Изобретение относится к осиастве для листовой штамповки, в частности, к способам сборки штампов для вырубки деталей из листового материала, и может использоваться для сборки штампов с установлением равномерного зазора между пуансоном и матрицей, используемых для вырубки, листов электродвигателей, преимушественно крупногабаритных.
Целью изобретения является повышение качества изделий и повышение стойкости рабочих инструментов для вырубки крупногабаритных деталей типа листов электродвигателей с диаметром преимущественно более 1000 мм путем получения равномерного зазора между пуансоном и матрицей с рабочими контурами в виде чередующихся выступов и впадин.
На фиг. I показана матрица штампа после установки на ней технологических пластин; на фиг. 2 - часть матрицы и пуансона, сориентированных при помощи технологической пластины; на фиг. 3 - разрез А-А на фиг. 2; иа фиг. 4 - штамп, общий вид.
Сборку штампа осуществляют следующим образом.
Известными методами изготавливают рабочие инструменты штампа в виде матрицы 1 и пуансона 2 с рабочим контуром в виде чередующихся выступов и впадин. Матрицу 1 закрепляют в матрицедержателе 3, а пуансон 2 - в пуансонодержателе 4, и прикрепляют соответственно к подкладным плитам 5 и 6. Собранный пакет, включающий матрицу 1, закрепляют на нижней плите 7 штампа. На выступах а и б матрицы 1, размещают технологическую проставку, выполненную в виде двух или более пластин 8, имеющих постоянное поперечное сечение, контур, эквидистантный контуру выступа матрицы 1, и размеры поперечного сечения, превышающие соответствующие размеры выступа на величину зазора между пуансоном 2 и матрицей 1. Устанавливают пластины 8 на выступах а и б, расположенных один относительио другого под углом не
менее прямого, и закрепляют при помощи штифтов 9. После этого пуансон 2 вводят в рабочее окно матрицы I и сопрягают с матрицей таким образом, чтобы пластины 8, установленные на выступах а и б матрицы, вошли в соответствующие пазы,
образованные частями пуансона 2. В таком положении пакет, содержащий пуансон 2, закрепляют на верхней плите 10 щтампа. После этого технологические пластины 8 удаляют, и на штамп устанавливают съем- ник 11.
Пример осуществления способа. При сборке щтампа для вырубки листа статора с наружным диаметром 1200 мм на матрице штампа устанавливают четыре технологические пластины: две на выступах а к б,
0 имеющих стреловидную форму, и две технологические пластины 12 на выступах в к г, имеющих цилиндрическую форму. Для закрепления технологических пластин используют винты и штифты, соединяющие матрицу 1 с подкладной плитой 5.
Вследствие того, что технологические пластины контактируют с рабочими поверхностями пуансона, между пуансоном и матрицей получают необходимый постоянный зазор.
Q При сборке щтампов со сложными контурами рабочих инструментов количество технологических пластин увеличивают.
