением | 1985 |
|
SU1248717A1 |
| АВТОМАТ ДЛЯ ГОРЯЧЕЙ ВЫСАДКИ ГОЛОВОК ТРАКОВЫХ ПАЛЬЦЕВ | 2001 |
|
RU2213639C2 |
