Изобретение относится к технологическим процессам шинной промьшшен- ности, предназначено для изготовления заготовок протекторов, используемых при сборке и восстановлении покрышек пневматических шин и является дополнительным к основному по авт. ев, № 735438.
Целью изобретения является улучшение качества навиваемого протектора и повьш1ение производительности.
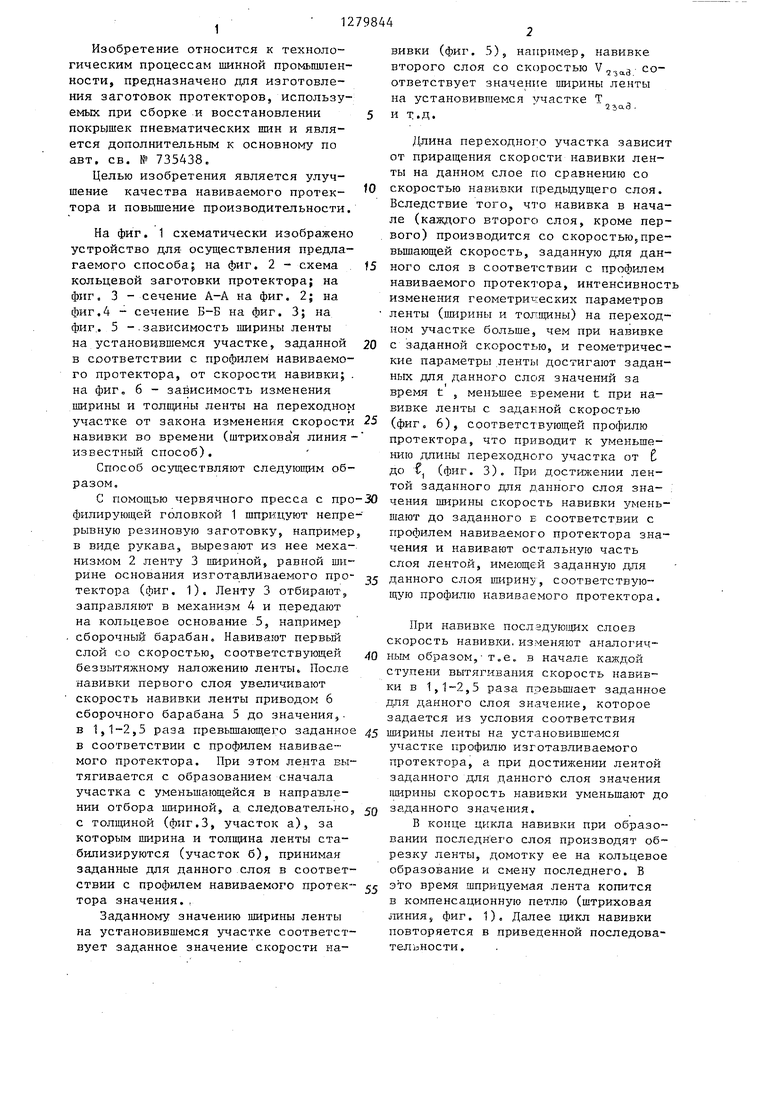
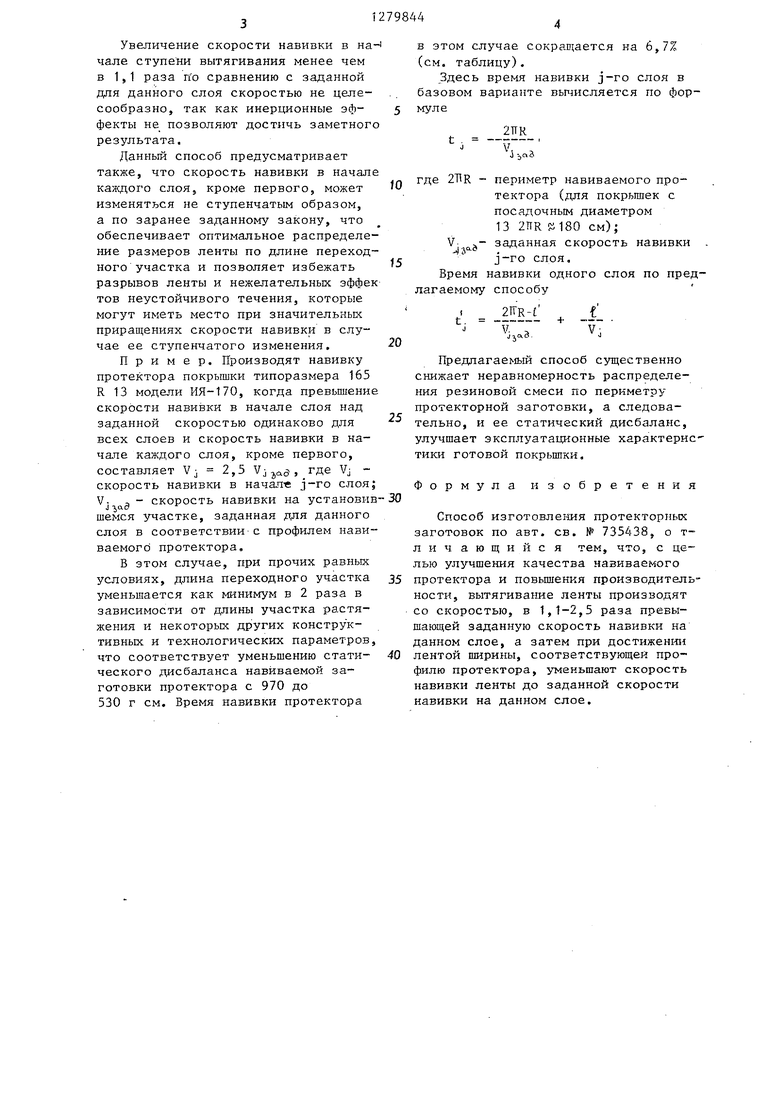
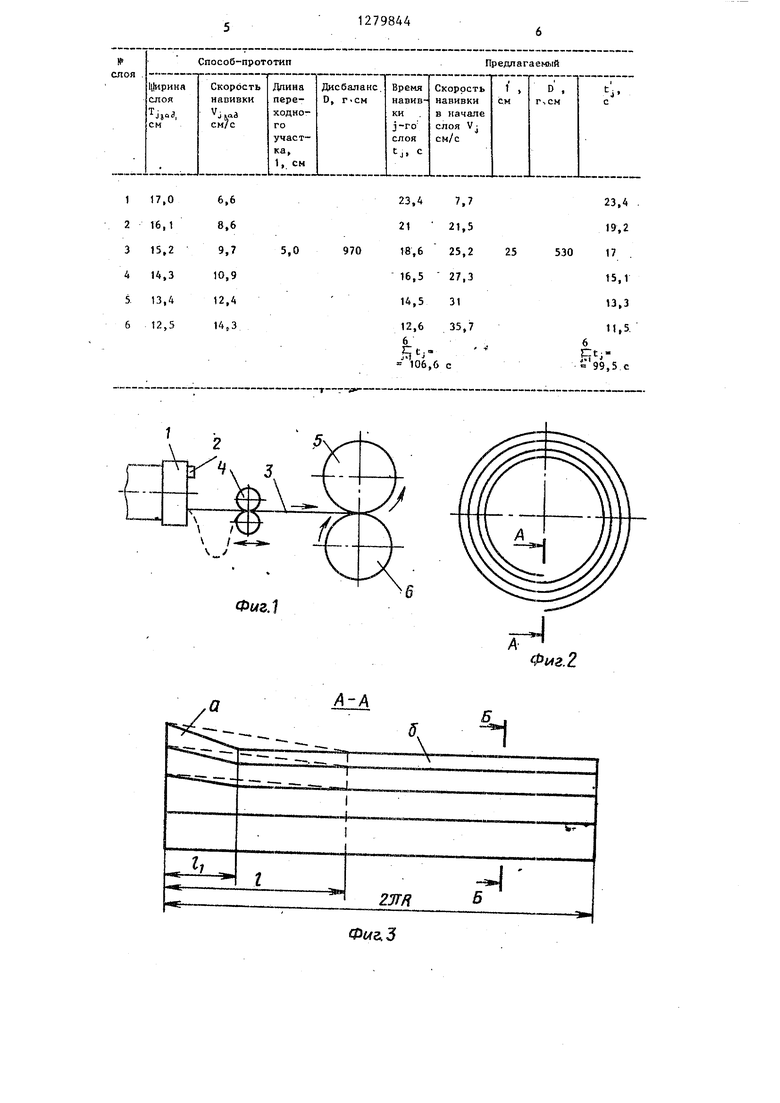
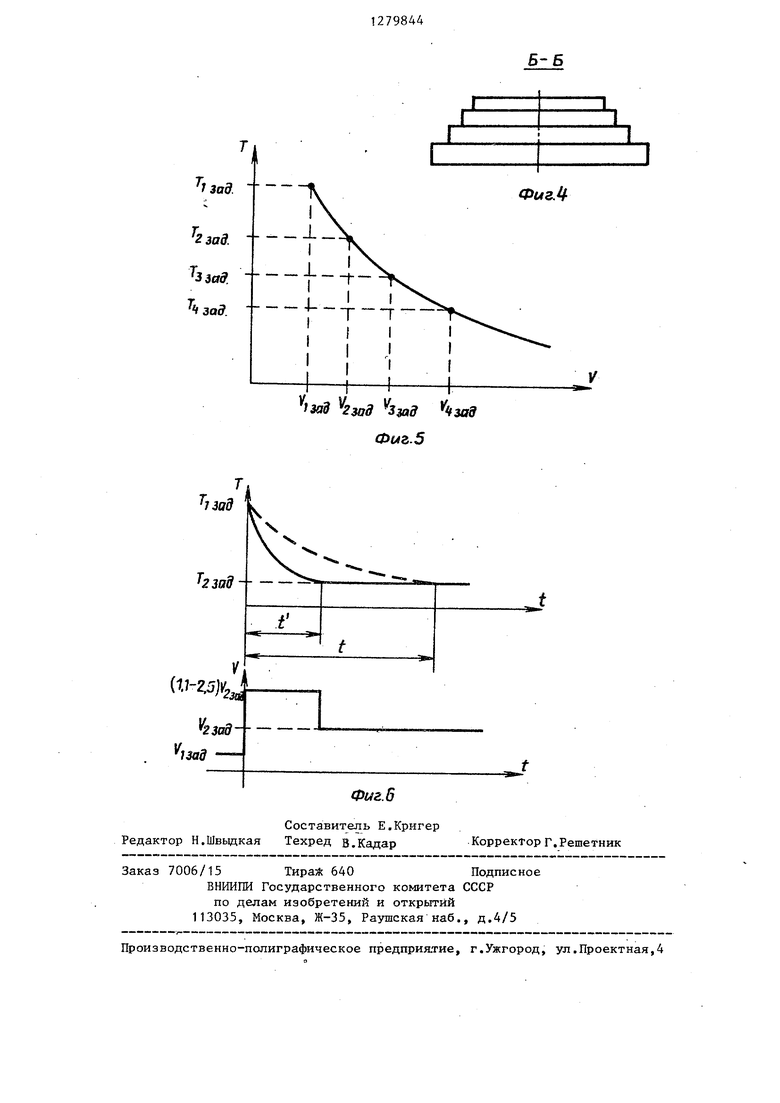
На фиг. 1 схематически изображено устройство для осуществления предлагаемого способа; на фиг. 2 - схема кольцевой заготовки протектора; на фиг. 3 - сечение А-А на фиг. 2j на фиг.4 - сечение Б-Б на фиг. 3; на фиг,. 5 - . зависимость ширины ленты на установившемся участке, заданной в соответствии с профилем навиваемого протектора, от скорости навивки; . на фиг. б - зависимость изменения
Длина переходного участка зависит от приращения скорости навивки ленты на данном слое по сравнению со скоростью навивки предыдущего слоя. Вследствие того, что навивка в начале (каждого второго слоя, кроме первого) производится со скоростьЮуПре- вьшзающей скорость, заданную для данного слоя в соответствии с профилем навиваемого