Изобретение относится к способам сборки штампов с центрированием пуансонов и матриц.
Известные способы наладки штампов заключаются в том, что в подвижной части штампа жестко закрепляют пуансон, а матрицу устанавливают в вертикально неподвижной части с возможностью перемеш,ения в горизонтальной плоскости, затем подвижную часть опускают до сближения пуансона с матрицей, с помощью фольги определяют зазор между ними и в случае установления неравномерного зазора ослабляют крепление нижней плиты или матрицы и перемеш,ают ее до получения номерного зазора. Такие способы требуют большой затраты труда и высокой квалификации наладчика.
Предлагаемый способ упрош,ает процесс наладки штампов, его применение наиболее целесообразно при наладке штампов для пробивки круглых отверстий, а также штампов для вытяжки и выдавливания. Этот способ отличается от известных тем, что на рабочем торце пуансона жестко закрепляют коническую насадку, обраш;ая ее суженный конец в сторону матрицы, при сближении пуансона с матрицей последнюю перемещают и центрируют путем погружения в ее рабочее отверстие конца конической насадки, которую после наладки штампа снимают с пуансона.
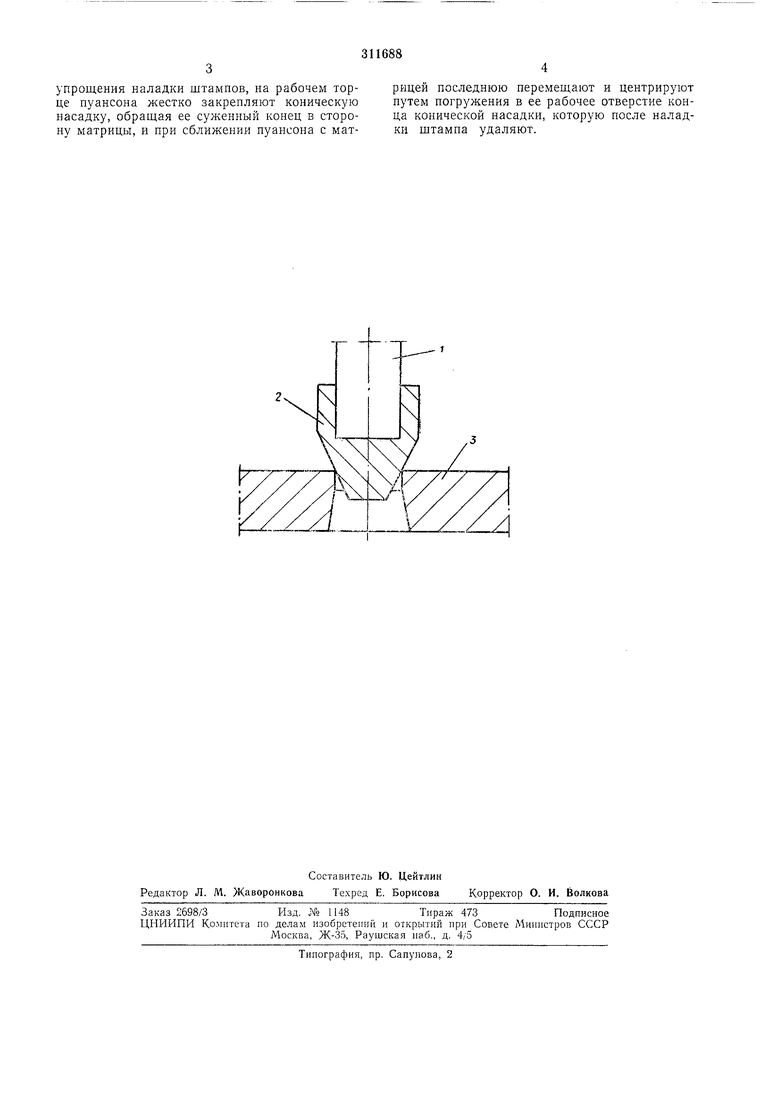
Описываемый способ поясняется чертежом.
На рабочем торце пуансона / жестко закрепляют коническую насадку 2, входящую в рабочее отверстие матрицы 3 и центрирующую ее относительно пуансона при опускании подвижной части штамна.
Один конец насадки выполнен в виде усеченного конуса, а другой - с осевым отверстием, с помощью которого ее, предварительно обработанную, сажают, сопрягая по плотной посадке, на рабочий торец пуансона. Насадку рекомендуется выполнять с малым углом при вершине.
При наладке штампов с матрицами, состоящими из твердосплавных вставок, последние с помощью конических насадок ориентируют относительно пуапсона и заливают затвердевающим сплавом.
Предмет изобретения
Способ наладки штампов, при котором пуансон жестко закрепляют в подвижной части штамиа и затем сближают его с матрицей, которую располагают в неподвижной части штампа с возможностью неремещения в горизонтальной плоскости и закрепляют после установления равномерного зазора между ней и пуансоном, отличающийся тем, что, с целью
упрощения наладки штампов, на рабочем торце пуансона жестко закрепляют коническую насадку, обращая ее суженный конец в сторону матрицы, и нри сближении нуансона с матрицей последнюю перемещают и центрируют путем погружения в ее рабочее отверстие конца конической насадки, которую после наладки щтампа удаляют.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки матрицы по пуансону | 1979 |
|
SU774714A1 |
| Штамп для выдавливания на двухкоординатном прессе | 2021 |
|
RU2776751C1 |
| ПЛОДОРЕЗКА СО СМЕННЫМ БЛОКОМ-РЕЗАКОМ "ВИКОСТ" | 2000 |
|
RU2195848C2 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU774713A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |