1
. Изобретение относится к автоматическому управлению летучими ножницами сортовых и трубных станов.
Известно устройство управления летучими ножницами, сидержашее следящую .систему привода, датчик импульсов, соединенный с валками последней клети, два фотоделитеЛя, установленных за летучими ножницами по направлению движения проката, и ключ, соединенный с фотодатчиками и с датчиками импульсов 1 ,
Недостатком этого устройства является то, что задание на вход следящей системы производится после преобразования дискретного сигнала в аналоговую, величину, что вызывает необходимость дискретного преобразования пути и в цепи обратной связи по положению ножей. Наличие преобразователей Код - Напряжение обусловливает дополнительную погрешность в определении пути, проходимого прокатом.
Цель изобретения - повышение точности отрезаемых длин..
Указанная цель достигается тем, что устройство управления летучими ножницами, содержащее следящую систему привода, датчик импульсов, соединенный с валками последней клети, два фотодатчика, установленных за летучими ножницами по направлению движения проката, и ключ, соединенный с фотодатчиками и датчиком импульсов, снабжено задатчиком кода, первым преобразователем Код 10Частота, соединенным с датчиком кода и с ключом, вычитающим счетчиком, эадатчиком числа, шифратором, соединет ным с задатчиком числа, с вычитающим счетчиком и с первым по направлению
15 движения проката фотодатчиком, регистром, соединенньш с вычитающим счетчиком и со вторым фотодатчиком и вторым преобразователем Код - Частота, соединенным с датчиком импульсов, с регист20ром и со следящей системой прцвода.
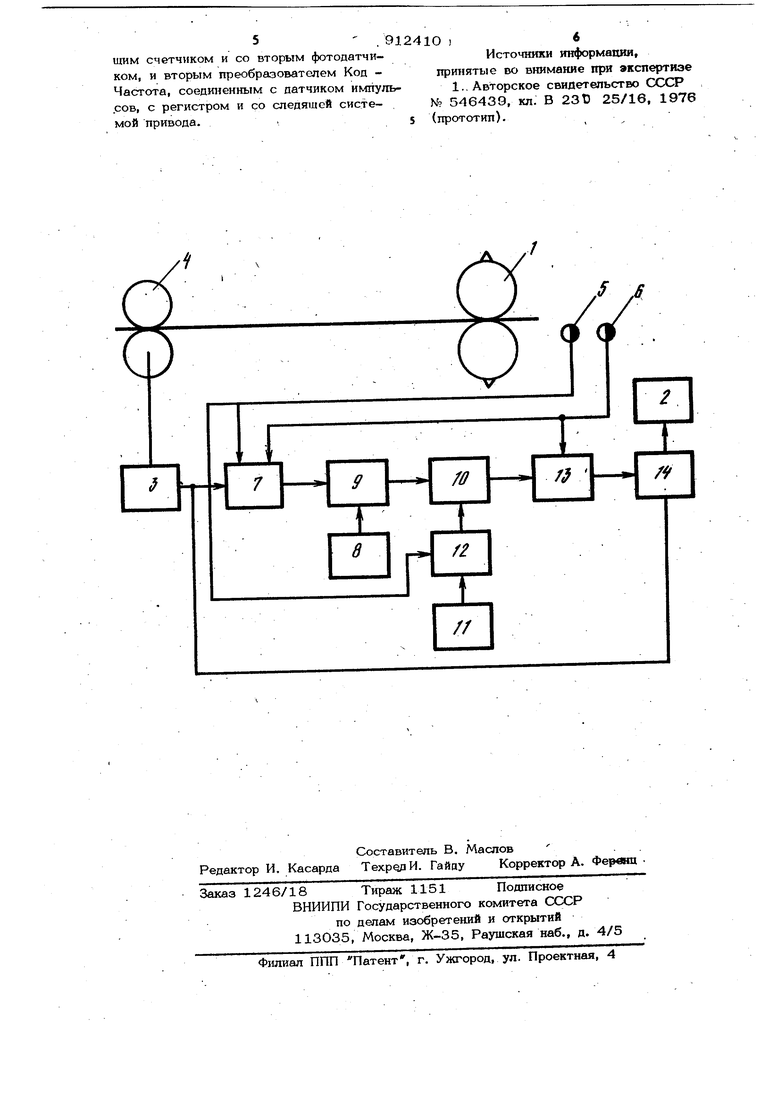
На чертеже изображена блок-осема устройства. Устройство управления петушми ножницами 1 содержит спед5пцую систему 2 привода, датчик 3 импульсов, соединенный с валками последней клети 4, два фотодатчика 5 и 6, установпенньЬс за летучими ножницами по направлению дви жения проката, ключ 7, соединенный с фотодатчиками и с датчиком импулйсов, аадатчик 8 кода, первый преобразовател 9 Код - Частота, соединенный с задатчиком кода и с ключом, вычитающий счетчик 1О, задатчик 11 числа, шифратор 12, соединенный с задатчиком числ с вычитающим счетчиком и с первым по направлению движения полосы фотодатчиком, регистр 13, соединенный с вычитаю щим счетчиком и со вторым фотодатчи- ком, второй преобразователь 14 Код Частота, соединенный с дйтчиком .импуль сов, регистром и со след$пцей системой привода. Устройство работает следующим обра зом. Если в процессе прокатки Катающий диаметр валков D с равен диаметру, принятому за номинальное значение DH .то цена импульсов правильная и на базовом отрезке пути, ограниченном двумя фотодатчиками 5 и 6, будет зафиксировано номинальное число импульсов 2 . При изменении катающего диаметра валков К. Ч ® базовом отрезке будет зафиксировано число импульсов, обратно пропорциональное Вкт , Для того, чтобы цена импульса была правильной, необходимо частоту датчика импульсов ) умножить на величину В. 1, -«кт: . В предлагаемом устройстве гнперболи ческая зависимость частоты от 2. выражения (1) заменена линейной зависимостьюMIL«--гЛх где g - коэффициент апроксиммируемой прямой; X - число, записанное