Изобретение относится к автоматизации прокатного производства, в частности к системам, обеспечивающем информационное сопровождение проката по технологической линии прокатного стана.
Цель изобретения - повышение надежности функционирования системы.
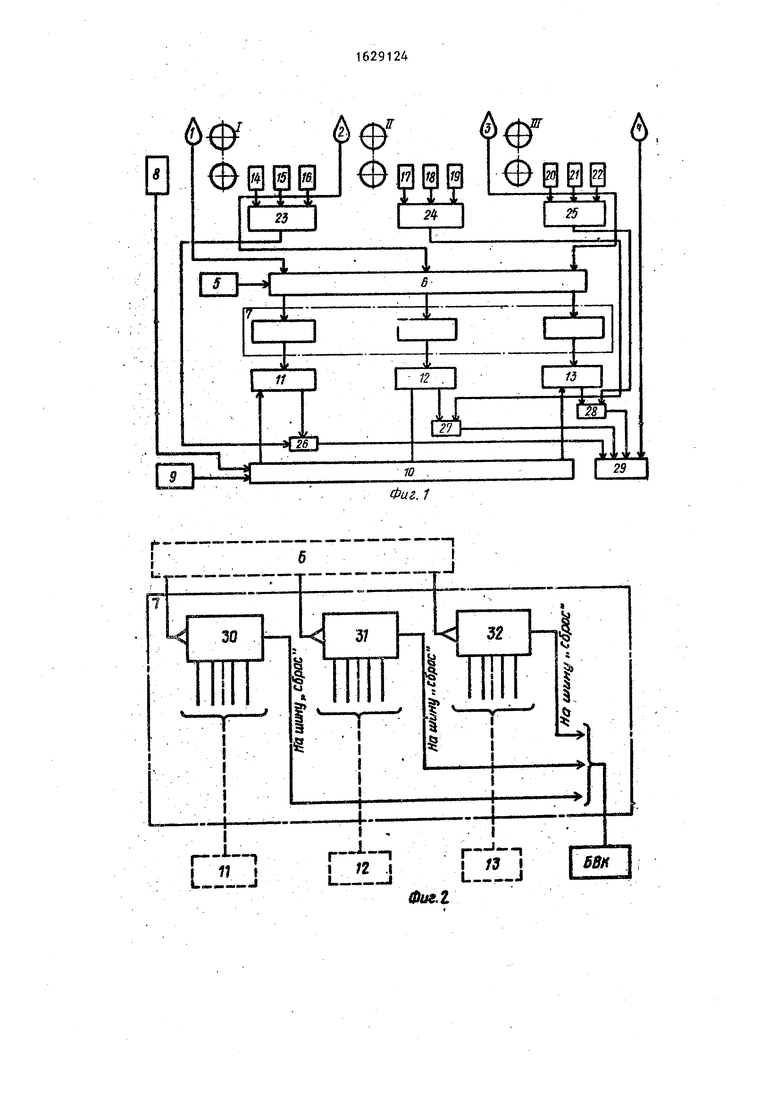
На фиг. 1 приведена блок-схема системы слежения за перемещением проката по технологической линии стана; на йиг. 2 - блок-схема блока определения фактических таймограмм; на фиг. 3 - блок-схема блока определения расчетных таймограмм; на фиг. 4 - схема блока сравнения; на фиг„ 5 - схема блока определения последовательности включения механизмов ; на йиг. 6 - схема блока выдачи команд.
Система содержит четыре датчика 1-4 наличия проката в контролируемых зонах по технологической линии стана, датчик 5 импульсов времени, коммутатор 6, блок 7 определения фактических таймограмм датчиков наличия, датчик 8 скорости прок-атки, задатчик 9 коэффициента вытяжки, блок 10 определения расчетных таймограмм, три блока 11-13 сравнения Фактических и расчетных таймограмм, девять датчиков 14-22 состояния механизмов, установленные в зонах, контролируемых датчиками 1-4 наличия проката, три блока 23-25 определения последовательности включения механизмов, три схемы ИЛИ 26-28 и блок 29 выдаоэ ю
со
ьэ
Јь
чи команд в схему информационного сопровождения (СИС. Датчики 1-3 наличия проката подключены на управляющие входы коммутатора 6, на информационный вход которого подключен датчик 5 импульсов времени. Выходы коммутатора 6 подключены на входы блока 7 определения фактических тай- мограмм, выходы которого подключены на первые входы блоков 11-13 сравнения.
