Изобретение относится к обработке металлов давлением и может быть использовано при производстве ленты из высокоуглеродистой стали.
Цель изобретения - увеличение точности ленты по толщине.
На чертеже в координатах температура-время представлено графическое изображение предлагаемого способа.
Пример. Готовят ленту толщйной 0,3 мм и шириной 250 IIM из горячекатаной заготовки толщиной 2,2 мм сталей У8А и 65 Г. Рулоны отжигают в колпачковых печах с весом садки 3,3 т по режиму, приведенному на графике.
Нагрев до температуры рекристаллизацииа ртенита ( 7 90-880 С) необходи в свя$и с тем, что заготовка после горячей прокатки почти всегда имеет следы перегрева, а при охлаждении от температуры прокатки и при деформации возникает наклеп аустенита, приводящий к стойкому упрочненному состоянию и крупному аустенитиому
зерну в изломе стали. В результате деформируемость стали понижается несмотря на сравнительно низкую прочность и твердость. Теьшература 790®С соответствует началу .рекристаллизации аус енита в высокоуглеродистых сталях. Выше 880 С в этих сталях наблюдается рост аустенитного зерна. Охлаждение и выдержка при температуре на 10-20® выше точки Ai проводится для выравнивания температуры и формирования при последующем медлен ном охлаждении перлитной структуры с цементными пластинами небольших размеров и возможно меньшей толщины. Скорость охлаждения 15-20;/ч до 500°С обеспечивает низкие термические нйп- ряжения в структзфе заготовки.
После проведенной подготовки структуры получены механические свойства, приведенные в таблице, где для сравнения приведены свойства стали после отжига по режиму прототипа, измеренные на образцах, вырезанных от переднего и заднего концов рулона. ,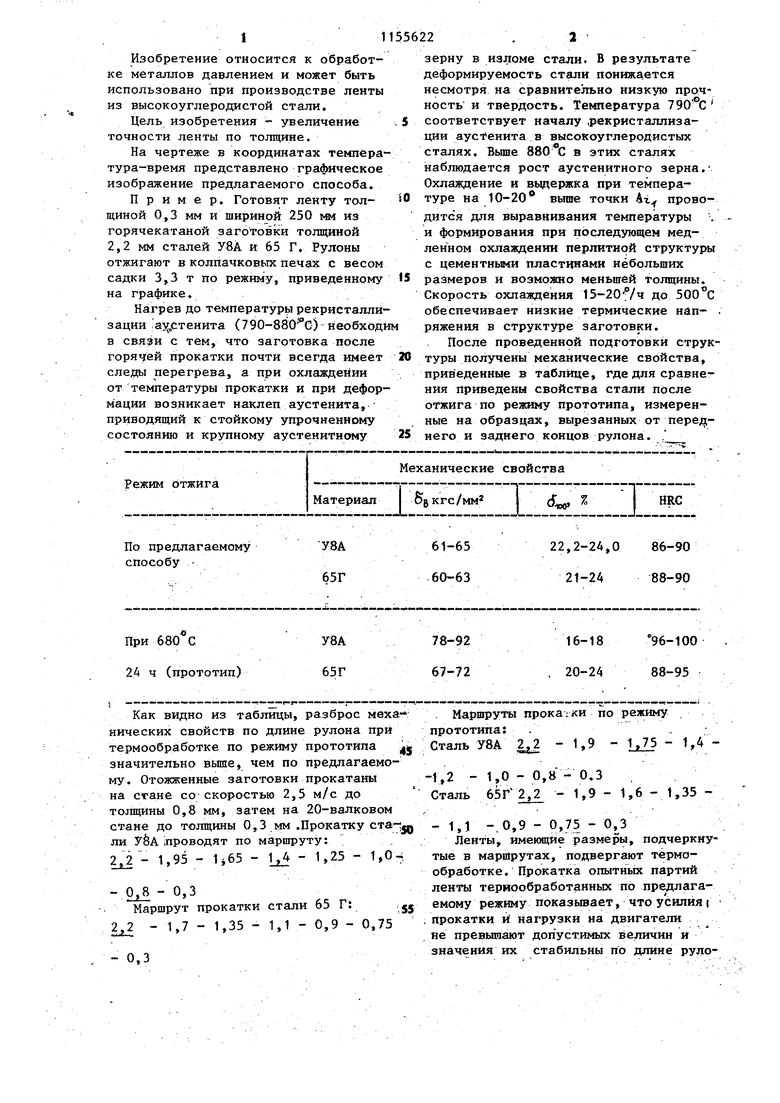
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки заготовок из стали перлитного класса | 1980 |
|
SU926039A1 |
| Способ производства холоднодеформированных заготовок из углеродистых и низколегированных сталей | 1986 |
|
SU1399358A1 |
| Способ получения лент и листов из нержавеющей мартенситно-стареющей стали переходного класса | 1980 |
|
SU1015938A1 |
| Способ обработки заготовок | 1980 |
|
SU1178776A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
| Способ изготовления нагартованной ленты для пильных цепей | 1988 |
|
SU1532597A1 |
| Способ изготовления нагартованной ленты из нержавеющих сталей аустенитного класса | 1979 |
|
