1
Изобретен1 е относится к области литейного машиностроения, в частности к литью тонкостенных крупногабаритных отливок корпусного типа методом выжимания.
Известна машина для литья выжиманием с параллельным сближением полуформ, состоящая из станины с плоскими направляющими, по которым перемещаются две плиты с укрепленной на них оснасткой, приводимые в движение рабочими гидроцилиндрами, и плиты металлоприемника. На одной из подвижных плит расположены поворотные боковые щеки; последние в рабочем положении уплотняют оснастку, создавая замкнутую полость, в которую заливается расплавленный металл. В этой машине плита металлоприемника жестко закреплена на станине машины i.
Недостаток указанной конструкции состоит в том, что на всей длине хода установочного перемешения полуформ из исходного положения в рабочее и наоборот, а также при раскрытии формы после заливки жидкого металла и выжимания полуформы перемешаются по рабочей плоскости плиты металлоприемника. Это приводит к задирам сопряженных поверхностей плиты металлоприемника и полуформ из-за попадания между ними затвердевшего металла при выжимании. Задиры могут быть настолько значительными, что приводят к течи металла при заливке его в металлоприемник и выводят из строя плиту металлоприемника и оснастку. Задиры приводят к деформации направляющих створ, что сказывается на качестве и точности отливок. Задиры возникают в основном при раскрытии формы.
Целью изобретения является увеличение 10 стойкости оснастки и металлоприемника.
Цель достигается тем, что машина снабжена опорными узлами, каждый из которых выполнен в виде винта, связанного с гайкойшестерней, установленной на подшипниках в корпусе, закрепленном на станине, и связанной с зубчатой рейкой, торцы которой соединены с поршнями цилиндров, закрепленных на корпусе, при этом плита металлоприемника установлена на опорных узлах.
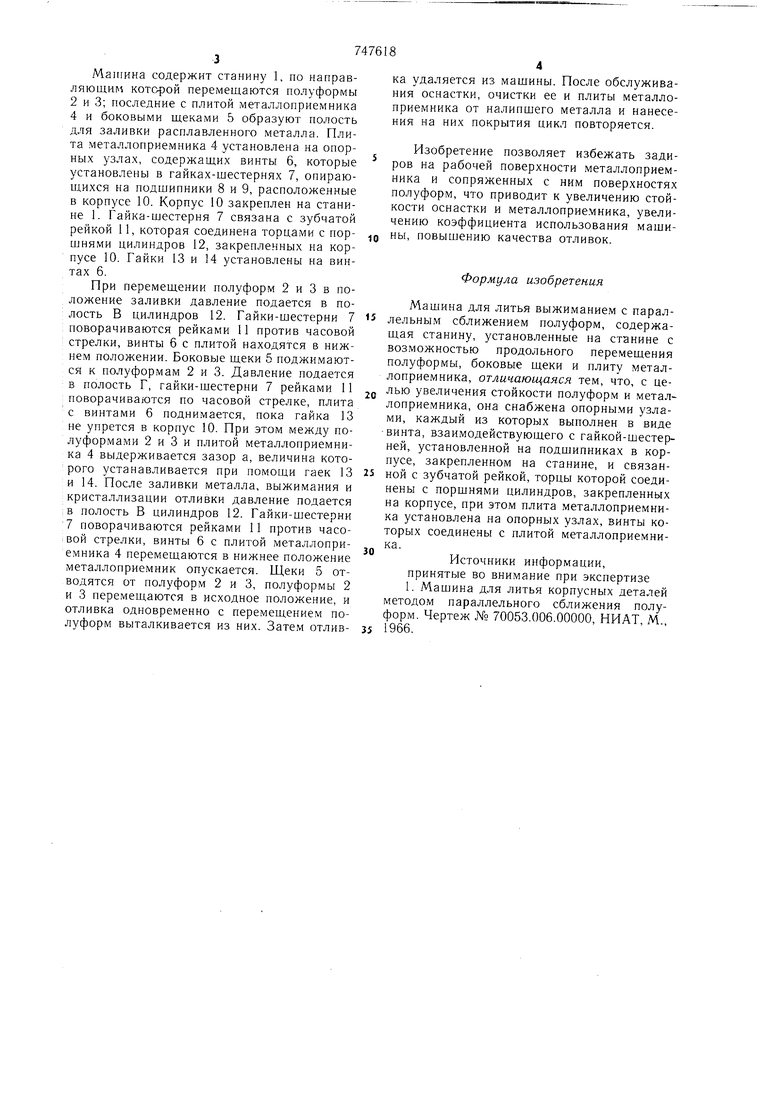
На фиг. 1 изображена предлагаемая машина, вид сбоку в зоне плиты металлоприемника; на фиг. 2 - то же, разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Машина содержит станину 1, по направляющим которой перемепдаются полуформы 2 и 3; последние с плитой металлоприемника 4 и боковыми щеками 5 образуют полость для заливки расплавленного металла. Плита металлоприемника 4 установлена на опорных узлах, содержащих винты 6, которые установлены в гайках-щестернях 7, опираюн ихся на подшипники 8 и 9, расположенные в корпусе 10. Корпус 10 закреплен на станине 1. Гайка-шестерня 7 связана с зубчатой рейкой 11, которая соединена торцами с поршнями цилиндров 12, закрепленных на корпусе 10. Гайки 13 и 14 установлены на винтах 6.