протектора, интенсивност изменения геометрических параметров ленты (ширины и толщины) на переходном участке больше, чем при навивке с заданной скоростью, и геометрические параметры ленты достигают заданных для данного слоя значений за время t , меньшее времени t при навивке ленты с заданной скоростью
ширины и толщины ленты на переходном
участке от закона изменения скорости 25 (фиг, 6), соответствующей профилю навивки во времени (штрихова я линия- протектора, что приводит к уменьше- известньш способ). нию длины переходного участка от t
Способ осуществляют следующим об- до f (фиг. 3). При достижении лен- разом,той заданного для данного слоя знаС помощью червячного пресса с про-30 чения ширины скорость навивки умень- филирующей головкой 1 шприцуют непре- рывную резиновую заготовку, например, в виде рукава, вырезают из нее механизмом 2 ленту 3 шириной, равной шишают до заданного Е соответствии с профилем навиваемого протектора значения и навивают остальную часть слоя лентой, имеющей заданную для
рине основания изготавливаемого про- данного слоя ишрину, соответствуютектора (фиг. 1). Ленту 3 отбирают, заправляют в механизм 4 и передают на кольцевое основание 5, например
. сборочный барабан. Навивают первый слой со скоростью, соответствующей безвытяжному наложению ленты. После навивки первого слоя увеличивают