Датчик 8 скорости прокатки и за- датчик 9 коэффициента вытяжки подключены на входы блока 10 определения расчетных таймограмм, выходы ко- ,торого подключены на вторые входы блоков 11-13 сравнения фактических и расчетных таймограмм. Датчики 14-16, 17-19,20-22 состояния механизмов подключены соответственно на входы блоков 23-25 определения последовательности включения механизмов в контролируемых зонах. Выходы блоков 23-25 подключены на вторые входы схем ИЛИ 26-28 для каждой из контролируемых зон. На первые входы схем ИЛИ 26-28 подключены выходы соответствующих блоков 11-13 сравнения Фактических и расчетных таймограмм. Выходы схем ИЛИ 26-28 подключены на вход блока 29 выдачи команд, на вход которого подключены также выход датчика 4 наличия проката в конце технологической линии.
Система работает следующим образом.
При.прохождении единицы проката под датчиком 1 наличия проката коммутатор 6 коммутирует сигнал от датчика 5 импульсов времени прохождения единицы проката в контролируемой зоне. Сигнал от коммутатора 6 поступает на вход блока 7 определения фактических таймограмм, в котором после выхода единицы проката из зоны слежения датчика 1 наличия проката определяется таймограмма прохождения единицы проката.
Блок 7 определения Фактических таймограмм представляет собой (фиг.2 набор счетчиков 30-32, на входы которых поступают импульсы датчика 5 импульсов времени, коммутируемых коммутатором 6 по мере прохождения передним концом раската сечений, контролируемых датчиками 1-4ч наличия проката на технологической линии.
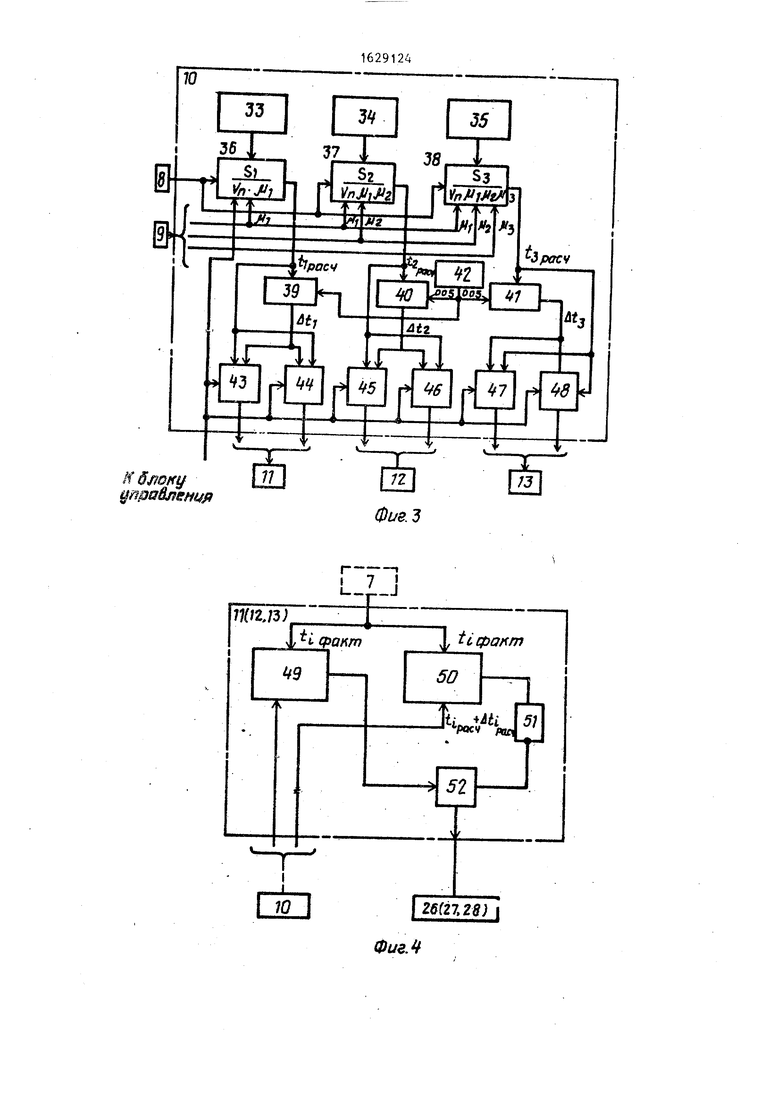
Работа блока 10 определения расчетных таймограмм, содержащего схемы
0
5
0
5
0
5
0
5
33-48, заключается в определении расчетного времени tpqc( перемеще- ния прокатом фиксированных межклетевых промежутков S , которые являются константами для данного стана (фиг. 3) по сигналу скорости проката, поступающего с датчика 8, по заданным для данного типа размера коэффициентам вытяжки jU;, поступающим с задат- чика 9 коэффициента вытяжки на i-тьгх участках технологической линии.
