h
СП
а
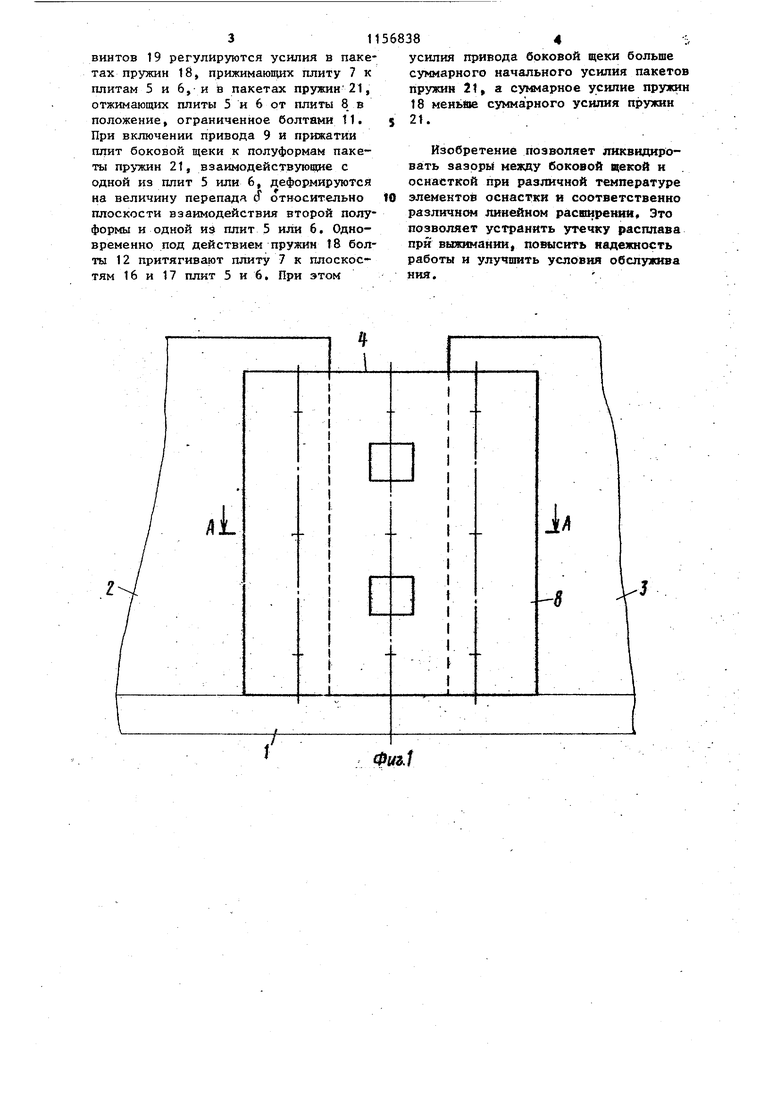
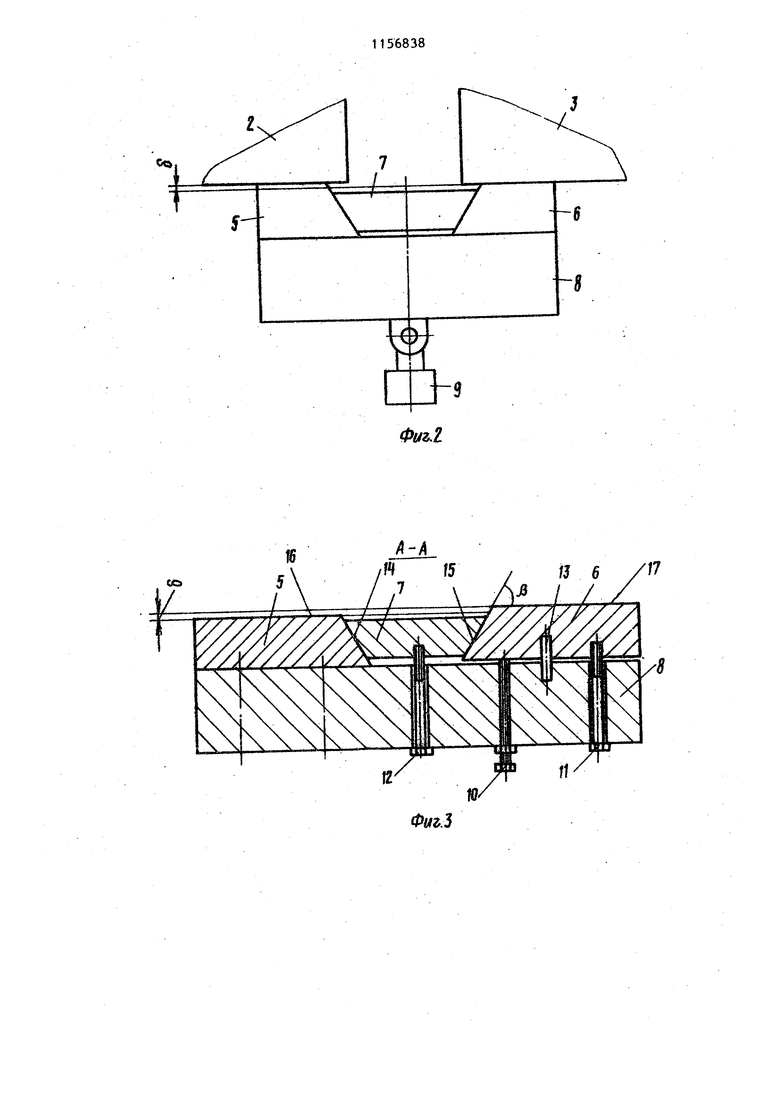
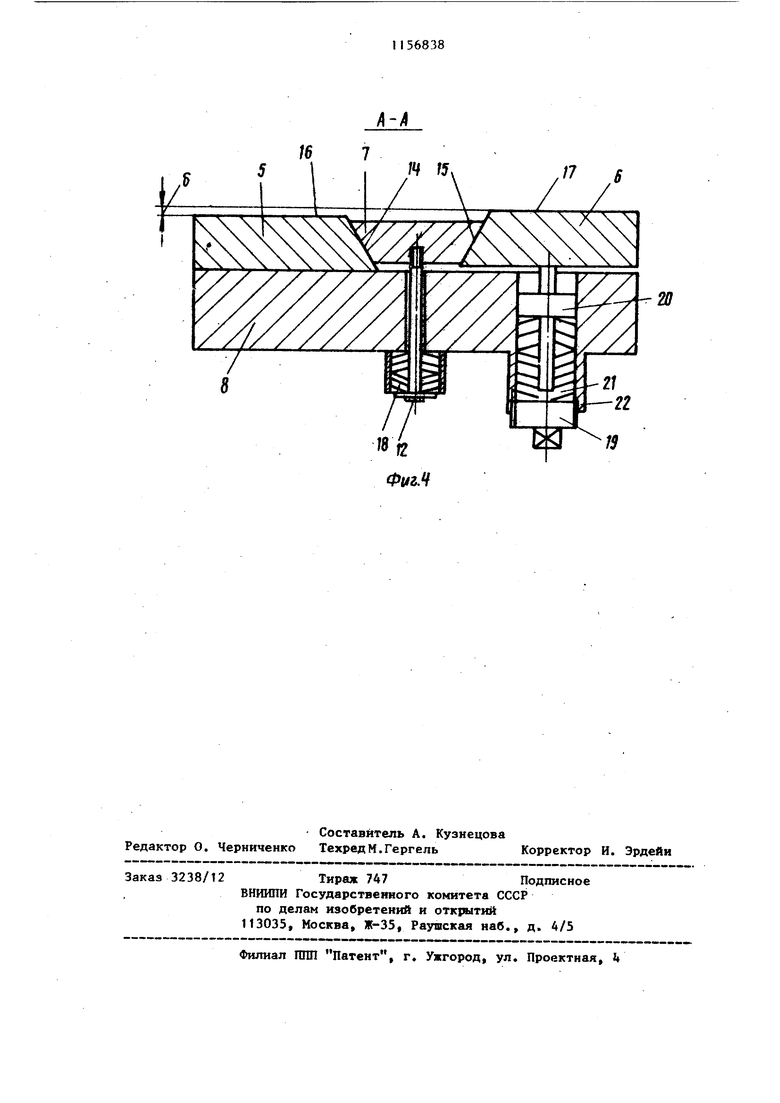
сх 00 сх Изобретение относится к литейному производству, в частности к литью выжиманием. Наиболее близкой к изобретению является машина литья выжиманием, содержащая основание, полуформы и боковую щеку с механизмом ее прижима , выполненным в виде поворотного рычага, связанного со штоком приводного цилиндра через упругий элемент СП Недостаток известной машины заклю чается в отсутствии компенсатора зазоров между боковой щекой и оснас кой, обусловленных неравномерным нагревом элементов оснастки, например двух полуформ. Поскольку габаритные размеры полуформ оснастки машин лит выжиманием достаточно велики (1,52м), а величина зазора между боковой щекой и любым элементом оснастки не должна превышать 0,1 мм, даже незначительная разница температур полуформ, равная дифференциалу регулирующих приборов (±30°С) даёт разницу в длине полуформ порядка О 0,3-0,6 мм при коэффициенте линейного расширения материала оснастки о1 12-10 град . Через образующиес при этом щели меаду боковой щекой и элементами оснастки происходит утеч ка расплава, что приводит к браку по недоливам и усложняет обслуживанием из-за необходимости простановки дополнительных асбестовых уплотнений Цель изобретения - повьшение надежности работы и улучшение условий обслуживания. Эта цель достигается тем, что в машине литья вьисиманием, содержащей основание, полуформы и боковую щеку механизмом ее прижима, боковая щека выполнена составной