внутренней сварки выполнена в виде двух роликоопор с одним приводом вращения, установленных на выступах рамы линии сборки и наружной сварки. 1159 750 5. Комплекс по-п. 1, о т л и ч а ю щ и и с я тем, что перегружатели выполнены в виде шагового транспортера и соединены с рамой линии сборки и наружной сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЗА ТРУБОСВАРОЧНАЯ | 2015 |
|
RU2629412C2 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
| Способ сборки под сварку труб в плети и устройство для его осуществления | 1979 |
|
SU867582A1 |
| ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ СТЫКОВ ТРУБ | 2005 |
|
RU2298129C1 |
| Трубомонтажная линия и трубонакопитель трубомонтажного комплекса | 1990 |
|
SU1820128A1 |
| Поточная линия для сборки и сварки труб в плети | 1986 |
|
SU1518107A1 |
| ПОЛЕВАЯ МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ СВАРКИ ТРУБНЫХ УЗЛОВ И НЕСТАНДАРТНОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2433897C2 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| СВАРКИ ТРУБ В СЕКЦИИ ТРУБОПРОВОДА | 1972 |
|
SU348338A1 |
1. ТРУБОСВАРОЧНЫЙ КОМПЛЕКС, содержащий питатель с позициями для размещения одиночных труб, шаговым приводом и рычагами, линию обработки .торцов с. постами обработки торцов, линию сборки и наружной.сварки с центраторами и постом сборки и наружной сварки, линию внутренней сварки, перегружатели, о т л и ющ и и с я тем, что, с целью повьниения производительности и безопасное- :ти труда при одновременном упрощении конструкции и снижения ее металлоемкости, питатель с позициями для разьйщёния одиночных труб, шаговым приводом и рычагами размещен симметрично относительно линии сборки и наружной сварки, линия обработки торцов с постами обработки торцов, установленными по торцам линии, разделена на две части, размещена на третьей и четвертой позициях питателя, при отсчете их от линии сборки и наружной сварки центраторы установлены со стороны одного торца линии сборки и наружной сварки, пост сборки и наружной сварки размещен над питателем и линией сборки и наружной сварки, линия внутренней сварки размещена пapaJIлeльнo линии сборки и наружной сварки на расстоянии, равном шагу перегружателей,, а перегружатели установлены по торцам свароч- .ных линий с возможностью одновременной Перегрузки трехтрубных секций на двух сварочных линиях. 2.Комплекс по п. 1, о т л ич а ю щ и и с я тем, что шаговый привод питателя снабжен дополнительными гидроцилиндрами, трехосныкш опорами и направлянхцими ролшсами, при этом рычаги питателя соединены (Л с пгаговым приводом питателя при помощи введен1&1х дополнительных гидроцилиндров и установлен на трехосные опорыj каждая из которых закреплена одной осью на питателе с возможностью поворота вокруг этой оси другой осью соединена с шаговым приводом, Сл установленным на питателе, а на СО третьей оси закреплен направляющий vl ролик, между ребордами которого улоСД жен рычаг, 3.Комплекс, по п. 1, о т л ич а ю щ и и с я тем, что пост сборки и наружной сварки установлёи над питателем и линией сборки и наружной сварки консольно на двух опорах, соединенных с рамой линии сборки и наружной сварки, а над двумя проемами, выполненными в дне поста, подвешены сварочные головки с возможностью перемещения в вертикальной и горизонтальной плоскостях. 4.Комплекс по п. 1j о т л ичающийся тем, что линия
1
Изобретение отнесится к оборудованию для сборки и сварки магистральных трубопроводов, в частности, к комплексам для сборки и сварки трехтрубных.секций при работе в полевых условиях на строительстве магистральных трубопроводов.
Цель изобретения - повышение производительности трубосварочного . комплекса при изготовлении трехтрубных секций в полевых условиях, необходимых для ускорения монтажа магистральных трубопроводов, а также улучшение условий и безопасности труда -персонала, обслуживающего трубосварочный комплекс. Кроме того, целью изобретения является снижение металлоемкости и упрощение конструкции трубосварочного комплекса.