В блоке рассчитывается нижняя и верхняя границы t j, которые определяются как плюс, минус 5% расчетного значения tpaCq времени. Значения границы (tpacn +5% t-aci4 ) взято для примера и определяется суммарной погрешностью метода расчета и входных параметров, используемых при расчете времени t.QUL(. В блоках 11 (12 и 13) сравнения производится сравнение фактической и расчетной таймограмм (Фиг . 4) .
Как видно из блок-схемы блока 11 (12 и 13), который представляет собой набор двух схем 49 и 50 сравнения, инвертора 51 и логической схемы И 52, логическая 1 на выходе блока 11 (12 и 13) сравнения появляется, если значение Фактической таймограммы t pq«r при прохождении 1-ого межклетевого промежутка будет находиться в пределах границ допуска t;pac4 ±0,05 t; .
Если по каким-либо причинам один из датчиков 1-4 наличия проката не отреагирует на появление раската в его зоне (наличия пара, окалины, сбой индикаторного канала), то при ручном или автоматическом включениях механизмов, осуществляющих последовательные технологические операции на линии стана, срабатывают датчики 14-16, 17-19, 20-22 состояния механизмов, которые представляют собой датчики конечного положения механизма, фиксирующего захват металла вталкивателем, трайбаппаратом и т.п., для задачи его в клеть или манипулятором для осуществления кантовки.
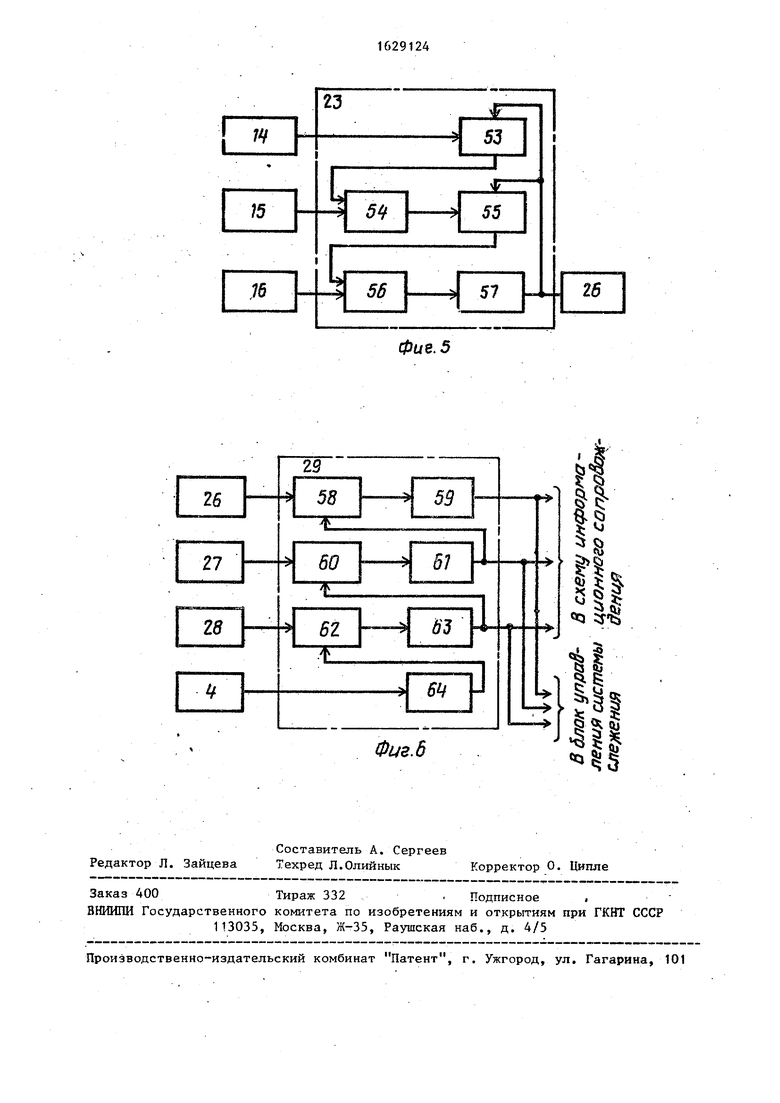
Последовательности включения .каждой группы 14-16, 17-19, 20-22 датчиков контролируется соответственно в блоках 23-25 (Фиг. 5) определения последовательности включения механизмов.
Таким образом факт прохождения металла по контролируемому участку
51
определяется по двум каналам: по срабатыванию датчиков наличия проката с учетом соответствия фактических таймограмм расчетным и по последовательности включения механизмов контролируемых группами датчиков. 44-16, 17-19, 20-22 и соответствующими блоками 23-25 определения последовательности включения механизмов.