из трех длит, крайние из которых установлены с воз можностью взаимодействия с соответст вующими полуформами и перемещения в направлении прижима, а средняя выпол нена в виде двустороннего клина и установлена с возможностью перемещения как в направлении прижима, так и в перпендикулярном к нему направлении. Кроме того, плиты боковой щели выполнены подпружиненными. На фиг. 1 представлена частично предлагаемая машина литья вьшиманием вид спереди; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.1; на фиг.4 - то же, вариант. Машина литья выжиманием содержит основание 1, на котором установлены полуформы 2 и 3 и боковая щека 4, состоящая из двух крайних плит 5 И 6 и средней плиты 7, установленных на базовой плите 8, связанной с приводом 9 механизма прижима боковой щели (не показан). Плиты 5 и 6 перемещаются в направлении прижима боковой щеки посредством упорных винтов 10. Крепление плит 5 - 7 на плите 8 осуществляется посредством болтов 11 и 12, и штифтов 13. Плиты 5 и 6 взаимодействуют с плитой 7, которая выполнена в виде двустороннего клина по плоскостях 14 и 15. Угол между плоскостями 14 и 15 и рабочими плоскостями 16 и 17, по которым плиты 5 и 6 в рабочем положении взаимодействуют с полуформами 2 и 3, может составлять величину больше нуля и до 90° включительно. Плиты 5-7 могут быть установлены на плите 8 посредством пружин (фиг.4), В этом случае плита 7 крепится к плите 8 болтами 12 через пакет пружин 18, а плиты 5 и 6 установлены с возможностью взаимодействия с упорными винтами 19 через толкатели 20 и пакеты пружин 21, расположенные во втулках 22, жестко связанных с плитой 8. Машина работает cлeдyющи образом. Включается привод 9 и боковая .