Изобретение отн(1сится к лргтенном прсжяводству, в частности к способам выбнвкн, преимущественно, сьфьгх литейных форм. Известен способ выбивкт форм продавливанием, заключа1оя(ийся в том, что опоки после заливки и охлаж дения своим контрладом (ладом) устанавливаются на раму, а сверху к форм прикладывается усилие прошивной плиты. Расчетное усилие на поршне может достигать 26556 кг, а давление на прошивнор плите при размерах плиты 110x75 см 3,3 кг/см Cl. Однако из Экспериментальных данны следует, что такие нозможртости прогииваю 1;его механизма на практике не используются, так как прошивание формы происходит уже при давлении меньшем 1 кг/см . Р едостатком способ является также относительно высокая Э1 ергоемкость5 так как усилие прошив ния создается за счет использования гидравлической энергии или энергии сжатого до 5-6 ати воздуха. Наиболее близким к изобретению по технической сущности и достигаеMOhty эсЬфекту является способ выбивки сырых литейньк форм, включающий вакуумирование форм и последующее их разрушение 2. Однако известны способ требует дополнительных энерг тических затрат и усложняет транспортировку форм. Цель изобретения - снижение энер гоемкости процесса. Поставленная цель достигается тем, что согласно способу выбивки сырых литейных форм с размерами более 400x500x150/150 мм, включающему вакуумироваяие форм и последующее их разрушение, вакуумирование осуще ствляют с одной из сторон формы,, при этом давление снижаюгдо значения, меньшего 100 гПа. На чертеже изображена схема установки, осуществляющей способ. Установка содержит выбиваемую : форму 1, герметизируемьгй короб 2 с уплотнениями 3 по его периметру, пн матический клапан 4 и откидное днищ 5 короба 2. Выбиваемые опоки устанавливают л дом (контрладом) на уплотнение 3 короба 2, в котором при открытии клапана 4, соединенного своим Bt.rxoдом с источником вакуума, создается разрежение, возникающий при этом перепад давления над и под формой и создает эффект выбивки. Для того, чтобы выбивка предлагаемым способом была осуществлена, необходимо, чтобы было соблюдено условиес ,10 о ч 7 е.