ел
О) 00
ел
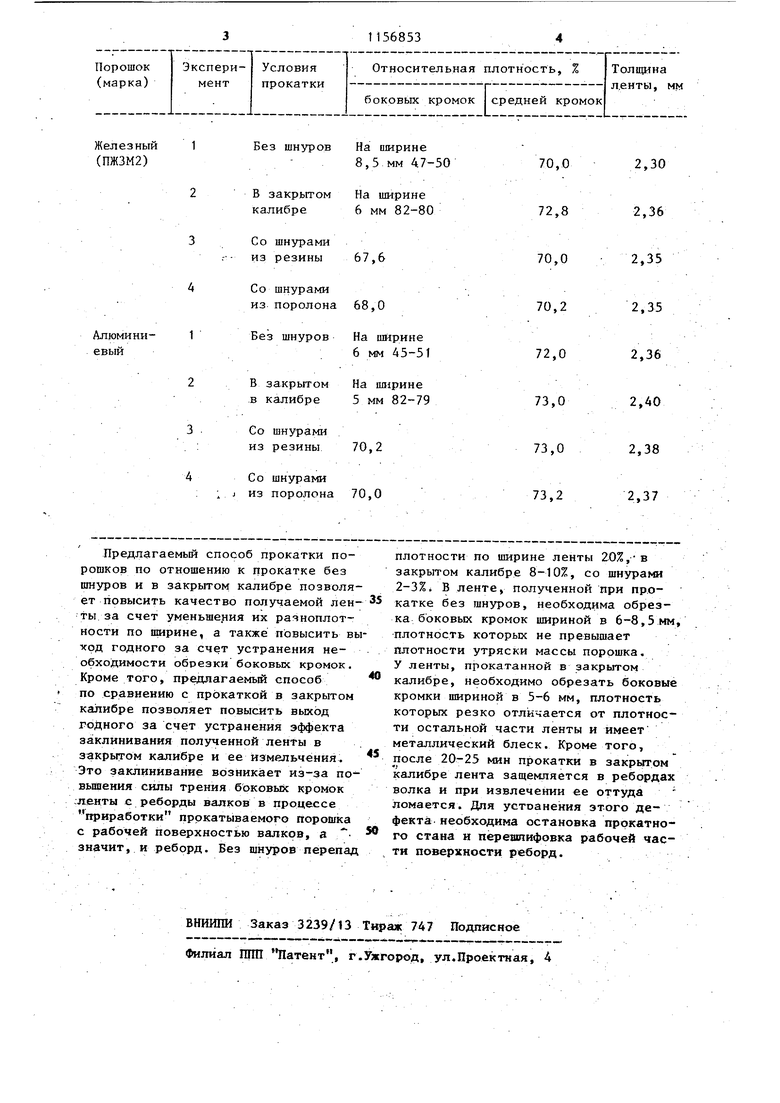
00 Изобретение относится к порошковой металлургии, в частности к способам прокатки порошковых материалов. , Известен способ прокатки порошко включающий подачу его в зазор между двумя валками и уплотнение порошка при вращении валков навстречу друг другу Cl 3. недостатком известного способа является неравномерная плотность по ширине получаемой ленты. Наиболее близким к изобретению по технической сущности и достигае мому результату является способ прокатки ленты из порошков,о включаю щий подачу порошка в бункер, установленный в растворе валков и упло нение его вращающимися валками. При этом один из валков имеет по краям рабочей поверхности реборды которые входит рабочая поверхность противоположного валка, образуя при этом закрытый калибр в очаге уплотнения порошка С2. Недостатками известного способа являются низкое качество получаемо ленты и низкий процент выхода годного. Цель изобретения - повьш1ение качества и выхода годного ленты. Поставленная цель.достигается те что согласно способу прокатки ленты из порошков, включающему подачу по ка в бункер, установленный в раств ре валков, и уплотнение его вращаю щимися валками, перед подачей порошка в бункер в раствор валков с внутренней стороны боковых стенок бункера вводят .упругие шнуры и уплотняюТ порошок совместно со шнура При прокатке порошка без шнуров за счет трения порошка о боковые неподвижные стенки бункера по края валков в зазор между ними поступае меньшее количество порошка по срав нению со средней частью вашков. В -результате этого плотность получае ленты неравномерна по ширине. Она увеличивается от боковых .краев лен к.ее середине. В процессе прокатки порошка с полиуретановыми шнурами последние, двигаясь с внутренней стороны боковых стенок бункера, вовлекают порошок в раствор между валками. В результате этого устраняется торможение порошка боковьпчи стенками бункера, так как коэффициент трения порошка о материал бункера ниже, чем о полиуретан. Упругость полиуретана на два и более порядка выше, чем прокатанной ленты. Поэтому после выхода из валиков прокатного стана он принимает первоначальную форму и самопроизвольно отделяется от боковых кромок прокатанной из порошка ленты. Пример. Прокаткой железного порошка ПЖЗМ2 в валках диаметром 250 мм при подаче его через бункер с неподвижными боковыми стенками получают ленту толщиной 2,31 мм. Относительная плотность ленты-в середине равна 70%, у боковых кромок на ширине 8.5 мм 47-50% и к середине ленты 50-70%. Прокаткой порошка с полиуретановым шнуром толщиной 3 мм получена лента толщиной 2,35мм. При выходе ленты из валков полиуретановые шнуры самопроизвольно отделяют от боковых кромок ленты. Относительная плотность боковых кромок 68% и равномерно возрастает до 70,5%. При прокатке порошка в закоытом калибре получается лента, имеющая более плотные боковые Кромки на ширине 5-6 мм. Перепад плотности к середине такой ленты составляет около 8-10%. Кроме этого, возможны частные защемления ленты при прокатке ее в закрытом калибке. В процессе извлечения защемленной ленты из Калибра она, как правило, ломается. В процессе прокатки порошка с упругими шнурами, пропущенными через бункер с внутренней стороны его боковых стенок в раствор валков, . получены ленты с перепадом значений плотности по щирине около 2-3% от боковой кромки к середине ленты. Свойства лент, полученных при различных условиях прокатки, приведены в таблице1 Без шнуров На ширине
Железный
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки порошка | 1982 |
|
SU1053967A1 |
| Устройство для получения многослойного плакированного проката из металлического порошка | 1983 |
|
SU1133033A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПОРОШКОВ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ В ДЛИННОМЕРНЫЕ БРИКЕТЫ | 2007 |
|
RU2347646C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВОГО ПОРОШКА | 2001 |
|
RU2206430C1 |
| Способ прокатки порошка в калибрах | 1987 |
|
SU1507539A1 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| Устройство для прокатки порошка | 1977 |
|
SU849988A3 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ ПРОВОДНИКОВ | 1997 |
|
RU2122759C1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
СПОСОБ ПРОКАТКИ ЛЕНТЫ ИЗ ПОРОШКОВ, включающий подачу порошка в бункер, установленный в растворе валков, и уплотнение его вращающимися валками, о т л и ч аю щи и с я тем, что, с целью повышения качества и выхода годного ленты, перед подачей порошка в бункер в раствор валков с внутренней стороны боковьк стенок бункера вводят упругие шнуры и уплотняют порошок совместно со шнурами. (/) С
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Виноградов Г.А | |||
| и др | |||
| Теория листовой прокатки металлических .порошков и гранул | |||
| М.., Металлургия, 1979, с | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Виноградов Г.А | |||
| и др | |||
| Прокатка металлических, порошков | |||
| М., Металлургия, 1960, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
