Изобретение относится к литейному производству, а именно к холоднотвердеющим смесям для изготовления литейных стержней и форм.
Недостатком смесей с фосфатными связукицими является хрупкость, которая существенно влияет яа качество стержней сложной конфигурации, так как при извлечении из стержневого ящика происходит образование отколов и других дефектов, связанных с недостаточной пластичностью, свойственной смесям на смоляных связующих материалах рЗИзвестна самотвердеющая смесь для изготовления литейных стержней и фор содержаща:я материал на основе окислов металла с валентностью 2 (например, на основе окиси магния), концентрированную ортофосфорную кислоту, сульфитно-дрожжевую бражку, глцерин и огнеупор1в й наполнитель С2.
Данный состав позволяет получать смеси с живучестью 8-12 мин, низкой осыпаемостью, прочностью на завертающей стадии отверждения 5-12 кгс/с на растяжение. Однако недостаточная прочность стержней на начальной стадии отверждения и повышенная хрупкость не исключают возможности образования трещин в стержнях и формах и ухудшения их зксплуатационных свойств.
Известна также смесь для изготовления литейных форм и стержней, содержащая связующее (50% ортофосфорной кислоты и 50% металлургической пыли-отхода производства при выплавке стали в злектродуговых печах) и кварцевый песок.
Данная смесь обладает живучестью 7-15 мин, газопроницаемостью 100500 ед. и прочностью на сжатие через 24 ч 18-35 кгс/см З)
Однако недостаточная прочность смеси в начальной стадии отверждения, высокая осьтаемость и хрупкость не позволяют получить высококачественные стержни.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является самотвердекнцая смесь для изготовления литейных форм и стержней, содержащая, мас.%: трифолин (содержащий 62-75%, FeO 25-38%) 4,5-12,0, ортофосфорную кислоту 3,5-10,О,огнеупорны наполнитель на основе кремнезема
остальное. Для известной смеси характерна необходимая живучесть, прочнос на сжатие и на изгиб 4.
Однако известная смесь обладает малой деформацией при изгибе на начальных этапах отверждения, что может привести к образованию трещин при извлечении сложных стержней из стержневого ящика.
Целью изобретения является повышение качества форм и стержней путем увеличения их пластичности.
Поставленная цель достигается тем что холоднотвердеющая смесь для изготовления литейных форм и стержней, включающая огнеупорный наполнитель на основе кремнезема, материал на основе оксидов железа и фосфорно-кислое соединение, в качестве материала на основе оксидов железа содержит пылевидный отход электросталеплавильного производства с содержанием оксидов щелочно-земельт 1Х металлов, А в качестве фосфорно-кислого соединения - магнийалюмофосфатное соединение в виде водного раствора фосфатов магния и алюминия с концентрацией по сухому веществу 49,5-56,3 мас при следующем соотношении ингредиентов, мас.%:
Указанный отход злектросталеПлавильного производства1,65-6,50 Указанное магнийалюмофосфатноесоединение 2,0-8,0
Огнеупорный
наполнитель
на основе
кремнеземаОстальное
Отход злектросталеплавильного производства имеет следующий химический состав, мас.%:
Оксид
магния10-15
Оксид
кальция4-6
Оксид
алюминия11-13
Диоксид
кремния8-10
Углерод 0,5-2,0
Оксид
железами 6-15
Оксид
железа 111 Остальное Магнийалюмофосфатное соединение представляет собой водный раствор фосфатов алюминия и магния и имеет следующий химический состав, мас.%: Фосфорный ангидрид 40,0-45,0 магния5,5-6,0 алюминия. 4,0-5,5 ВодаОстальное Отход электросталеплавильного производства образуется при вьтлавк стали в электродуговых печах, улавл вается воздушными фильтрами в виде пыли и выбрасывается в отвал (примерно 2,5-3,0 тыс. т при выплавке 100 тыс. т стали в год), представляет собой мелкодисперсную пыль (удельная поверхность 2500-3500 20 по прибору ПСХ-4) с влажностью 2-5%.
Основным отличием отхода электросталеплавильного производства является то, что он содержит 14-23% оксидов щелочноземельных металлов (10-15% оксида магния и 4-6% оксида кальция).
