2. Привод по п. 1,отличаю- щ и и с я тем, что он снабжен гид- роцилиндром осевого перемещения приводных валов, установленным с возможностью соединения - разъединения с каждым приводным валом.
«
Изобретение относится к обработк металлов давлением .и может быть использовано в прокатных цехах металлургических заводов и предприятий для привода прокатных четырехвал- новых клетей с направлением приводных хвостовиков валков каждой пары в противоположные стороны.
Цель изобретения - обеспечение
регулируемого рассогласования ско
ростей вращения пар валков и тем самым, повышение производительности стана за счет сокращения времени его настройки.
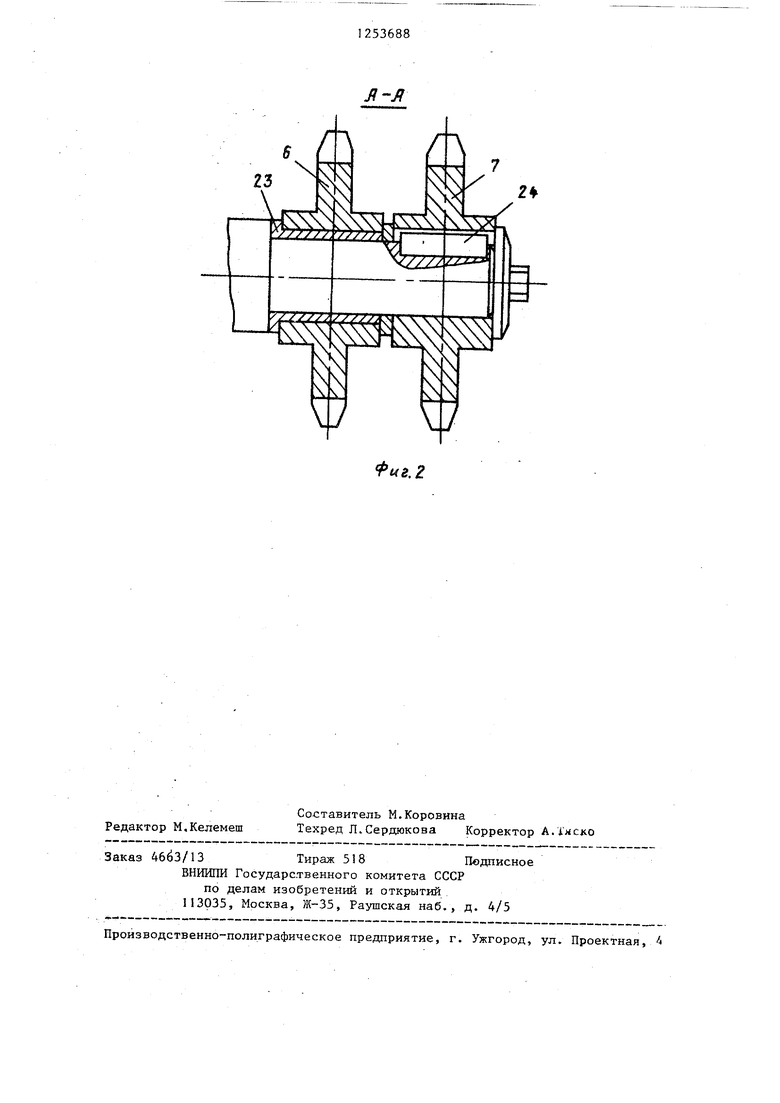
На фиг.1 показана кинематическая схема привода непрерывного прокатного стана; на фиг.2 - разрез А-А на фиг.1,
Привод стана включает конические редукторы 1 вертикальных и коничес- кие редукторы 2 горизонтальных пар рабочих валков, соединительные шпиндели 3, связанные с одной стороны с приврдными хвостовиками вертикальных валов рабочих валков 4 и горизонтальных валов рабочих валков 5, а с другой - с ведомыми коническими шестернями редукторов 1 и 2. На выходных валах редукторов 1 и 2 уста- нов лены опорные 6 и ведохмые 7 щки- вы. Нг, поворотной раме 8 установлены приводные валы 9 и 10 с наборами ведущих шкивов 11 и 12. Одна пара из наборов ведущих шкивов II и 12 связана при помощи гибких элементов 13с опорными и ведущими шкивами 6 и 7, а приводные валы .9 и 10 при помощи, например, электромагнитных муф 14 .и 15 связаны с электродвигателем 16 и с гидроцилиндром 17, Для натя- женин гибких элементов 13 служат натяжные ролики 18, Рама стопорится пр помощи стопора 19. На валу электро3. Привод по п. 1,отличаю- щ и и с я тем, что, с целью его упрощения, он снабжен опорными шки . вами, установленными соосно с ведомыми шкивами на входных валах зуб- чатых редукторов.
двигателя 16 и на оси поворота рамы 8 установлена электромагнитная муфта 21, а с другой стороны - штурвал 22 для поворота рамы 8 вручную.
Опорньш шкив 6 установлен на валу редуктора 2 на подшипнике 23 скольжения слева, ведомый шкив 7 - на шпонке 24 справа. На валу редук- тора 1, наоборот: слева установлен ведомый шкив 7 на шпонке 24, а справа - опорный шкив 6 на подшипнике 23,
Работа привода прокатного стана осуществляется следующим образом.