Поставленная цель достигается за счет рационального размещения оборудования, позволяющего выполнять сварку одиночных труб в-трехтрубные секции без лищних перемещений усовершенствованными механизмами. Безопасность труда персонала обеспечивается за счет того, что люди во время работы не находятся в зоне передвижения труб и секций, а вне этой зоны. Сварщики находятся внутри поста сборки и наружной сварки, размещенного над питателем и линией сборки и наружной сварки, и не могут быть травмированы перемещаемыми трубамиi
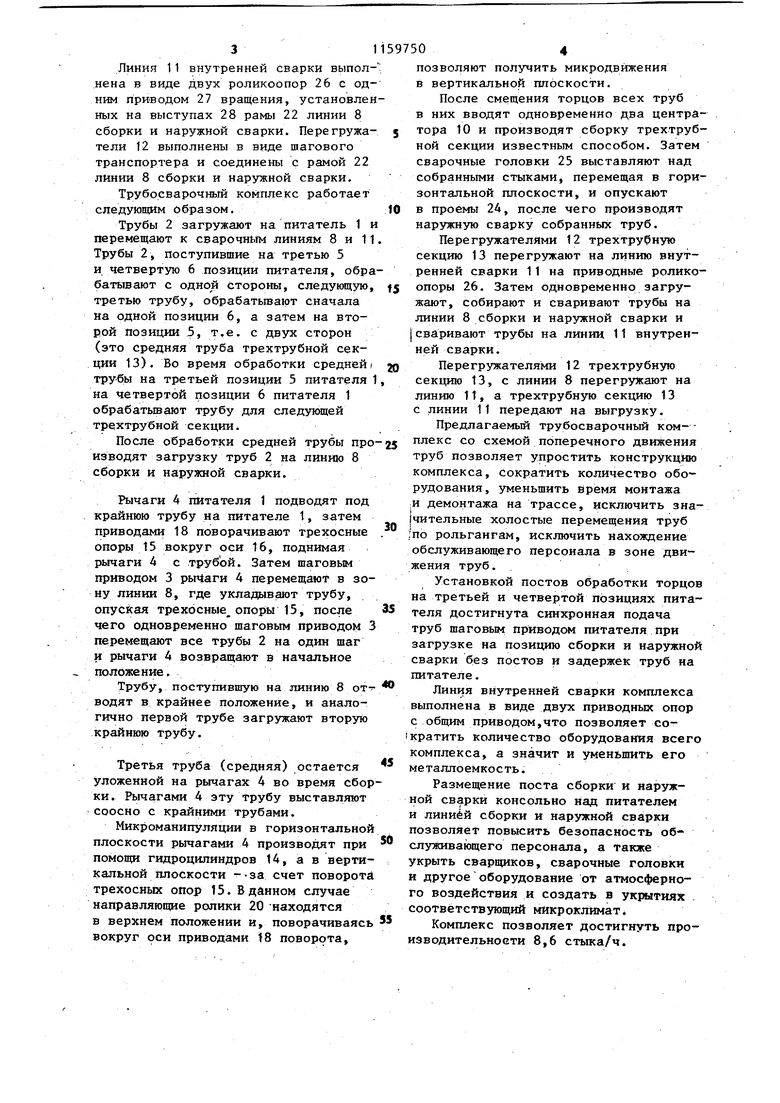
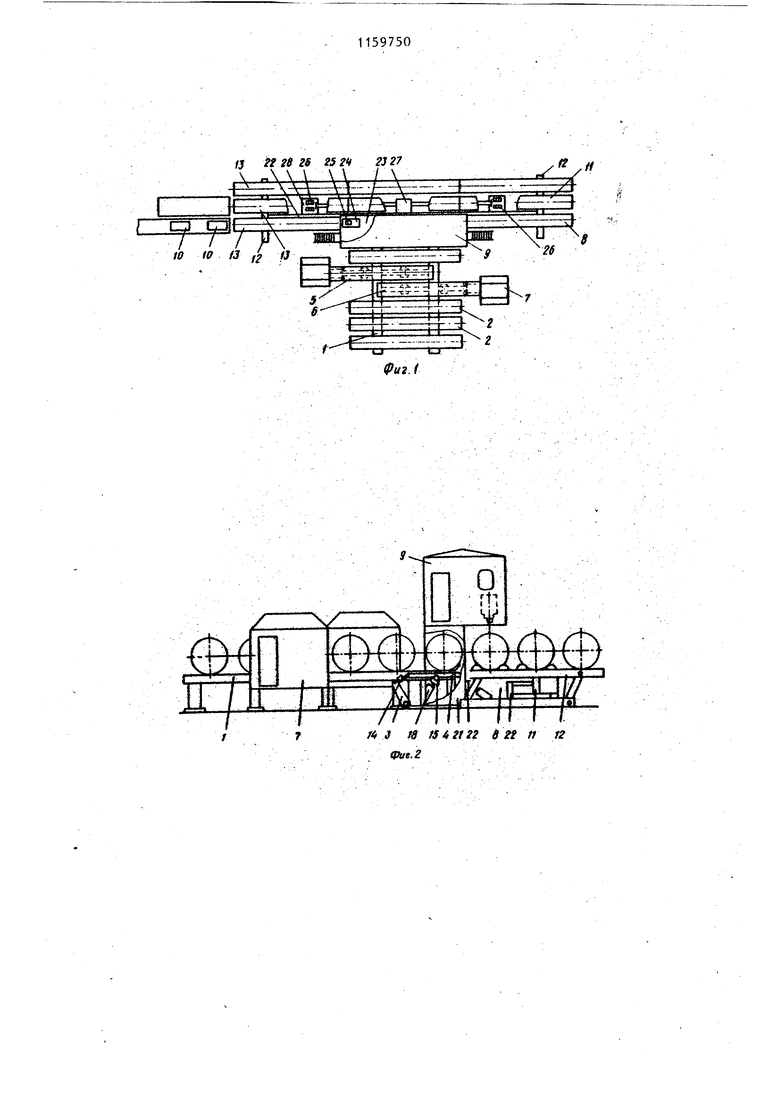
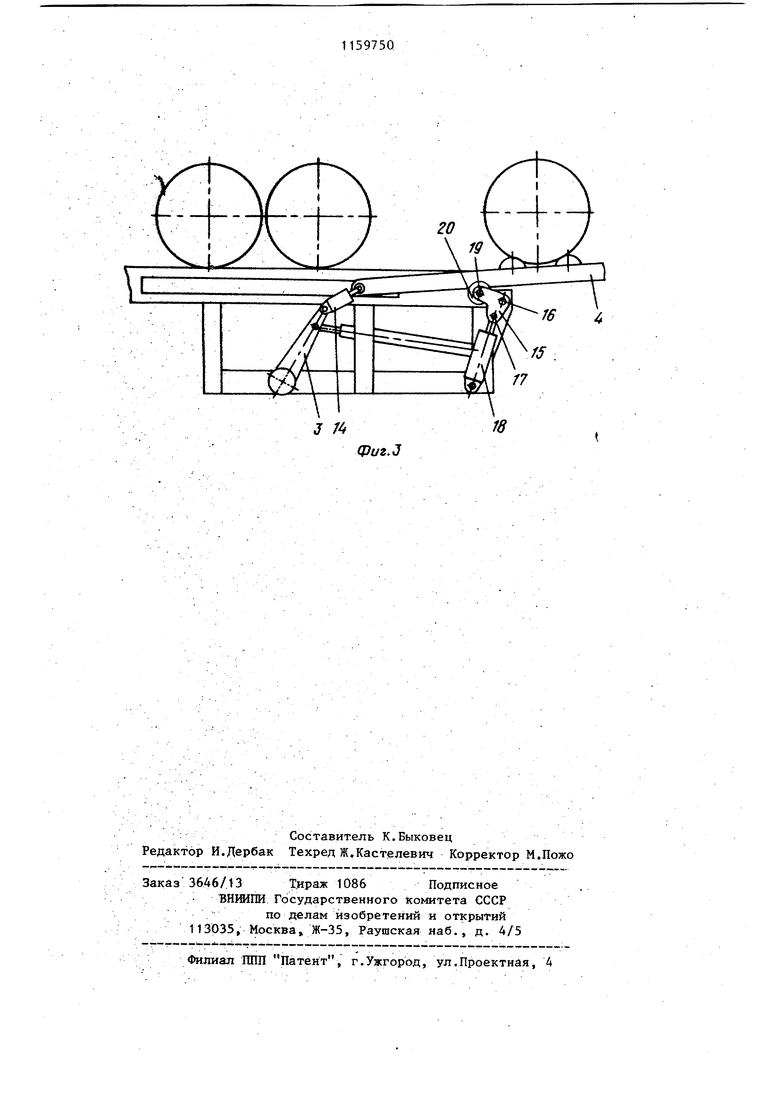
На фиг. 1 изображен трубосварочный комплекс, вид сверху; на фиг.2 то же, вид сбоку; на фиг. 3 - рычаги питателя в выдвинутом положении.
Трубосварочный комплекс содержит питатель 1 с позициями размещения оданочных труб 2,- расположенных на расстоянии, кратном шагу шагового привода 3 питателя 1, при отсчете позиций размещения одиночных труб 2 от конца питателя 1, рычагами 4 пита- теля 1 (фиг. 2 и 3), линию обработки торцов, размещенную на третьей 5 и четвертой 6 позициях питателя 1, с двух сторон которой установлены 5 посты обработки торцов 7, линию 8 сборки и наружной сварки с расположенным над ней и питателем 1 постом 9 сборки и наружной сварки, центраторы 10, размещенные с одного торца
to линии сборки и наружной сварки 8, линию It внутренней сварки и перегружатели 12. Питатель 1 установлен симметрично линии 8 сборки и наружной сварки, линия 11 внутренней
15 сварки сдвинута на один шаг перегружателей 12 по ходу движения трехтрубных «секций 13, при этом перегружатели 12 установлены по торцам сварочных линий 8 и 1i с возможностью одновременной перегрузки трехтрубных секций 13 на двух сварочных линиях 8 и 11.