При перемещении полуформ 2 и 3 в положение заливки давление подается в полость В цилиндров 12. Гайки-шестерни 7 поворачиваются рейками 11 против часовой стрелки, винты 6 с плитой находятся в нижнем положении. Боковые щеки 5 поджимаются к полуформам 2 и 3. Давление подается в полость Г, гайки-шестерни 7 рейками 11 поворачиваются по часовой стрелке, плита с винтами 6 поднимается, пока гайка 13 не упрется в корпус 10. При этом между полуформами 2 и 3 и плитой металлоприемника 4 выдерживается зазор а, величина которого устанавливается при помощи гаек 13 и 14. После заливки металла, выжимания и кристаллизации отливки давление подается в полость В цилиндров 12. Гайки-шестерни 7 поворачиваются рейками 11 против часовой стрелки, винты 6 с плитой металлоприемника 4 перемещаются в нижнее положение металлоприемник опускается. Щеки 5 отводятся от полуформ 2 и 3, полуформы 2 и 3 перемещаются в исходное положение, и отливка одновременно с перемещением полуформ выталкивается из них. Затем отливка удаляется из машины. После обслуживания оснастки, очистки ее и плиты металлоприемника от налипшего металла и нанесения на них покрытия цикл повторяется.
Изобретение позволяет избежать задиров на рабочей поверхности металлоприемника и сопряженных с ним поверхностях полуформ, что приводит к увеличению стойкости оснастки и металлоприемника, увеличению коэффициента использования машины, повышению качества отливок.
Формула изобретения
Машина для литья выжиманием с параллельным сближением полуформ, содержащая станину, установленные на станине с возможностью продольного перемещения полуформы, боковые щеки и плиту металлоприемника, отличающаяся тем, что, с цец лью увеличения стойкости полуформ и металлоприемника, она снабжена опорными узлами, каждый из которых выполнен в виде -винта, взаимодействующего с гайкой-шестерпей, установленной на подшипниках в корпусе, закрепленном на станине, и связанной с зубчатой рейкой, торцы которой соединены с поршнями цилиндров, закрепленных на корпусе, при этом плита металлоприемника установлена на опорных узлах, винты которых соединены с плитой металлоприемника.
Источники информации, принятые во внимание при экспертизе 1. Мащина для литья корпусных деталей методом параллельного сближения полуформ. Чертеж № 70053.006.00000, НИАТ, М
5 1966.
5
/
Л
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья выжиманием с параллельным сближением полуформ | 1977 |
|
SU747619A1 |
| Машина для литья выжиманием | 1976 |
|
SU722676A1 |
| Машина для литья выжиманием | 1979 |
|
SU1163979A1 |
| Форма для литья выжиманием оребренных отливок | 1986 |
|
SU1371766A1 |
| Машина для литья выжиманием | 1973 |
|
SU442009A1 |
| Механизм прижима боковой щеки в машине литья выжиманием | 1980 |
|
SU946794A1 |
| Литейно-выжимная машина с параллельным сближением створ | 1984 |
|
SU1544525A1 |
| Машина для литья выжиманием с параллельным сближением полуформ | 1979 |
|
SU1052324A1 |
| Машина литья выжиманием | 1983 |
|
SU1156838A1 |
| Машина для литья под электромагнитным давлением | 1978 |
|
SU701004A1 |