Наличие оксидов кальция и магния приводит .к увеличению скорости отвержденйя, что позволяет добиться высоких прочностных показателей.в начальной стадии отверждения и сокр тить время вьщержки стержней и форм в оснастке. Отличительной особенностью взаимодействия магнийалюмофосфатного соединения с окислами металлов, входящих в состав отхода электросталеплавильного производства, по сравнению с ортофосфорной кислотой является то, что кислота взаимодействует интенсивнее магнийалюмофосфатного связующего и чрезмерная скорость реакции мешает нормальному структурообразованию. В результате указанного взаимодействия магнийалю мофосфатное соединение образует аморфные фазы в отличие от фосфорно кислоты, способствующей образованию 1фисталлических структур, обладающи хрупкостью. Магнийалюмофосфатное соединение, относящееся к классу неорганических полимеров, способно давать структуры с повьшенной пластичностью. Оптимальное массовое соотношение между магнийалюмофосфатным соедине.нием.и отходом электросталеплавильс содержанием фосфорного ангидрида, оксида магния и оксида алюминия большим, чем предложено,затруднено из-за высокой вязкости раствора (более 250 с по ВЗ-4 при ), а меньшее содержание компонентов не дает необходимого эффекта отверждения при взаимодействии с отходом электроста054кого производства (1,1-1,3):1. Использование отношения 1:1 приводит к уменьшению пластичности и живучести смеси, соотношение приводит к росту живучести смеси и ухудшению прочности на начальной стадии отверждения. Увеличение содержания магнийалюмофосфатного соединения и отхода электростапеплавильного производства в смеси выше верхнего предела приводит к удорожанию смеси, а уменьшение их свыше нижнего предела нельзя рекомендовать из-за ухудшения физико-механических свойств, форм и стержней. В качестве огнеупорного наполнителя можно использовать наряду с кварцевым песком дистенсиллиманит, циркон и т.п. Применение фосфатного соединения леплавильного производства, Пример. Магнийалюмофосфатное соединение синтезируют следующим образом. В трехгорлую круглодонную колбу емкостью 1 л, снабженную масляной баней, мешалкой, обратным холодильником и термометром, загружают 375 г 83%-ной ортофосфорной кислоты и при перемешивании дозируют 30 г оксида магния. За счет экзотермического эффекта реакции температура реакционной массы поднимается до 100-110 С. После дозировки оксида магния реакционную массу кипятят до полного растворения осадка. Затем прекращает нагрев и дозируют 32 г гидрата окиси алюминия. После этого массу кипятят в течение 1-15 ч при 120-t30c. Охлаждают реакционную массу до 70-80 С и добавляют воду (63 г) до постоянного веса реакционной массы 500 г. Продукт представляет собой Магнийалюмофосфатное соединение с содержаЯ11ем фосфорного ангидрида 45,02, оксида магния 6,OZ, оксида атомнния 4,02 воды 45,0%. вязкость по ВЗ-4 при 20 С 190-200 с, показатель водородных ионов рН 0,5-0,8, плотность
1,65-1,68 г/см. Аналогичнвю способом, И(гпользуя 335 г 80%-ной ортофосфорной кислоты, 28 г оксида магния и 42 г гидрата окиси алюминия готовят магнийалюмофосфатное соединейне с содержанием, мае.% фосфорного айгидрида 40,0, оксида магния 5,5, оксида алкминия 5,5, воды 49,0, вязкость по ВЗ-4 при 160-170, показатель водородных ионов рН 0,6-0,9, плотность 1,68-1,70 г/см.