Рычаги 4 (фиг. 2 и 3) соединены с шаговым приводом 3 посредством 5, дополнительных гидроцилиндров 14 и установлены на трехосные опоры 15, каждая из которых закреплена осью 16 на питателе 1 с возможностью роворота относительно нее, а осью 17 соединена с приводом 18 поворота, установленньм на питателе 1, а на оси 19 закреплен направлякяций рЪлик 20, между ребордами которого уложен рычаг 4,
Кроме того, пост сборки и наружной сварки 9 размещен над питателем 1 и линией 8 сборки и наружной сварки консольно на двух опорах 21, соединенных с рамрй 22 линии 8 сбррки и наружной сварки, а в дне 23 паста 9 сборки и наружной еварки наД зоной размещения собираемых стыков выполнены проемы 24, над которыми подвешены сварочные Головки 25 с возмояшостью перемещения в вертикальной и горизонтальной плоскостях. 3 Линия 11 внутренней сварки выполнена в виде двух роликоопор 26 с одним приводом 27 вращения, установлен ных на выступах 28 рамы 22 линии 8 сборки и наружной сварки. Перегружатели 12 выполнены в виде шагового транспортера и соединены с рамой 22 линии В сборки и наружной сварки. Трубосварочный комплекс работает следующим образом. Трубы 2 загружают на питатель 1 и перемещают к сварочным линиям 8 и 11 Трубы 2, поступившие на третью 5 и четвертую 6 позиции питателя, обра батывают с одной стороны, следующую, третью трубу, обрабатьгоают сначала на одной позиции 6, а затем на второй позиции 5, т.