щека прижимается к предварительно разогретым до рабочего режима полуформам 2 и 3.Если при этом плоскость одной из полуформ занижена относительно другой на некоторую величину 6 (фиг.2), то осуществляется регулировка прилегания плит боковой щеки, для чего ослабляются болты 12 и 11, упорньнчи винтами 10 плиты 5 и 6 прижимаются к торцам полуформ 2 и 3, затем затягиваются болты 12 и 11. Плита 7 при этом имеет возможность перемещения во взаимно перпендикулярных направлениях. В случае установки пружин при рабочем ходе пакетов пружин 18 и 19, соизмеримом с величиной занижения 5 регулировка прилегания плит боковой щеки к полуформам выполняется автоматически. При этом предварительно путем вращения болтов 12 и упорных
винтов 19 регулируются усилия в пакетах пружин 18, прижимающих плиту 7 к плитам 5 и 6, и в пакетах пружин21, отжимающих плиты 5 и 6 от плиты 8 в положение, ограниченное болтами 11. При включении привода 9 и прижатии плит боковой щеки к полуформам пакеты пружин 21, взаимодействующие с одной из плит 5 или 6, деформируются на величину перепада cf относительно плоскости взаимодействия второй полуформы и одной из плит 5 или 6. Одновременно под действием пружин 18 болты 12 притягивают шшту 7 к плоскостям 16 и 17 плит 5 и 6, При этом
усилия привода боковой щеки больше суммарного начального усилия пакетов пружин 21, а су1Ф1арное усилие пружии 18 меньае суммарного усилия пружин 21.