на базовом отрезке; ( числа, соответствующие максимальной емкости преобразователей КодЧастота 9 и 14 и вводимому числу в преобразователь Код - Частота 9. Такая замена допустима, если катаю щий диаметр в процессе прокатки изменяется незначительно, например, менее 10%. , Передний конец проката, выходяишй за ножницы, фиксируется фотодатчиком 5, который открывает ключ 7 и импульсы с датчика 3 импульсов, установленного на валках клети 4, поступают на информационный вход ключа 7 и через неГо - на счетный вход первого преобразователя 9 Код - Частота, на разряды которого подается задатчиком 8 кода код, соответствующий числу N 3 . С выхода преобразователя 9 Код - Частота 8 импульсы поступают в счетчик 10с частотой f и -тг- В счетчИк - Ю при прохождегНИИ переднего конца проката фотодатчика 5одновременно с открытием ключа 7 подается команда на разрешение ввода числа сл . Это число начинает считывать- ся со счетчика 10 и в момент прохожде- кия переднего конца проката фотодатчика 6через регистр 13 вводится во второй преобразователь 14 Код -Частота код, соответствующий числу d - -гр-х. После Nl ввода этого числа на вьтходе второго преобразователя 14 Код - Частота получается частота, соответствующая выражению (2), которая поступает на вход следящей системы привода 2 летучих нождац. 1. Корректировка частоты, поступающей на вход следящей системы, производится после каждой отрезаемой длины, что позволяет корректировать цену деления датчика импульсов в процессе порезки и тем самым увеличить точность отрезания заданных длин. Формула изобретения , Устройство, управления летучими ножницами, содержащее следящую сисгему привода, датчик импульсов, соединенный с валками последней клети, два фотодатчика, установленных за летучими ножницамк по направлению движения проката, и ключ, соединенный с фотодатчиками и с датчиком имйульсов, отличающееся тем, .что, с целью повышения точности отрезаемых длин, оно снабжено задатчиком кода, первым преобразователем Код - Частота, соединенным с задатчиком кода и с ключом, вычитающим счетчиком, задатчиком числа, ш.ифратором, соединенным с задатчиком числа, с вычитающим счетчиком и с первым по направлению движения проката фотодатчиком, регистром, соештенным с вычи1ающим счетчиком и со вторым фотодатчиком, и вторым преобразователем Код Частота, соединенным с датчиком импульсов, с регистром и со следящей системой привода..
Источники информации, принятые во внимание при экспертизе
1., Авторское свидетельство СССР № 546439, кл. В 23t) 25/16, 1976 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучими ножницами | 1983 |
|
SU1159733A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1974 |
|
SU546439A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1299717A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |
| Устройство для управления летучими ножницами | 1976 |
|
SU733888A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1232395A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Устройство для подачи команды на пуск летучих ножниц | 1976 |
|
SU664767A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Устройство для управления летучими ножницами,работающими в режиме непрерывного вращения | 1983 |
|
SU1107970A1 |