Для осуществления контроля точности изготовления пуансона и точности его установки следует установить технологические пластины на всех выступах матрицы. Использоваиие предлагаемого способа сборки обеспечивает повышение качества изделий типа крупногабаритных листов электродвигателей и повышеиие стойкости рабочих инструментов для вырубки этих изделий.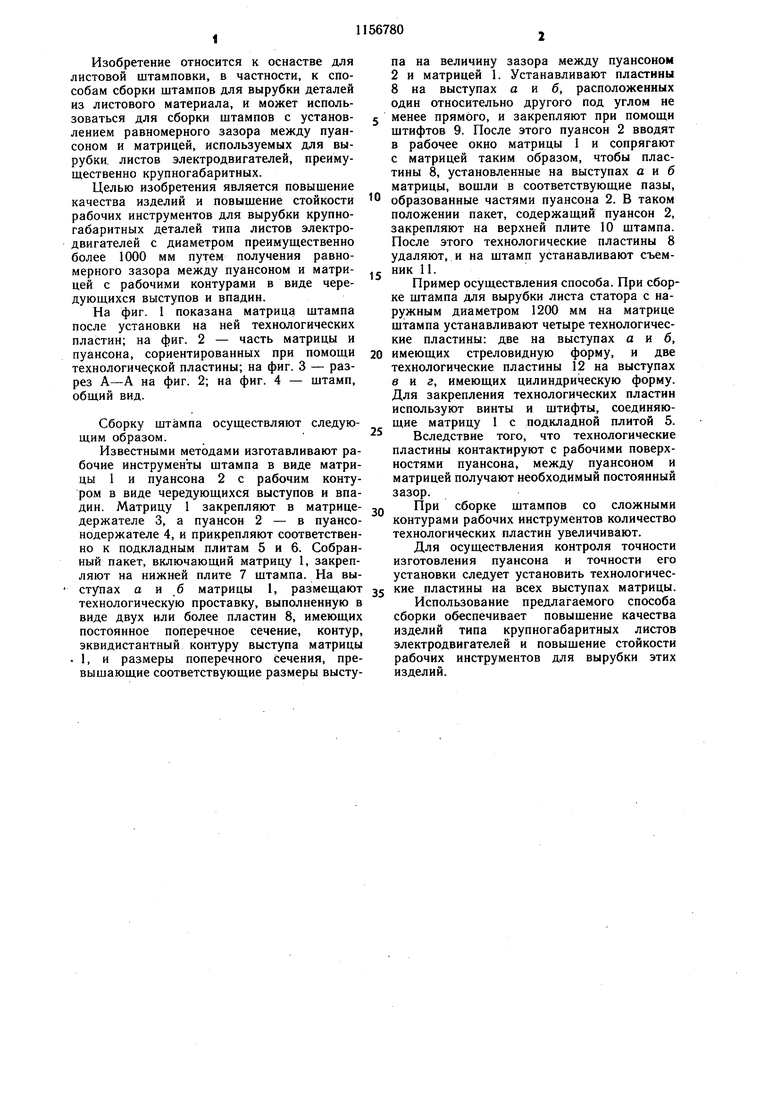
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия для получения пластин якоря электромашины и способ его сборки | 1980 |
|
SU946730A1 |
| Штамп для чистовой вырубки деталей из листового материала | 1977 |
|
SU725749A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Способ получения круглых листов из широкорулонного материала | 1977 |
|
SU685391A1 |
| Способ изготовления пакетов магнитопроводов из пластин и штамп для его осуществления | 1989 |
|
SU1671390A1 |
| Съемник вырубного штампа | 1977 |
|
SU749502A1 |
| Узел крепления пуансонов с радиальным расположением во многопуансонном штампе | 1976 |
|
SU621426A1 |

1. СПОСОБ СБОРКИ ШТАМПОВ путем установки рабочих инструментов в виде пуансона и матрицы в разных частях штампа с возможностью относительного перемещения в плоскости, перпендикулярной оси давления штампа, размещения на рабочем торце одного из рабочих инструментов технологической проставки с контуром, эквидистантным контуру соответствующего участка рабочего инструмента, несущего проставку, ввода пуансона в рабочее окно матрицы и установки между ними равномерного зазора, жесткой фиксации положения инструментов и удаления технологической проставки, отличающийся тем, что, с целью повышения качества изделий и стойкости рабочих инструментов для вырубки крупногабаритных деталей типа листов электродвигателей диаметром преимущественно более 1000 мм путем получения равномерного зазора между пуансоном и матрицей, с рабочими контурами в виде чередующихся выступов и впадин,технологическую проставку выполняют сборной, состоящей по меньшей мере из двух пластин, каждая из которых имеет постоянное поперечное сечение, при этом размеры поперечного сечения превышают соответствующие размеры выступа матрицы на величину зазора между пуансоном и матрицей, и устанавливают каждую пластину на одном из выступов матрицы./Л 2. Способ по п. 1, отличающийся тем, что пластины устанавливают на выступах, расположенных один относительно другого под углом не менее прямого. сл О) 00
| СПОСОБ НАЛАДКИ ШТАМПОВ | 0 |
|
SU311688A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