р Л Ь 8ы5 VSTM 8о(к1 d продавливающая сила, кг5 атмосферное давление. кг/см остаточное давление после вакуумирования, кг/см ; площадь формы, см ; предел прочности формовочной смеси на срез., (0,48-0,6 кг/смО; периметр формы, см высота формы, см. Расчеты показьгвают, что для форм, имеюищх малую прочность (менее 400x500x150/150 мм), усилие среза, как правило, превышает силу, возникающую от перепада давления и, следовательно, выбивка не осуществляется.. Для форм больщогр размера сила, возникающая от перепада давления, превышает усилие среза, что и обеспечивает выбивку по предлагаемому способу. Работоспособность способа проверена на опытной установке, состоящей из герметизируемого опокой короба размером 600x700x300, соединенного посредством пневматического клапана 0 200 мм с вакуумным ресивером объемом около 4 м , в котором с помощью вакуумного насоса поддерживается остаточное давление 90 - 100 гПа. Открытый верхний периметр короба имеет уплотнение, на которое устанавливается выбираемая форма. Опоки размером 600х700х хЗОО/300 набиваются единой формовочной смесью влажностью 4,5 - 5,0%, сырой прочностью 0,9 - 1,1 кг/см . В опоках формируются отгивки из серого чугуна массой около 30 кг. После заливки и охлаждения опоки устанавливаются контраладом на уплотнение короба и открывается пневмоклапан. Менее чем через 1 с форма разрушается - смесь и отливка проваливаются в короб. Величина верхнего значения сниже ния давления (100 гПа) определена опытным путем из условий реализации разрушения сырой литейной формы ср него и крупного размера (без кресто вин) предлагаемым способом. При этом значении давления формы размерами большими, чем 400х500х х150/150, устойчиво разрушаются. При остаточном давлении более 100 гПа в ряде случаев разрушение форм не происходит. Снижение остаточного давления в рассивере ниже 100 гПа, хотя и сопровождается разрушением формы, однако вызывает значительное увеличение энергозатрат на создание и под держание дополнительного разрежения без заметного усиления эффекта выбивки. Экспериментально установлено, что разрушение (продавливание) формы происходит по наибольшему ее периметру, т.