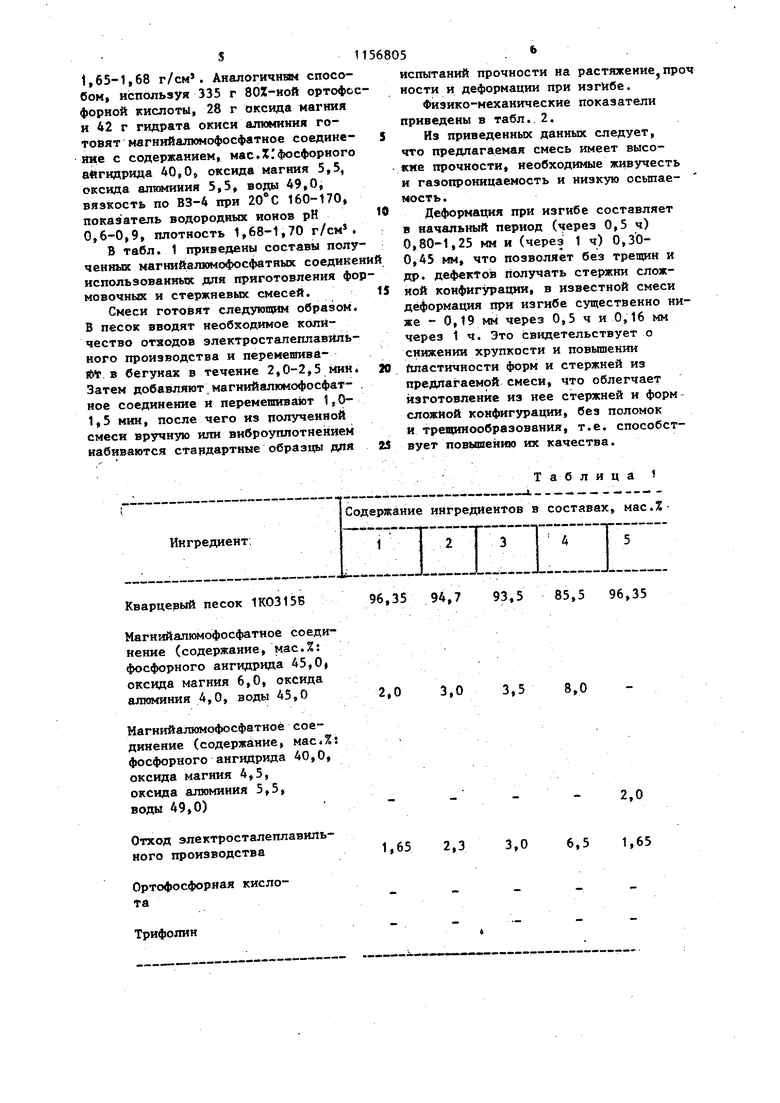
В табл. 1 приведены составы полученных магнийалюмофосфатных соединен использованных для приготовления формовочных и стержневых смесей.
Смеси готовят следующим образом. В песок вводят необходимое количество отяодов электросталеплавильного производства и перемешива5б в бегунах в течение 2,0-2,5 йин. Затем добавляют магнийалюмофосфат- . кое соединение и перемешивают 1,01,5 мин, после чего