Изобретение относится к отделочнозачистной обработке свободным абразивом и может быть использовано при виброобработке кромок поршневых колец.
Цель изобретения - повышение качества обработки деталей типа поршневых колец путем исключения их переплетения в процессе взаимного контакта в заполненном рабочей средой вибрируюшем контейнере.
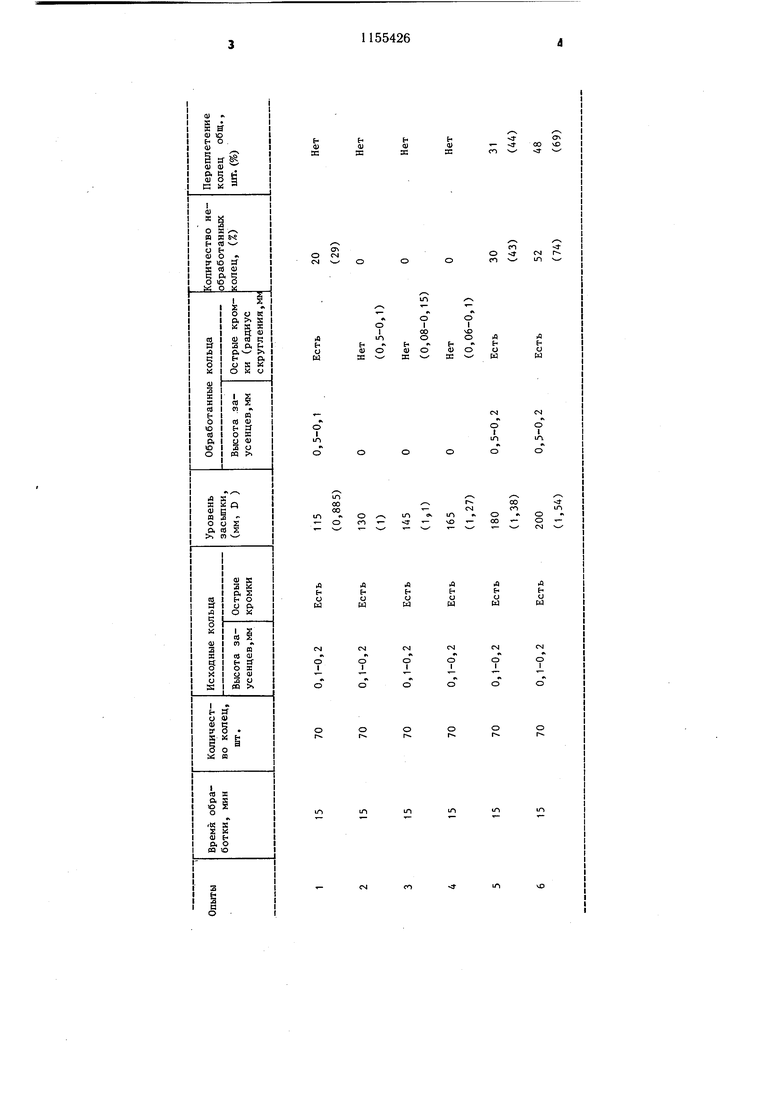
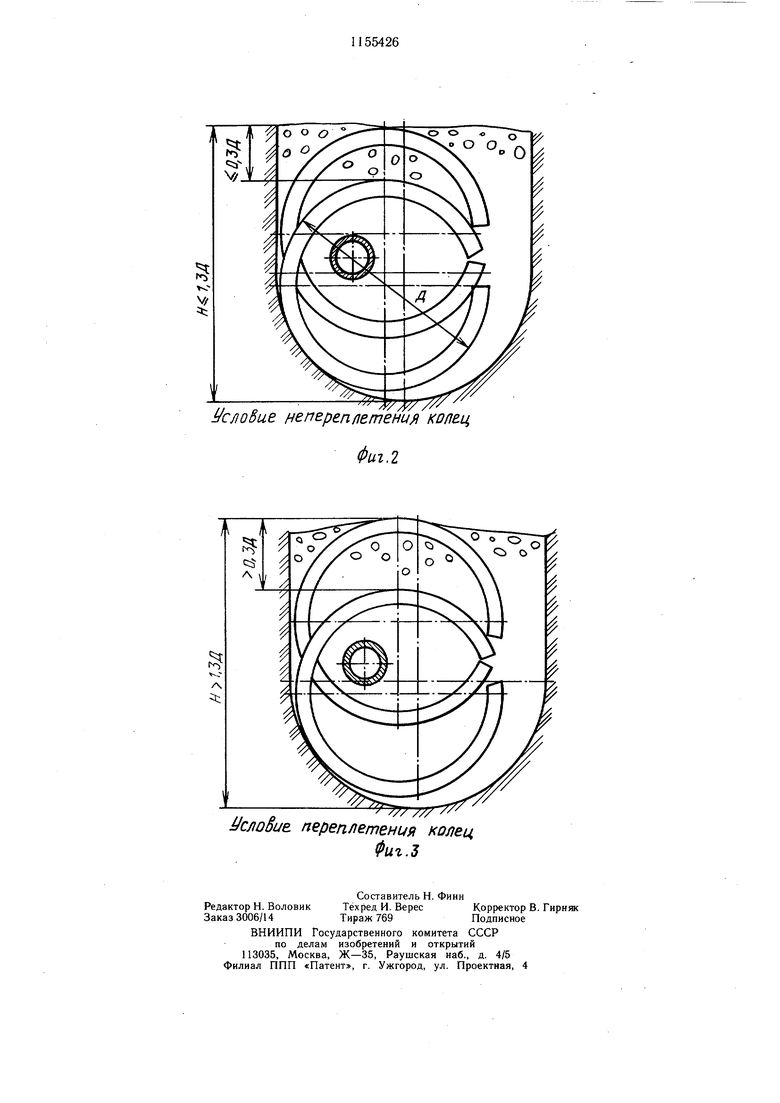
На фиг. 1 изображено устройство для осуществления предлагаемого способа, вид сверху; на фиг. 2 - графическое изображение условия непереплетения колец; на фиг. 3 - перепление колец.
Пример. Обработку проводят при помощи устройства осуществляющего предлагаемый способ. Обрабатывают порщневые кольца с наружным диаметром .0 130 мм. Пакет колец набирают на телескопическую оправку 1, одевают на стойки 2 оправки 1 и в верхнем положении на стойках 2 обжимают при помощи винта 3, имеющего на одном конце правую, а на другом - левую резьбу. Оправку 1 с пакетом колец опускают в контейнер 4. Затем при помощи винта 5 осуществляют прижим оправки 1 пакета колец к боковой стенке контейнера. После чего производят заполнение внутренней полости колец абразивным наполнителем. Отодвигая оправку 1 при помощи винта 5 от стенки
(увеличивая размер Л) и раздвигая при помощи винта 3 стойки 2 оправки 1, добиваются расположения колец в плане под углом 45°. Затем сообщают контейнеру колебательные движения.
Уровень засыпки составляет Мя 150 мм от дна контейнера, т. е. в пределах D - 1,3 D (130-169 мм). Кольца в плане располагаются под углом 45°. Острые кромки притупляются в течение 15 мин при
параметрах вибрации контейнера: частота колебаний 41 Гц, амплитуда колебаний 1,5 мм.
После окончания обработки пакет колец на оправке 1 обжимают при помощи винта
5 3, оправка 1 с кольцами снимается со стоек 2 оправки 1 и из внутренней полости пакета колец удаляется абразивный наполнитель. Пакет колец снимается с оправки 1.
В таблице приведены результаты экспериментов, показывающие способность приведенного диапазона величины уровня засыпки рабочей среды.
