Изобретение относится к области технологии машиностроения и может быть использовано для настройки инструмента на заданный натяг при обработке на токарных станках с числовым программным управлением (ЧПУ) с использованием метода выглаживания с жестким закреплением инструмента.
Известен способ выглаживания, обеспечивающий жесткую кинематическую связь между инструментом и деталью (Смелянский В.М. Исследование процесса алмазного выглаживания с жестким закреплением инструмента. - Дис. канд. техн. наук. - Москва, 1969. – 229 с.). При данной схеме выглаживания основным технологическим параметром, вызывающим силовое воздействие инструмента на поверхность обрабатываемой детали, является глубина внедрения выглаживателя в поверхность детали, т.е. заданный натяг.
Показатели качества поверхностного слоя выглаженной детали (шероховатость и микротвердость) в значительной степени зависят от точности настройки величины заданного натяга. При способе настройки, предложенном Смелянским В.М., ошибка в настройке составляет 6-10%.
Известно устройство для настройки выглаживателей на универсальных токарных станках (Мосталыгин А.Г. Повышение качества наружных цилиндрических поверхностей выглаживанием минералокерамическим инструментом. - Дис. канд. техн. наук. - Курган, 1984. - 168 с., рис.2.14, стр. 86). Устройство состоит из электрической цепи, включающей электрическую лампочку (является индикатором), и понижающего трансформатора. Изолированный от станка инструмент включен в электрическую цепь напряжением 6 В, в которую помимо самого инструмента входят сигнальная электролампочка, понижающий трансформатор и обрабатываемая деталь. При касании инструмента с поверхностью детали загорается электролампочка, и это положение инструмента относительно детали принимается за “нулевой” натяг. Далее устанавливается величина заданного натяга, контролируемая индикатором часового типа.
В указанном устройстве ошибка в настройке инструмента составляет 4-5%. Также его невозможно применить на токарных станках с ЧПУ, т.к. они функционируют в автоматическом режиме работы.
Устройств, содержащих признаки, характеризующие назначение заявляемого устройства для настройки выглаживающего инструмента на станках с ЧПУ, обнаружено не было.
Для настройки выглаживающего инструмента на станках с ЧПУ устройство содержит устройство ЧПУ, содержащее контроллер, соединенный электрической цепью с датчиком обратной связи по положению привода подач и с тиристорным преобразователем, предназначенным для подачи управляющего сигнала на исполнительный электродвигатель привода подач. Для токонепроводящего инструментального материала устройство включает в себя электроконтактный датчик, соединенный с контроллером электроавтоматики в устройстве ЧПУ.
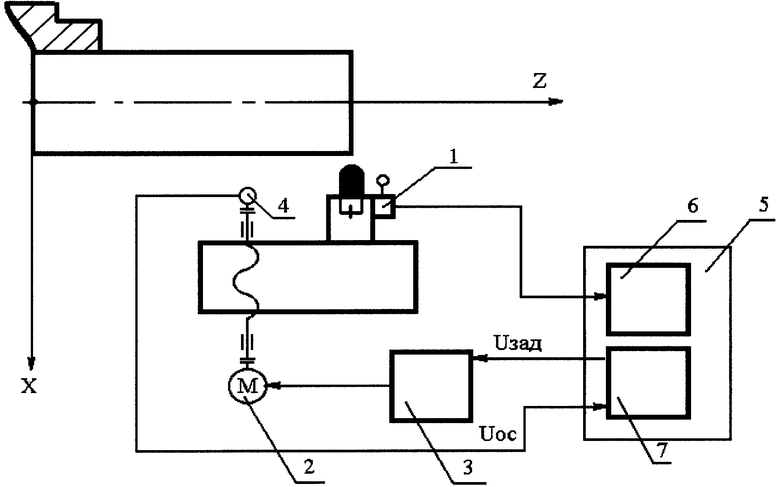
На чертеже показана конструкция заявляемого устройства.
Устройство состоит из электрической цепи, включающей в себя следующие элементы:
электроконтактный датчик 1 касания инструментом детали (для токонепроводящего инструментального материала), соединенный с контроллером электроавтоматики 6;
исполнительный электродвигатель привода подач 2;
тиристорный преобразователь 3, связанный с исполнительным электродвигателем привода подач 2 и контроллером электроприводов 7;
датчик обратной связи по положению привода подач 4 (вращающийся трансформатор, индуктосин, фотоэмиссионный датчик);
устройство ЧПУ 5 (УЧПУ);
контроллер электроавтоматики 6;
контроллер электроприводов 7 (соединенный с датчиком обратной связи по положению привода подач).