скорость навивки ленты приводом 6 сборочного барабана 5 до значения,.
щую профилю навиваемого протектора.
При навивке последующих слоев скорость навивки, изменяют аналогично ньм образом, т.е. в начале каждой ступени вытягивания скорость навивки в 1,1-2,5 раза превьш1ает заданно для данного слоя значение, которое задается из условия соответствия
в 1,1-2,5 раза превьш1ающего заданное 5 ширины ленты на установившемся в соответствии с профилем навивае- участке профилю изготавливаемого мого протектора. При этом лента вытягивается с образованием сначала
участка с уменьшающейся в направлепротектора, а при достижении лентой заданного для данного слоя значения ширины скорость навивки уменьшают до НИИ отбора шириной, а. следовательно, 50 заданного значения.
с толщиной (фиг.З, участок а), за В конце цикла навивки при образо-- которым ширина и толщина ленты стабилизируются (участок б), принимая
заданные для данного .слоя в соответвании последнего слоя производят обрезку ленты, домотку ее на кольцевое образование и смену последнего. В
ствии с профилем навиваемого протек- это время шпри-цуемая лента копится
тора значения.,в компенсационную петлю (штриховая
Заданному значению ширины ленты линия, фиг. 1), Далее цикл навивки
на установившемся участке соответст- повторяется в приведенной последовавует заданное значение скорости на- тельности.
вивки (фиг. 5), например, навивке второго слоя со скоростью V,, соответствует значение ширины ленты на установившемся участке Т, и т.д.
.
Длина переходного участка зависит от приращения скорости навивки ленты на данном слое по сравнению со скоростью навивки предыдущего слоя. Вследствие того, что навивка в начале (каждого второго слоя, кроме первого) производится со скоростьЮуПре- вьшзающей скорость, заданную для данного слоя в соответствии с профилем навиваемого протектора, интенсивность изменения геометрических параметров ленты (ширины и толщины) на переходном участке больше, чем при навивке с заданной скоростью, и геометрические параметры ленты достигают заданных для данного слоя значений за время t , меньшее времени t при навивке ленты с заданной скоростью
(фиг, 6), соответствующей профилю протектора, что приводит к уменьше- нию длины переходного участка от t
чения ширины скорость навивки умень-
шают до заданного Е соответствии с профилем навиваемого протектора значения и навивают остальную часть слоя лентой, имеющей заданную для
щую профилю навиваемого протектора.