При уровне засыпки меньше D, хотя переплетение и исключается, однако обработка некачественна, остаются необработанные кромки, при уровне выще 1,3 кольца могут «всплывать в объеме среды на величину выше 0,3 D, что приводит к их переплетению.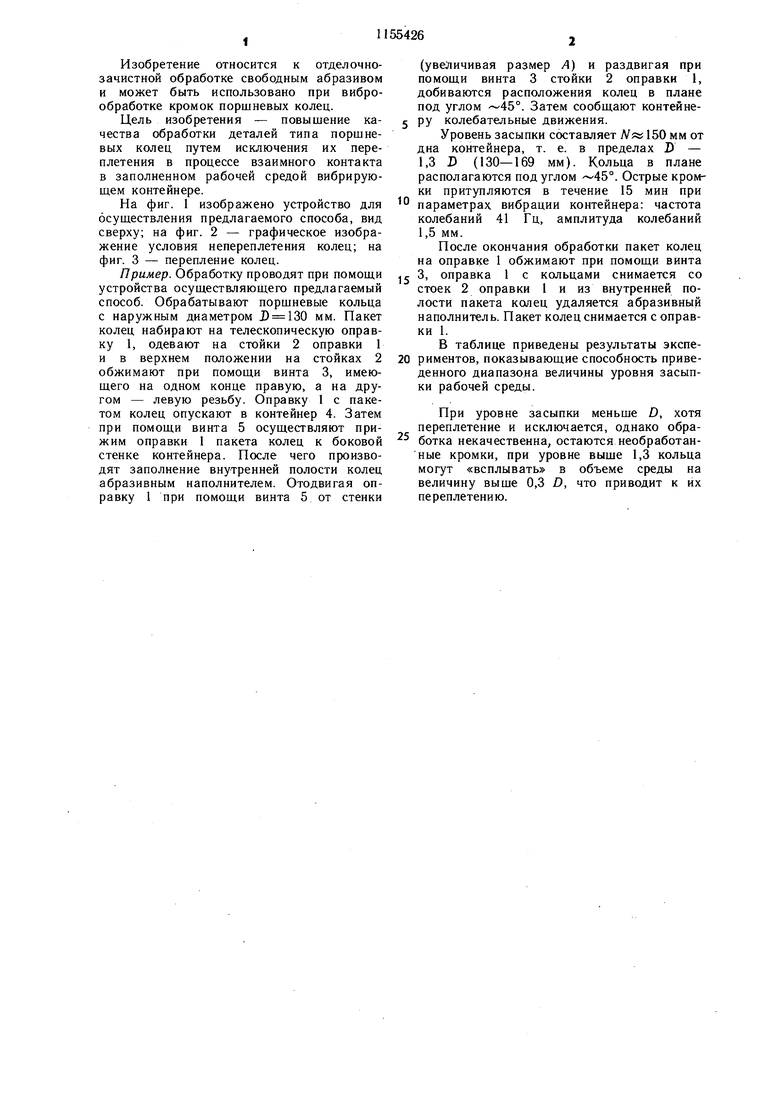
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вибрационной обработки деталей | 1986 |
|
SU1425057A1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| Способ притирки пакета поршневых колец | 1983 |
|
SU1199592A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2239895C2 |
| Роторный станок для доводки поршневых колец | 1985 |
|
SU1288036A1 |
| Устройство для шлифования колец | 1983 |
|
SU1093490A1 |
| Способ обработки изделий | 1988 |
|
SU1601205A1 |
| Способ наружного хонингования пакетов поршневых колец и устройство для его осуществления | 1989 |
|
SU1668108A1 |
СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ПЛОСКИХ КОЛЕЦ, при котором детали устанавливают свободно на жестко закрепляемой в объеме контейнера оправке, а контейнер заполняют гранулированной обрабатывающей средой и сообш.ают последней колебательные движения, отличающийся тем, что, с целью повышения качества обработки деталей типа поршневых колец путем исключения их переплетения, уровень загрузки рабочей среды определяют по формуле h 
| Бабичева А | |||
| П: Вибрациоиная обработка деталей | |||
| М., «Машиностроение, 1974, с | |||
| Говорящий кинематограф | 1920 |
|
SU111A1 |