Крутящий момент от электродвигателя 16 через включенную электромагнитную муфту 14 передается на приводной вал 9, откуда при помощи ведущих шкивов 11 и гибких элементов 13 вращение передается коническим редукторам 1 и 2, ведомые шестерни которых при помощи шпинделей 3 передают крутящий момент вертикальным и горизонтальным парам рабочих валков 4 и 5, Электромагнитная муфта 15 при этом отключена, а стопор 19 фиксирует положение рамы В. Необходимое соотношение скоростей вращения цар валков 4 и 5 обеспечивается за счет различных диаметров ведущих шкивов I1 и 12, в то время как диаметры шкивов 6 и 7 одинаковы.
При такой конструкции привода крутящий момент передается с приводного вала 9 редукторам 1 и 2 через ведомые шкивы 7, а опорные шкивы 6 вращаются вхолостую и являются направляющими (поддерживающими) для гибких элементов 13, Шкивы 6 и 7, установленные на одном валу редуктора, вращаются с.различными скоростями, так как пары шкивов 1 и 12 : имеют различные передаточные отноше ния, за счет чего и достигается тре буемое рассогласование скоростей горизонтальных и вертикальных.валков.
Соотношение диаметров ведущих шкивов 11 и 12 в каждом конкретном случае определено калибровкой, применяемой при прокатке того или иного профиля.
Так, если в первом калибре валки вращаются со скоростью V и вытяжка
А - ,25, то скорость вращения во втором калибре V Л, V , тогда чис -ла зубьев (или диаметры) одной пары ведущих шкивов могут быть, например
Z, V,
60 (/1
1,25)
Z. 75, Z Ч
При переходе на другую калибровку, где в первом калибре нужно получить другую вытяжку /i , гибкие эле менты 13 связывают с другой парой ведущих шкивов П или 12. На валах 9 и 10 может быть установлено необходимое число пар ведущих шкивов, требуемых для получения различных вытяжек (/(| , А , л непрерывных прокатных станах вытяжки меняются в,пределах 1,1-1,35, поэтому любую из них нетрудно подобрать при данной конструкции привода.
Изменение соотношения скоростей вращения пар валков 4 и 5 происходит при переходе гибких элементов с одной пары ведущих щкивов на другую. Переход гибких, элементов с пер- вой пары шкивов I1 на вторздо происходит следующим образом.
При помощи двигателя 16 осуществляется поворот рамы 8..При отключенных муфтах 14, 15 и отключенном стопоре 19 при помощи электродвигателя 16 передается крутящий момент через пару шестерен 20 и включенную муфту 21 на ось поворота рамы 8.
Поворот происходит до тех пор, пока первая пара шкивов 11 не выйде из зацепления с гибкими элементами 13 и ось вала 9 не совместится с осью гидроцилиндра 17. В зацепление
0
5
0 5
с г бкими элементами 13 .при этом вошла первая пара шкивов 12. Затем-включают муфту 15 и при помощи гидроцилиндра 17 смещают в осевом направлении вал 9 вместе со шкивами 11 до тех пор, пока вторая пара щкивов 11 не займет место первой пары этих же щкивов, т.е..пока плоскости второй пары шкивов 11 не совместятся с плоскостями контуров гибких элементов 13.
Далее отключают муфту 15 и при помощи двигателя 16 поворачивают раму 8 до тех пор, пока ось вала 9 не совместится с осью вала двигателя 16. Вторая пара шестерен 11 при этом войдет в зацепление с гибкими элементами. Муфта 14 включается, 21 отключается, рама 8 стопорится стопором 19, и привод готов к работе.
Если необходимое рассогласование скоростей вращения пар валков 4 и 5 обеспечивается при помощи ведущих шкивов J 2, установленных на приводном валу 10, то осздцествляют поворот рамы 8 при отключенных муфтах 14, 15, ослабленных посредством натяжных роликов 18 гибких элементов 13, и отключенном стопоре 19.
Раму поворачивают до тех пор, пока приводной вал 10 не займет место- вала 9, после чего положение рамы фиксируют стопором 19 и включают муфту 14. Затем посредством роликов 18 производят натяжение гибких элементов, и далее работа привода происходит в описанной последовательности. Поворот рамы 8 может быть произведен как в ручную, так и при помощи электродвигателя 16. Регулируемое рассогласование скоростей вращения пар валков позволяет повысить производительность прокатного стана за счет сокращения времени его настройки.
Кроме того, изобретение может быть также использовано в других машинах и механизмах, имеющих в своем составе приводные гибкие элементы и требующих регулирования скоростей вращения их рабочих органов.
Я-Я
Редактор М.Келемеш
Составитель М.Коровина
Техред Л.Сердюкова Корректор A.i xcuo
Заказ 4бёЗ/13Тираж 5 8Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
-.-.«.«---.-- « ---- - - ---- - -- - -
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
.г

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи стана холодной прокатки труб | 1984 |
|
SU1154014A1 |
| Предохранительное устройство | 1978 |
|
SU806184A1 |
| Волновой вариатор скорости для привода двухвалковой дробилки | 1980 |
|
SU933108A1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| Прокатный стан | 1988 |
|
SU1600867A1 |
| Рабочая клеть прокатного стана | 1989 |
|
SU1623807A1 |
| Прокатный стан | 1988 |
|
SU1547889A1 |
| УСТРОЙСТВО ДЛЯ РАЗЪЕДИНЕНИЯ ПОТОКА МОЩНОСТИ В ПРИВОДЕ ВАЛКОВ ГОРИЗОНТАЛЬНОЙ СМЕННОЙ ПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2278752C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Привод рабочих валков реверсивного прокатного стана | 1980 |
|
SU942829A1 |

| Авторское свидетельство СССР № 225832, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