из полученной смеси вручную или виброуплотнеяием набиваются стандартные образць; для
испытаний прочности на растяжение пр ности и деформации при изгибе.
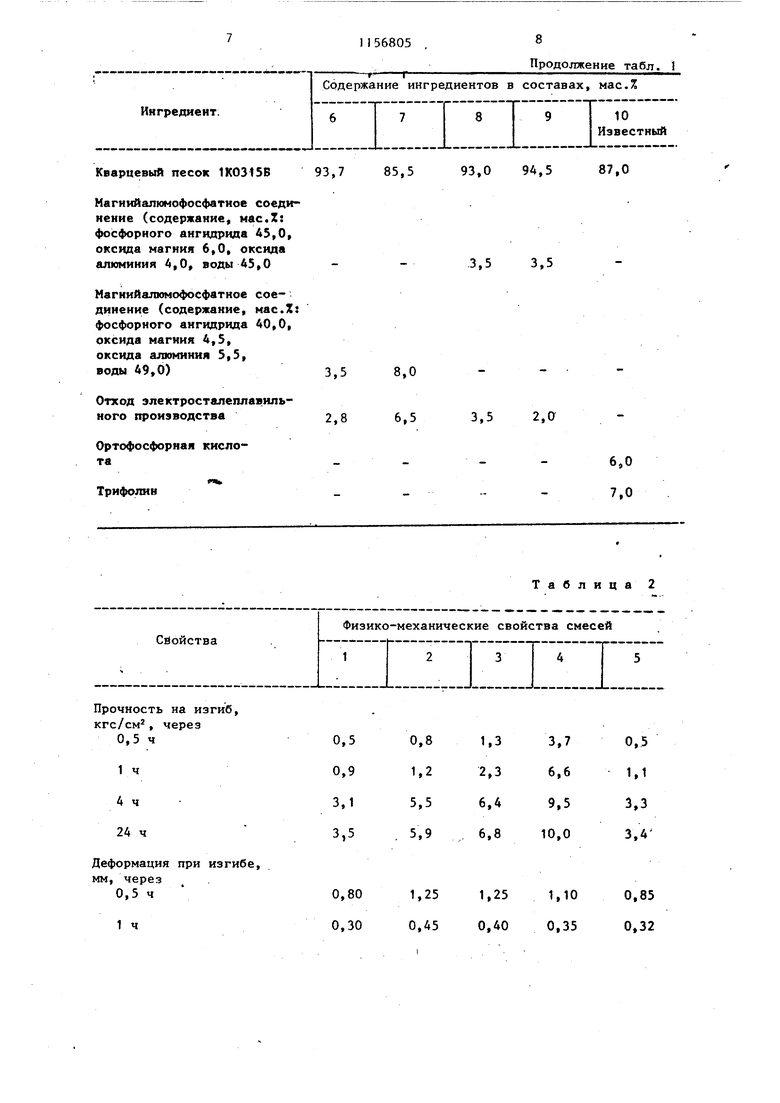
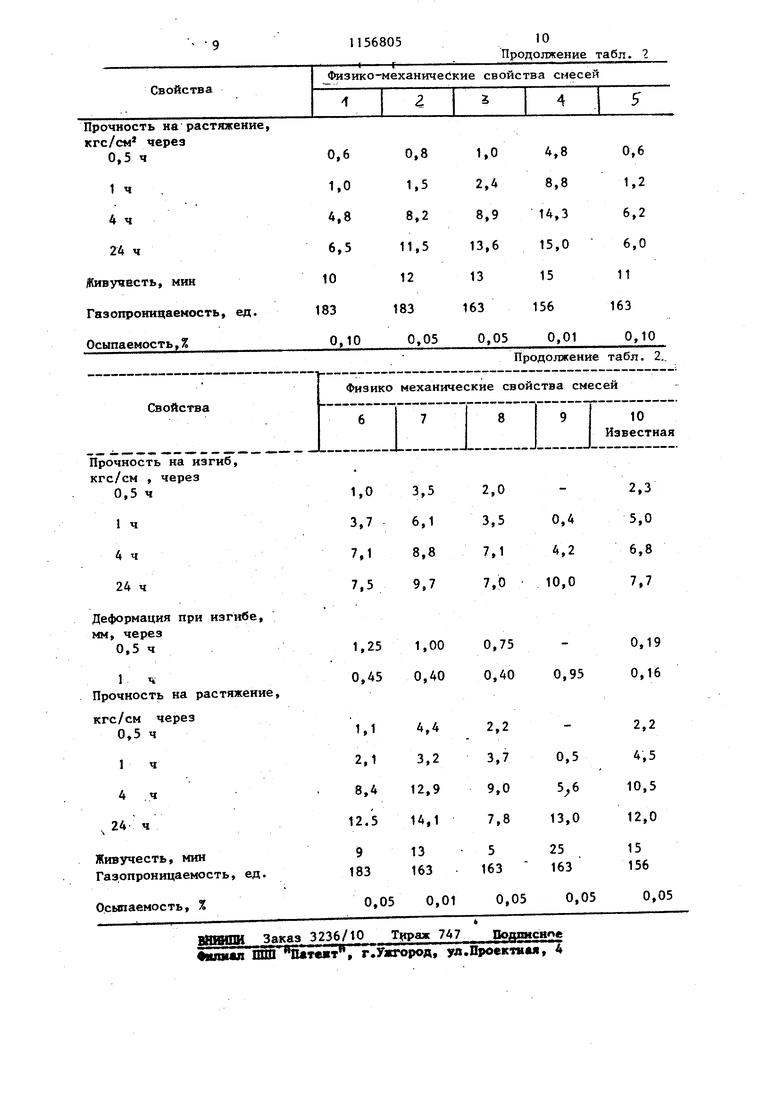
Физико-механические показатели приведены в табл.. 2.
Из приведенных данных следует, что предлагаемая смесь имеет высокие прочности, необходимые живучесть и газопроницаемость и низкую осьтаемость.