е. с двух сторон (это средняя труба трехтрубной секции 13). Во время обработки средней трубы на третьей позиции 5 питателя на четвертой позиции 6 питателя 1 обрабатьшают трубу для следующей трехтрубной секции. После обработки средней трубы про изводят загрузку труб 2 на линию 8 сборки и наружной сварки. Рычаги 4 питателя 1 подводят под крайнюю трубу на питателе 1, затем приводами 18 поворачивают трехосные опоры 15 вокруг оси 16, поднимая рычаги 4 с трубой. Затем шаговым приводом 3 рычаги 4 перемещают в зону линии 8, где укладывают трубу, опуская трехосные опоры 15, после чего одновременно шаговым приводом перемещают все трубы 2 на один шаг и рычаги 4 возвращают в начальное положение. Трубу, поступившую на линию 8 от водят в крайнее положение, и аналогично первой трубе загружают вторую крайнюю трубу. Третья труба (средняя) остается уложенной на рычагах 4 во время сбор ки. Рычагами 4 эту трубу выставляют соосно с крайними трубами. Микроманипуляции в горизонтальной плоскости рычагами 4 производят при помощи гидроцнпиндров 14, а в вертикальной 1гпоскости --за счет поворота трехосных опор 15. В данном случае направляюпще ролики 20 находятся в верхнем положении и, поворачиваясь вокруг оси приводами 18 поворота. 504 позволяют получить микродвйжения в вертикальной плоскости. После смещения торцов всех труб в них вводят одновременно два центратора 10 и производят сборку трехтрубной секции известным способом. Затем сварочные головки 25 выставляют над собранными стыками, перемещая в горизонтальной плоскости, и опускают в проемы 24, после чего производят наружную сварку собранных труб. Перегружателями 12 трехтрубную секцию 13 перегружают на линию внутренней сварки 11 на приводные роликоопоры 26. Затем одновременно загружают, собирают и сваривают трубы на линии 8 сборки и наружной сварки и jсваривают трубы на линии 11 внутренней сварки. Перегружателями 12 