Устройство функционирует следующим образом:
В управляющей программе (УП) задается безударный подвод инструмента на скорости быстрого хода к обрабатываемой детали в точку, отстоящую от поверхности детали по координате Х на величину ΔХ=0,5...0,1 мм. Далее в УП задается перемещение по оси X, с минимальной подачей, на величину, гарантированно превышающую ΔХ, чем обеспечивается нулевой натяг. Контроллер приводов 7 формирует соответствующий задающий сигнал Uзад на тиристорный преобразователь 3 по координате X. Электродвигатель 2 начинает отрабатывать заданное перемещение. При этом происходит сравнение заданного перемещения и его фактического значения, получаемого по каналу обратной связи от датчика положения 4, чем обеспечивается величина заданного натяга. Одновременно проверяется состояние датчика касания 1 (для токонепроводящего инструментального материала). Для этого осуществляется опрос датчика или же организуется работа данной системы по прерыванию, чем достигается высокая точность системы.
Замыкание электрической цепи “деталь - инструмент”, электрически изолированной от резцедержателя (для токонепроводящего инструментального материала дискретный сигнал с датчика 1 поступает в контроллер автоматики 6), вызывает:
- прекращение выполнения процедуры интерполяции;
- формирование на привод Uзад=0, а следовательно, останов электродвигателя подачи;
- формирование признака "Конец отработки кадра (КОК)".
Далее в управляющей программе стандартными средствами языка ISO-7bit программируется дополнительное перемещение по координате Х для обеспечения заданной величины натяга.
Заявляемое устройство для настройки инструмента в процессе выглаживания позволяет с высокой точностью устанавливать величину заданного натяга (ошибка в настройке инструмента составляет 1-2%).
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
| Способ наноструктурирующего упрочнения поверхностного слоя прецизионных деталей выглаживанием и система для его осуществления | 2016 |
|
RU2635987C2 |
| Способ комбинированной обработки деталей | 1987 |
|
SU1454667A1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393039C1 |
| Токарный обрабатывающий центр | 1990 |
|
SU1799312A3 |
| КОМБИНИРОВАННЫЙ СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ И ИГЛОФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393040C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ КОРРЕКЦИИ РАЗМЕРНОЙ НАСТРОЙКИ ТОКАРНЫХ МНОГОИНСТРУМЕНТАЛЬНЫХ СТАНКОВ С ЧПУ | 1991 |
|
RU2016741C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ РЕЖУЩЕГО ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА СТАНКЕ | 2010 |
|
RU2432233C2 |
| Фрезерный станок | 1984 |
|
SU1225707A1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ ПРЕРЫВИСТЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2433900C1 |
Изобретение относится к области технологии машиностроения, настройка инструмента на заданный натяг при его жестком закреплении. Устройство состоит из устройства ЧПУ, содержащего контроллер, соединенный электрической цепью с датчиком обратной связи по положению привода подач и с тиристорным преобразователем, предназначенным для подачи управляющего сигнала на исполнительный электродвигатель привода подач. Устройство для токонепроводящего инструментального материала может включать в устройстве ЧПУ контроллер элктроавтоматики, соединенный с электроконтактным датчиком. Достигаемый технический результат: повышение качества поверхностного слоя за счет высокой точности установки инструмента (ошибка 1-2%). 1 з.п. ф-лы, 1 ил.
| Ближайший аналог не обнаружен | |||
| Адаптивное устройство для алмазного выглаживания | 1980 |
|
SU979093A1 |
| Способ позиционирования металлорежущего инструмента | 1981 |
|
SU1024225A1 |
| Устройство для обработки зубчатых колес | 1990 |
|
SU1812012A1 |
| GB 1131109 A, 22.01.1968 | |||
| ОДИНЦОВ Л.Г | |||
| Упрочнение и отделка деталей поверхностным пластическим деформированием | |||
| Справочник | |||
| - М.: Машиностроение, 1987, с.153. | |||