Деформация при изгибе составляет в начальный период (через 0,5 ч) 0,80-1,25 мм и (через 1 ч) 0,300,45 мм, что позволяет без трещин и др. дефектов получать стержни сложной конфигурации, в известной смеси деформация при изгибе существенно ниже - 0,19 мм через 0,5 ч и О,16 мм через 1 ч. Это свидетельствует о снижении хрупкости и повьппении пластичности форм и стержней из предлагаемой смеси, что облегчает изготовление из нее стержней и форм сложной конфигурации, без поломок И трещинообразования, т.е. способствует повышению их качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОЛОДНОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1991 |
|
RU2022678C1 |
| Холоднотвердеющая смесь для изготовления литейных форм и стержней | 1984 |
|
SU1168313A1 |
| Связующее для изготовления литейных форм и стержней | 1985 |
|
SU1276422A1 |
| Состав холоднотвердеющей смеси для изготовления литейных форм и стержней | 1984 |
|
SU1222391A1 |
| Связующее для изготовления литейных стержней,форм и футеровочных масс | 1983 |
|
SU1091978A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ, ОТВЕРЖДАЕМЫХ ТЕПЛОВОЙ СУШКОЙ | 1999 |
|
RU2162384C2 |
| ХОЛОДНОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1992 |
|
RU2020024C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ СКЛЕИВАНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2001 |
|
RU2212303C2 |
| Самотвердеющая смесь | 1981 |
|
SU1002080A1 |
| Смесь для изготовления литейных форм и стержней | 1989 |
|
SU1685589A1 |
1. ХОЛОДНОТВЕРДЕЮВ1АЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ, включающая огнеупорный наполнитель .на основе кремнезема, материал на основе оксидов железа и фосфорно-кислое соединение, отличающаяся тем, что, с целью повышения качества форм и стержней путем увеличения их пластичности; смесь содержит в качестве материала на основе оксидов железа пылевидный отход электростапеплавильного производства с содержанием оксидов щелочно-земельных металлов, а в качестве фосфорно-кислого соединения - магнийалюмофосфатное соединение в виде водного раствора фосфатов магния и алюминия с концентрацией по сухому веществу 49,5-56,5 мас.% при следующем соотношении ингредиентов, мас.%: Указанный отход электросталеплавильного 1,65-6,50 производства Указанное магнийалюмофосфатное 2,0-8,0 соединение Огнеупорный наполнитель на Остальное основе кремнезема 2. Смесь по п. 1, отличаю(О щ а я с я тем, что указанный отход электростапеплавильного производства имеет .следующий состав, мас.%: 10-15 Оксид магния 4-6 Оксид кальция 11-t3 Оксид алюминия Диоксид сл 8-10 кремния О) 0,5-2,0 Углерод 00 Оксид же6-15 леза II о Оксид жеел леза 111 Остальное 3. Смесь по п. 1, отличая щ а я с я тем, что указанное магнийалюмофосфаткое соединение имеет следующий состав, мас.Х: Фосфорный ангидрид 40,0-45,0 Оксид магния5,5-6,0 Оксид алюминия 4,0-5,5 ВодаОстальное
Кварцевый песок 1К0315Б
Магнийалюмофосфатиое соединение (содержание, мас.%: фосфорного ангидрида 45,0 оксида магния 6,0, оксида алюминия 4,0, воды 45,0
Магнийалюмофосфатное соединение (содержание, мас.%$ фосфорного ангидрида 40,0, оксида магния 4,5, оксида алюминия 5,5, воды 49,0)
Отход электросталеплавильного производства
Ортофосфорная кислота
Трифолин
96,35 94,7 93,5 85,5 96,35
2,0 3,0 3,5 8,0
2,0
1,65 2,3 3,0 6,5 1,65
Кварцевый песок 1К0315В
Магиийалюмофосфатное соединение (содержание, мас.Х: фосфорного ангидрида AS,О, оксида магния 6,0, оксида алюминия 4,0, воды А5,0 Магнийалюмофосфатное соединение (содержание, кас.Х; фосфорного ангидрида 40,0, оксида магния 4,5, оксида алюминия 5,5, воды 49,0)
Отход электросталеплавильного производства
Ортофосфорная кислота
n«k
Трифолин
на изгиб, ерез
0,5 0,9 3,1
3,5
при изгибе,
0,80 0,30
8 Продолжение табл. 1
I 156805
87,0
93,0 94,5
3,53,5
3,52,0
6,0 7,0
Таблица 2
1,3
3,7
0,5 2,3
6,6 М 3,3 6,4
9,5 6,8
10,0 3,4
1,25 1,10
0,85 0,40 0,35 0,32
Прочность на растяжение, кгс/см через
Продолжение табл. 2.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Жуковский аС.,Лясс A.M | |||
| Формы и стержни из холоднотвердеющих смесей | |||
| М., Машиностроение, 1978, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