Изобретение позволяет ликвидировать зазоры между боковой щекой и оснасткой при различной температуре элементов оснастки и соответственно различном линейном расширекии. Это позволяет устранить утечку расплава при выжимании, повысить надежность работы и улучшить условия обслужива ния.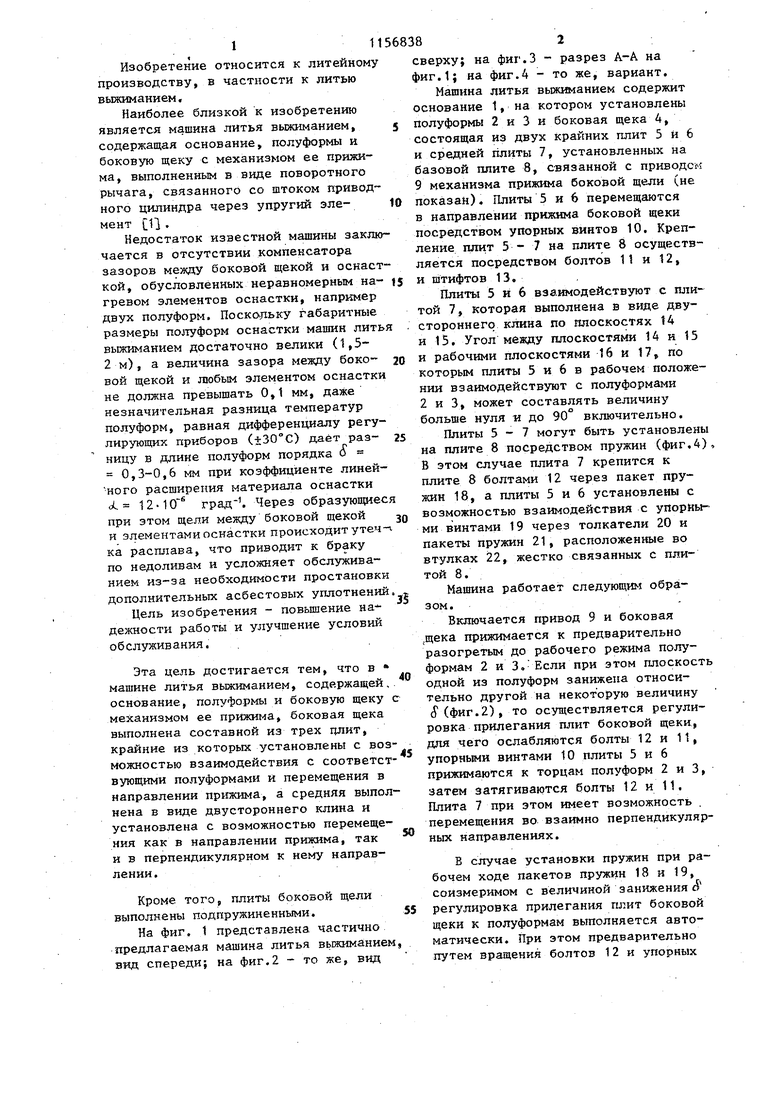
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм прижима боковой щеки в машине литья выжиманием | 1980 |
|
SU946794A1 |
| Машина для литья выжиманием с параллельным сближением полуформ | 1977 |
|
SU747618A1 |
| Машина для литья выжиманием | 1976 |
|
SU722676A1 |
| Литейно-выжимная машина с параллельным сближением створ | 1984 |
|
SU1544525A1 |
| Зажимное устройство для опоки и подмодельной плиты | 1980 |
|
SU939163A1 |
| Машина для литья выжиманием с параллельным сближением полуформ | 1977 |
|
SU747619A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ФИКСИРОВАНИЯ ЗАГОТОВОК | 1995 |
|
RU2080229C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2012434C1 |
| Машина литья под давлением | 1982 |
|
SU1026943A1 |
| ЩЕКОВАЯ ДРОБИЛКА | 2006 |
|
RU2345837C2 |
1. МАШИНА ЛИТЬЯ ВЫЖИМАНИЕМ, содержащая основание, полуформы и боковую щеку с механизмом ее прижима, отличающаяся тем, что, с целью повышения надежности в работе и улучшения условий обслуживания, боковая щека выполнена составной из трех плит, крайние из которых установлены с возможностью взаимодействия с соответствукедими полуформами и перемещения в направлении прижю4а, а средняя выполнена в виде двустороннего клина и установлена с возможностью перемещения.как в направлении прижп а, так и в перпендикулярном к нему направлении. 2. Машина по п. J,отличающая с я тем, что плиты боковой щеки выполнены подпружиненными (Л
i/f
-S
X
Фиг2 fJ б
Фиг /7 /7 в
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