трехтрубную секцию 13, с линии 8 перегружают на линию 11, а трехтрубную секцию 13 с линии 11 передают на выгрузку. Предлагаемый трубосварочный ком-плекс со схемой поперечного движения труб позволяет упростить конструкцию комплекса, сократить количество оборудования, уменьшить бремя монтажа и демонтажа на трассе, исключить значительные холостые перемещения труб по рольгангам, исключить нахождение обслуживающего персонала в зоне движения труб. Установкой постов обработки торцов на третьей и четвертой позициях питателя достигнута синхронная подача труб шаговым приводом питателя при загрузке на позицию сборки и наружной сварки без постов и задержек труб на питателе. Линия внутренней сварки комплекса выполнена в виде двух приводных опор с общим приводом,что позволяет сократить количество оборудования всего комплекса, а значит и уменьшить его металлоемкость. Размещение поста сборки и наружной сварки консольно над питателем и линией сборки и наружной сварки позволяет повысить безопасность обслуживающего персонала, а также укрыть сварщиков, сварочные головки и другое оборудование от атмосферного воздействия и создать в укрытиях соответствующий микроклимат Комплекс позволяет достигнуть производительности 8,6 стыка/ч.
13 К г6 гв 1524 2327
„ л л I
ЛЛ±г± г.
Ь:;::,- Afs- а g
г-гттх
10 W 13 /2 f
к
н
.
V- .. -1
,
гд
.r::j.J-r7 -:i-.:.-: :: у
Мш
.
л J /J fs 42122 6 гг п к
Pve.2
| Способ сборки под сварку труб в плети и устройство для его осуществления | 1979 |
|
SU867582A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Березин В.Л., Суворов А.Ф Сварка трубопроводов и конструкций | |||
| М., Недра, 1983, с | |||
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
