Изобретение относится к технологическому оборудованию для производства радиодеталей, а именно к устройствам для сборки конденсаторов. Целью изобретения является повышение надежности работы устройства путем контроля наличия собираемых деталей на сборочной позиции. На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - узел контроля наличия секции, разрез А-А на фиг. 1; на фиг. 3 - поддержка, разрез Б-Б на фиг. 1. Устройство содержит основание 1, на котором смонтирован механизм запрессовки, состоящий из приводной обоймы 2, в котором размещены подпружиненный пружинами 3 и 4 толкатель 5, узел 6 контроля наличия секции 7 конденсатора в виде подпружиненного пружиной 8 пальца 9 с коническим хвостовиком 10 и сквозным продольным ступенчатым пазом 11 со ступенью 12, а также канал 13 для подачи шариков 14 и подпружиненный упор 15. Нижняя часть обоймы 2 имеет конусную заходную часть 16 и плоскую поверхность 17, предназначенные для взаимодействия с секцией 7 конденсатора, -установленной в ложементе 18. На поддержке 19 устанавливается корпус 20 конденсатора, связанный гибкой связью 21 с секцией 7. Поддержка 19 выполнена с лыской 22 на боковой поверхности. Устройство работает следующим образом. На ложемент 18 устанавливается секция 7 конденсатора, а на поддержку 19 - связанный гибкой связью 21 с секцией 7 корпус 20 конденсатора. Толкателю 5 сообщается рабочее движение вниз от привода (не показан). Обрйма 2 перемещается вниз вместе с толкателем 5. При этом палец 9 своим коническим хвостовиком 10, взаимодействуя с корпусом 20 конденсатора, отводит ступень 12 в сторону, открывая проход толкателю 5 к шарику 14. К моменту запрессовки шарика 14 секция 7 входит в конусную часть 16 обоймы 2, окончательно центрируется и плотно поджимается к плоской поверхности 17 за счет сжатия пружины 3. В этот момент обойма 2 останавливается, а толкатель 5 соверщает дальнейшее движение вниз, проталкивает шарик 14 через подпружиненный упор 15 и запрессовывает его в дно секции 7 с усилием, соответствующим величине сжатия пружины 4. После этого толкатель 5 отводится вверх, давая возможность очередному шарику 14 занять исходную позицию. При этом обойма 2 остается на месте, так как пружина 3 прижимает ее к дну секции 7. При дальнейшем движении вверх толкатель 5 начинает поднимать обойму 2, при этом торец толкателя 5 занимает положение несколько выше ступени 12, а палец 9 выходит из соприкосновения с корпусом 20 и возвращается под действием пружины 8 в исходное положение. Цикл повторяется. В случае неподачи на сборочную позицию собираемых деталей конический хвостовик 10 пальца 9 не контактирует с корпусом 20, а проходит вдоль поддержки по лыске 21 и не отводит ступень 21 в сторону, что не дает возможности толкателю 5 совершить рабочий ход. Предлагаемое устройство обеспечивает надежность работы оборудования, повышает качество и производительность сборки конденсаторов за счет автоматического реагирования на отсутствие сборочных деталей.
А-/А
Фиг.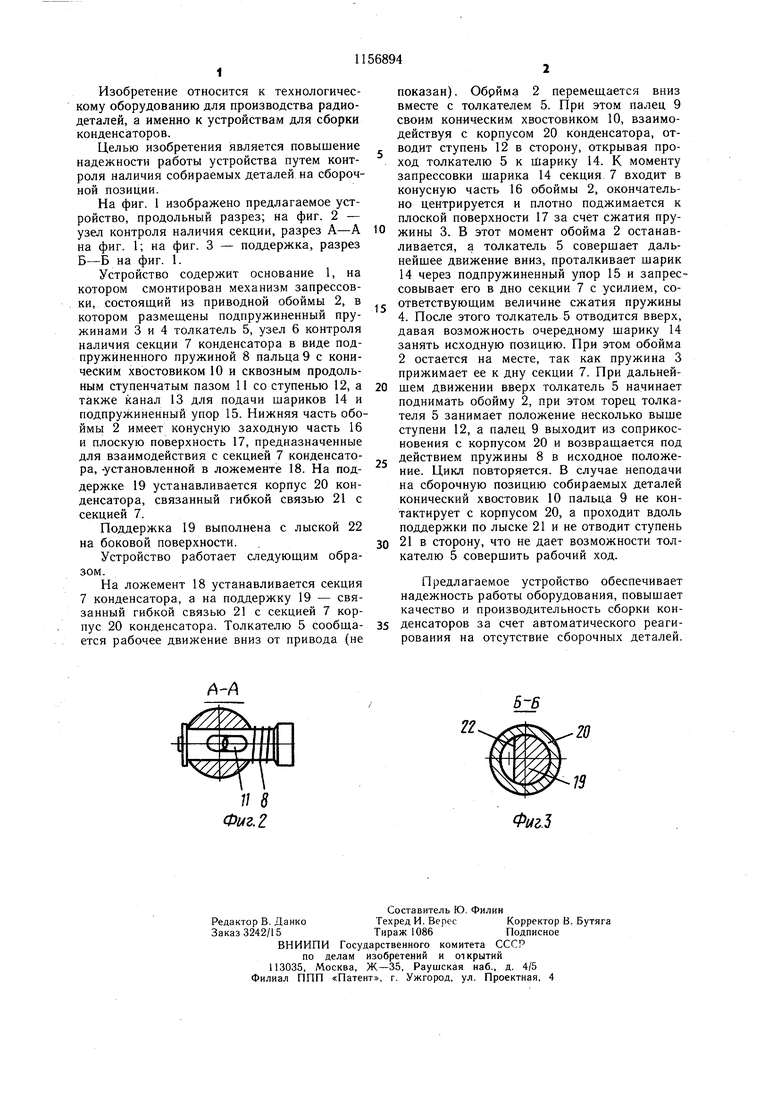
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат сборки внутренних звеньев втулочнороликовых цепей | 1981 |
|
SU958034A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для сборки деталей запрессовкой и обработки отверстий | 1979 |
|
SU782982A2 |
| Станок для сборки узлов | 1977 |
|
SU677801A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |
| Устройство для фиксации резьбовых соединений от проворачивания | 1990 |
|
SU1781023A1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| Устройство для сборки деталей | 1987 |
|
SU1535691A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2126739C1 |
УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ОПОРНЫХ ШАРИКОВ В СЕКЦИЮ КОНДЕНСАТОРА, связанную при помоги гибкой связи с корпусом конденсатора, содержащее смонтированные на основании механизм запрессовки шариков в виде приводной обоймы с размещенным в ней подпружиненным толкателем, связанный с обоймой канал для подачи шариков, ложемент для установки секции конденсатора и стержневую поддержку для корпуса конденсатора, отличающееся тем, что, с целью повышения надежности, оно снабжено узлом контроля наличия секции конденсатора в зоне сборки, выполненным в виде пальца с коническим наконечником н сквозным продольным ступенчатым пазом, обойма выполнена с отверстнем, перпендикулярным оси толкателя, а поддержка выполнена на боковой поверхности с лыской, плоскость которой обращена в сторону обоймы, при этом палец установлен в отверстии обоймы с возможностью взаимодействия коническим наконечником с поверхностью лыски н подпружинен относительно обоймы, а толкатель размещен в продольном пазу пальца с возможностью взаимодействия рабочим торцом со ступенью паза пальца. (Л ел Од 00 ;о 4
| Сварочное универсальное оборудование,тип | |||
| Телескоп | 1920 |
|
SU525A1 |
| Каталог фирмы «Тесла. | |||