Поступление логической 1 по любому из каналов на входы схем ИЛИ 26-28 соответствует прохождению прокатом контролируемого участка. Блок 23 состоит из триггеров 53 и 55, схем 54 и 56 и одновибратора 57. Блок 29 состоит из триггеров 58, 60 и 62 к одновибраторов 59, f1, 63 и 6
После прохождения прокатом 1-го контролируемого участка схемы на соответствующем i-ом выходе блока 29 формируется сигнал сравнения, по которому в системе информационного сопровождения перямещаются индкликато- ры раскатов в моделях стана, например s после прохождения раскатом участка, контролируемого датчиками 1 и 2 наличия проката и датчиками 14-16, состояния механизмов, на сигуацмон-юм плане дисплея системы информационного сопровождения.
С участка л°;кду 1-TI кг етъю на участок между II и III клетью перемещается изображение р.-с ката с его идентификатором и соответствующими отображаемыми параметрами, а также сообщение о неисправности датчика наличия проката, если установлен факт наличия единицы проката в зоне только по датчикам состояния (не показан) .
Блок управления, который синхронизирует работу системы, сбрасывает счетчики блока 7 в исходное положение пссле каждого цикла прохождения проката на i-ом участке. Сигнал в блоке управления Формируется по командам блока 29, с которым блок управления имеет обратную связь. Блок управления имеет связь со всеми блоками устанавливает их по шкне сброса в исходное состояние.
Таким образом, предлагаемая система слежения за перемещением проката
191246
по технологической линии стана с учетом возможности отказа датчиков наличия в контролируемых зонах обеспечивает повышение надежности Функционирования системы.
Формула изобретения
5
0
5
0
5
0
5
0
Система слежения за перемещением проката по технологической линии стана, содержащая четыре датчика наличия проката, датчик импульсов времени, коммутатор, блок определения Фактических таймограмм, датчик скорости прокатки, задатчик коэффициентов вытяжки, блок определения расчетных таймограмм, три блока сравнения и блок выдачи команд, первые три датчика наличия проката подсоединены к управляющим входам коммутатора, информационный вход которого соединен с выходом датчика импульсов времени, выходы коммутатора подсоединены к входам блока определения фактических таймограмм, выходы которого подсоединены к первым вхо/ м блоков сравнения, выходы датчика скорости прокатки и задатчика коэАгаициенга РЫТЯЖКИ подсоединены к входам блока определения расчетных таимогрзмм, выходы которого подсоединены к вторым входам блоков сравнения, отличающаяся тем, что, с цегью повьшзенкл надежности, она снабжена девятью датчиками состояния механизмов, установленными в зонах, контролируемых датчиками наличия проката, тремя блоками определения последовательности включения механизмов и тремя схемами ИЛИ, причем входы датчиков состояния механизмов подсоединены к входам соответствующих блоков определения последовательности включения механизмов, выходы которых подсоединены к первым входам соответствующих схем ИЛИ, к вторым входам которых подсоединены выходы соответствующих блоков сравнения, выходы схем ИЛИ подсоединены к входам блока выдачи команд, четвертый вход которого подсоединен к выходу четвертого датчика наличия проката, установленного в конце технологической линии.
70
J LJL
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1985 |
|
SU1307240A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1984 |
|
SU1244497A1 |
| Система управления сбрасывателем холодильника | 1989 |
|
SU1622048A1 |
| Устройство для автоматического определения теоретического веса сортового проката | 1984 |
|
SU1154543A1 |
| Устройство для автоматического сбора информации о технологических параметрах проката | 1982 |
|
SU1057134A1 |
| Устройство для определения веса проката | 1980 |
|
SU945869A1 |
| Система управления раскроем раскатов металла на режущем механизме непрерывно-заготовочного стана | 1979 |
|
SU836869A1 |
| Устройство контроля весового допус-KA СОРТОВОгО пРОКАТА | 1978 |
|
SU798495A1 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
Изобретение относится к автоматизации прокатного производства, в частности к системам, обеспечивающим информационное сопровождение проката по технологической линии прокатного стана. Цель изобретения - повышение надежности Функционирования системы, что достигается за счет введения датчиков состояния механизмов в зонах, контролируемых датчиками наличии проката, блоков определения последовательности включения механизмов в контролируемых зонах и схем ИЛИ по количеству контролируемых зон. 6 ил. о Ј (Л
L
я i
LJLJ
I /3 i
ij
Фиг. 2
-эCM
ON CS
43
Фие.5
| Способ управления темпом выдачи заготовок из печей | 1975 |
|
SU599869A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 502569, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО для СОПРОВОЖДЕНИЯ УЧАСТКА ПОЛОСЫ | 0 |
|
SU326005A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