е. вдоль стенок опоки. Для достижения эффекта выбивки подсос воздуха в герметичный короб 2 через толщу неразрушенной формы за счет фильтрации (газопроницаемости смеси) должен компенсироваться отсосом воздуха через клапан 4, иначе давление в коробе 2 может возрасти и эффект выбивки не будет достигнут. При осуществлении предлагаемого способа выбивки все пыпе-газо-тепловыделения увлекаются возникающим при разрушении формы воздушным потоком в короб 2 установки, откуда и удаляются.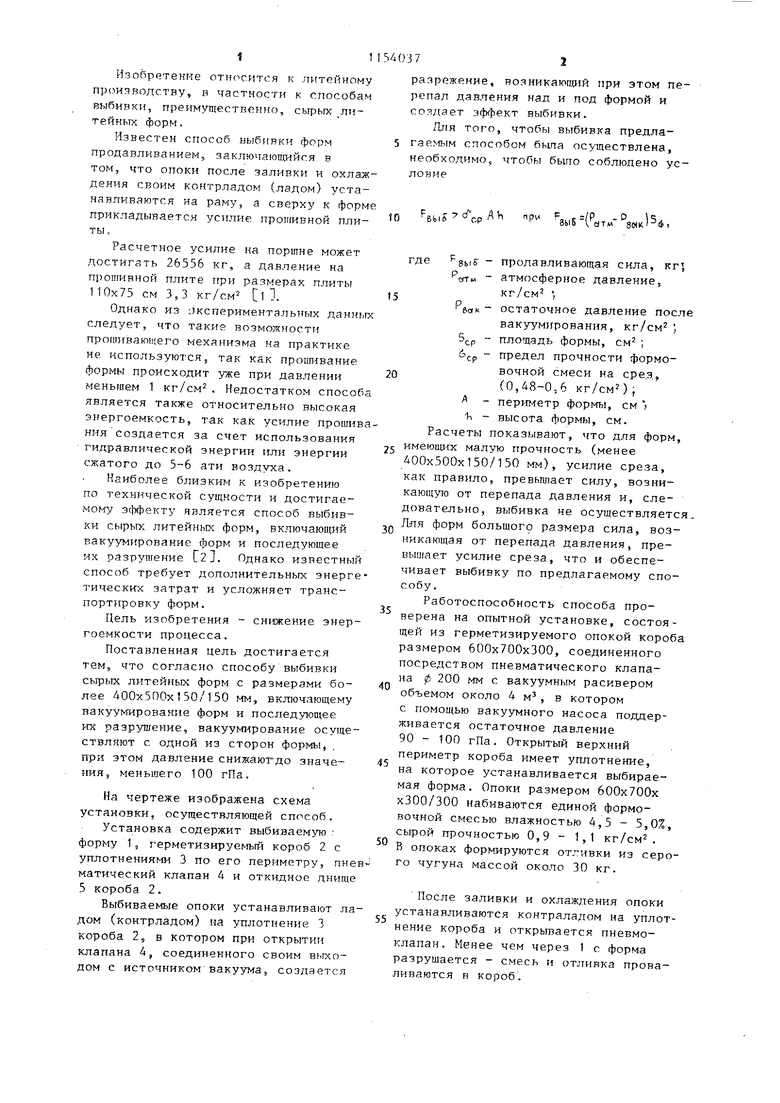

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выбивки литейный форм | 1984 |
|
SU1232368A1 |
| Устройство для выбивки литейных форм | 1986 |
|
SU1357127A2 |
| СПОСОБ ОПУСТОШЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1991 |
|
RU2026127C1 |
| Способ выбивки литейных форм | 1983 |
|
SU1154036A1 |
| Устройство для выбивки литейных форм | 1984 |
|
SU1205993A1 |
| Способ выбивки сырых литейных форм | 1980 |
|
SU1063538A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1991 |
|
RU2025191C1 |
| Способ получения отливок | 1990 |
|
SU1766588A1 |
| Устройство для выбивки литейных форм | 1983 |
|
SU1107961A1 |
| Способ выбивки литейных форм, изготовленных методом вакуумно-пленочной формовки и установка для его осуществления | 1990 |
|
SU1724417A1 |
СПОСОБ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ с размерами более 400 х 500 к X 150/150 мм, включающий вакуумирование форм и последующее их разрушение, отличающийся тем, что, с целью энергоемкости, вакуумирование осуществляют с одной из сторон формы, при этом давление снижают до значения, меньшего 100 гПа. (Л J 4 А ttcmwHUKt/ Вакуума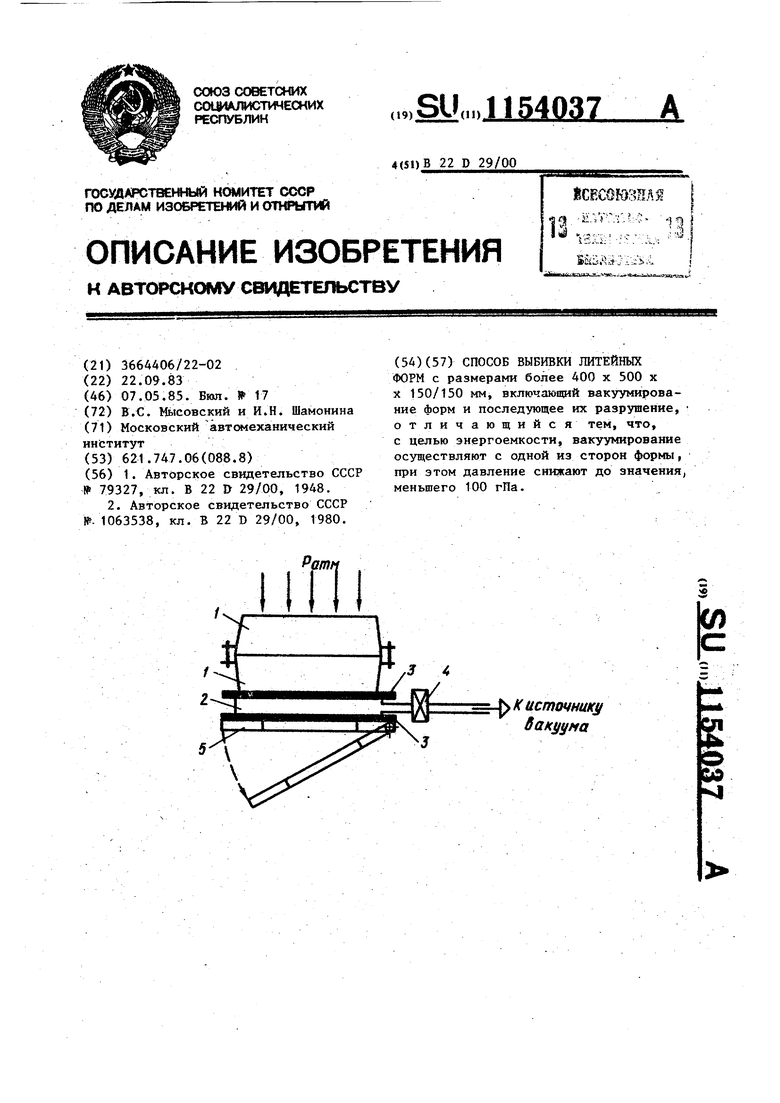
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU79327A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ выбивки сырых литейных форм | 1980 |
|
SU1063538A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ВСЕСОЮЗНАЯ j { g, Si..:- | |||
| . | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| .v-;i.-i. | |||