При навивке последующих слоев скорость навивки, изменяют аналогично ньм образом, т.е. в начале каждой ступени вытягивания скорость навивки в 1,1-2,5 раза превьш1ает заданное для данного слоя значение, которое задается из условия соответствия
Увеличение скорости навивки в на чале ступени вытягивания менее чем в 1,1 раза по сравнению с заданной для данного слоя скоростью не целесообразно, так как инерционные эффекты не позволяют достичь заметного результата.
Данный способ предусматривает также, что скорость навивки в начале каждого слоя, кроме первого, может изменяться не ступенчатым образом, а по заранее заданному закону, что обеспечивает оптимальное распределение размеров ленты по длине переходного участка и позволяет избежать разрывов ленты и нежелательных эффек тон неустойчивого течения, которые могут иметь место при значительных приращениях скорости навивки в случае ее ступенчатого изменения.
Пример, Производят навивку протектора покрышки типоразмера 165 R 13 модели ИЯ-170, когда превьшение скорости навивки в начале слоя над заданной скоростью одинаково для всех слоев и скорость навивки в на- чапе каждого слоя, кроме первого, составляет V 2,5 Vj д , где Vj - скорость навивки в начап-е j-ro слоя; V. -, - скорость навивки на установив
J-jad
шемся участке, заданная для данного слоя в соответствии-с профилем навиваемого протектора,
В этом случае, при прочих равных условиях, длина переходного участка уменьшается как минимум в 2 раза в зависимости от длины участка растяжения и некоторых других конструктивных и технологических параметров, что соответствует уменьшению стати- ческого дисбаланса навиваемой заготовки протектора с 970 до 530 г см. Время навивки протектора
в этом случае сокрап1;ается на 6,7% (см, таблицу),
Здесь навивки j-ro слоя в базовом варианте вычисляется по формуле
t
j
21TR .
где 2 ПК - периметр навиваемого протектора (для покрышек с посадочным диаметром 13 2TTR 180 см); V- j- заданная скорость навивки .
j-ro слоя.
Время навивки одного слоя по предлагаемому способу
2ITR-t;
v, .
t.
j
ч- 1
V-,
0
5
5
Предлагаемый способ существенно снижает неравномерность распределения резиновой смеси по периметру протекторной заготовки, а следовательно, и ее статический дисбаланс, улучшает эксплуатационные характерис тики готовой покрьшгки.
Формула изобретения
Способ изготовле;- ия протекторных заготовок по авт, ев, № 735438, о т- л и ч а ю щ и и с я тем, что, с целью улучшения качества навиваемого протектора и повьшения производительности, вытягивание ленты производят со скоростью, в 1,1-2,5 раза превышающей заданную скорость навивки на данном слое, а затем при достижении лентой ширины, соответствующей профилю протектора, уменьшают скорость навивки ленты до заданной скорости навивки на данном слое.
Фиг.1
А А
€j
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления протекторныхзАгОТОВОК | 1979 |
|
SU804511A1 |
| Способ изготовления протекторных заготовок | 1982 |
|
SU1024302A1 |
| Способ изготовления протекторных заготовок (его варианты) | 1985 |
|
SU1384396A1 |
| Способ изготовления протекторных заготовок | 1984 |
|
SU1154110A1 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU895709A1 |
| Устройство для наложения протектора ленточкой | 1986 |
|
SU1390067A2 |
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК | 1987 |
|
SU1448568A1 |
| Устройство для наложения протектора ленточкой | 1984 |
|
SU1168436A2 |
| Способ формирования протектора | 1989 |
|
SU1657409A1 |
Изобретение относится к пинной промышленности, предназначено для изготовления заготовок протектора и является усовершенствованием изобретения по авт. св. № 735438.Целью дополнительного изобретения является улучшение качества навиваемого протектора и повьш1ение производительности. Для этого вытягивание ленты производят со скоростью, в 1,1-2,5 раза превьш1ающей заданную скорость навивки на данном слое, а затем при достижении лентой ширины, соответствующей профилю протектора, уменьшают скорость навивки ленты до заданной скорости навивки на данном слое. 6 ил. 1 табл. to о 00 ; 4; Ю
-э
2зта
.-W
,3
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
| Солесос | 1922 |
|
SU29A1 |