SU929718A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА С ПОВЫШЕННОЙ ДЕФОРМАЦИОННОЙ СПОСОБНОСТЬЮ, ТОЛСТОЛИСТОВОЙ ПРОКАТ | 2017 |
|
RU2654121C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2516358C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ, вклюц(ан)щий отжиг подката в рулсжах с жончательньм охлаждением на воздухе i холодную деформацию, о т л и ч аJO щ и и с я тем, что, с целью увеличения точности ленты по толщине, отжиг подката в рулонах .производят при нагреве до 790-880 с, выдержке до вьфавнивания температуры по массе , подстуживании до Аг,+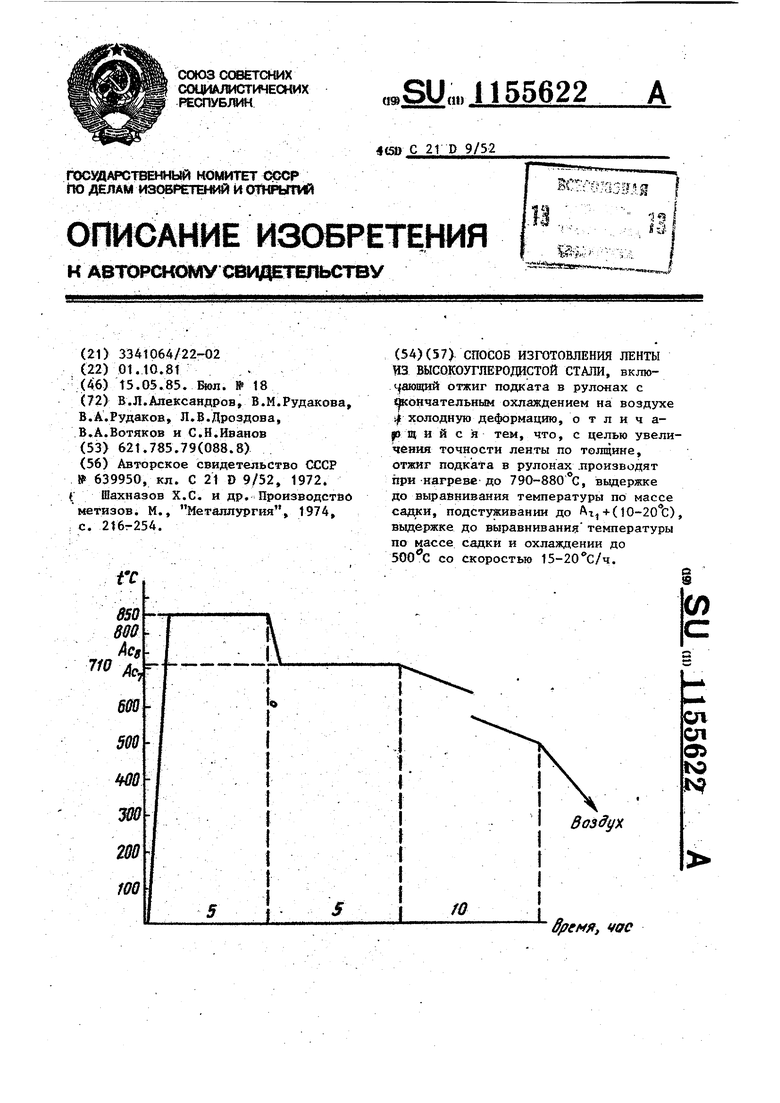
У8А
По предлагаемому способу
65Г
При 680 С
У8А
24 ч (прототип)
65F Как видно из таблицы, разброс механических свойств по длине рулона при термообработке по режиму прототипа j зна чительно вьме, чем по предлагаемому. Отожженные заготовки прокатаны на стане со скоростью 2,5 м/с до толщины 0,8 мм, затем на 20-валковом стане до толщины 0,3 мм .Прокатку ста-ijQ ли Уел лроводят по маршруту: , 2,2 - 1,95 - П65 - - 1,25 - 1,0, -0,8 - 0,3 Маршрут прокатки стали 65 F: 2.2 - 1,7 - 1,35 - 1,1 - 0,9 - 0,75
61-65
22,2-24,0 86-90 60-63 21-24 88-90
96-100
16-18 88-95 , 20-24 Маршруты прокачки по режиму прототипа: . Сталь У8А 2 - 1,9 - 1,75 - 1,4 - 1,0 - 0,8- 0.3 Сталь 65Г2,2 - 1,9 - 1,6 - 1,35 - 1,Г -.0,9 - 0,75 - 0,3 Ленты, имеющие размеры, подчеркнутые в маршрутах, подвергают термообработке. Прокатка опытных партий ленты териообработанных по предлагаемому режиму показьшает, что усилия) прокатки и нагрузки на двигатели не превышают допустимых величин и значения их стабильны по длине руло3 11556224
на. Продольная разнотолщинность дляи 65Г позволило увеличить производитолщины 0,3 мм составляет 0,03-тельность колпаковых печей, прокат0,04мм, тогда как для режима прототипйкого стана, ликвидировать промежулучший результат по разнотолщинноститочную операцию термообработки для
О, мм.5 кзяздой стали. Достигнуто улучшение
Применение предлагаемого способакачества ленты по продольной разноизготовления ленты из сталей У8Атол1динности.
| Способ изготовления холоднокатаной ленты из инструментальных сталей | 1972 |
|
SU639950A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| t Шахназов Х.С | |||
| и др | |||
| Производстйо метизов | |||
| М., Металлургия, 1974, ; с | |||
| Электрический паяльник | 1924 |
|
SU2167A1 |
| Аппарат с подвижным профилем железнодорожного пути | 1922 |
|
SU800A1 |
