Изобретение относится к обработке металлов давлением, в частности к способам ковки поковок типа валов.
Цель изобретения - улучшение качества поковки путем проработки центральной зоны слитка.
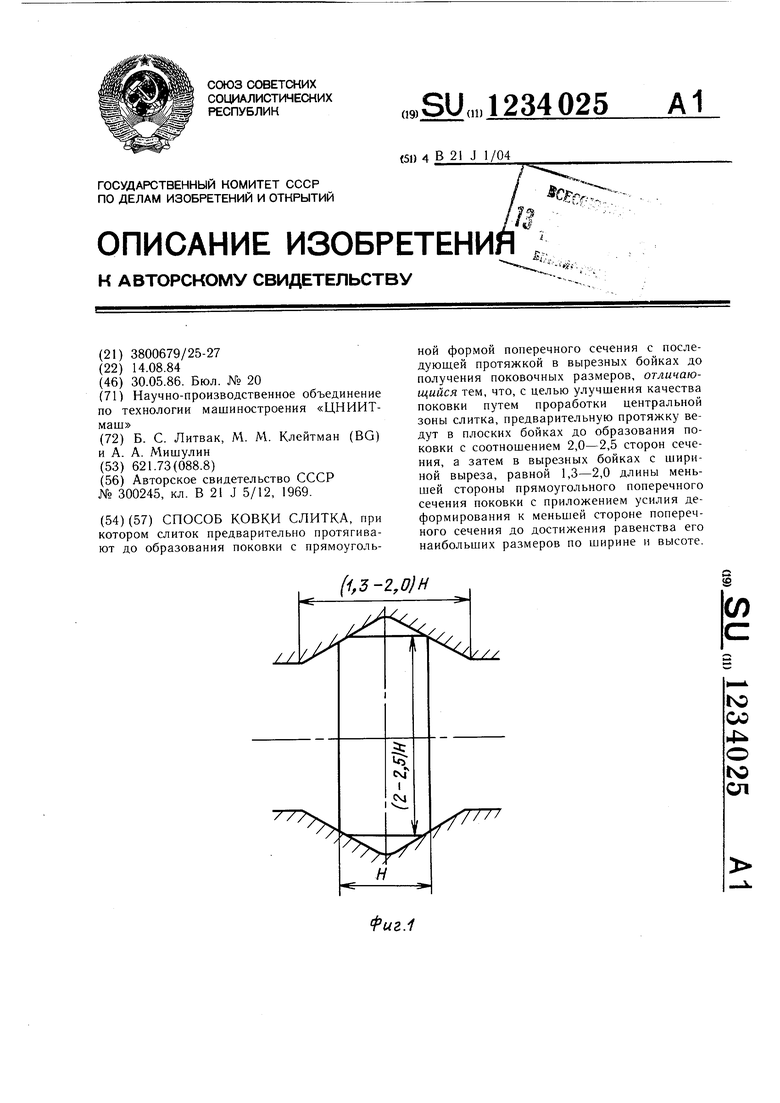
На фиг. 1 показан слиток с прямоугольной формой поперечного сечения; на фиг. 2 - поковка после протяжки в вырезных бойках.
Способ осуществляют следующим образом.
Из прибыльной части слитка оттягивают цапфу, биллетируют слиток и протягивают его в плоских бойках до получения заготовки с соотнощением 2,0-2,5 размеров поперечного сечения.
Затем осуществляют обжатие в вырезных бойках с углом выреза 90-135° и щи- риной выреза 1,3-2,0 длины меньшей стороны поперечного сечения заготовки. Осуществляют при обжатии уменьшение большей стороны до тех пор, пока максимальный вертикальный размер не станет равным максимальному горизонтальному размеру. Полученную поковку протягивают на круг.
Пример. Из слитка весом 69 т, длиной 3300 мм и максимальным диаметром 1700 мм
из стали Ст. 3 изготовили вал диаметром 900 мм.
Из прибыли отковали цапфу диаметром 820 мм. Проковали слиток на биллет диа- метром 1600 мм, который протягивали в плоских бойках до получения прямоугольного поперечного сечения шириной 1800 мм и высотой 850 мм. Заготовку в виде прямоугольной пластины устанавливали в вырезных бойках с углом выреза 120° и об0 жимали, уменьшая большую сторону до получения заготовки с равными максимальными размерами по ширине и высоте, т. е. до размеров с вписанным диаметром 1000 мм. Последующую протяжку осуществляли в вырезных бойках до поковочных размеров диаметра вала 900 мм.
При использовании предлагаемого способа ковки наиболее интенсивная проработка осевой дефектной зоны происходит при обжатии в вырезных бойках поковки с со0 отнощением 2,0-2,5 сторон в поперечном сечении. При обжатии более 5% в области заготовки, прилегающей к вырезным бокам, образуется жесткая зона длиной 0,6- 0,8 длины меньшей стороны. В связи с этим преимущественно деформируется осевая
5 дефектная зона слитка, что приводит к лучщей ее проработке.
5
Фиг. 2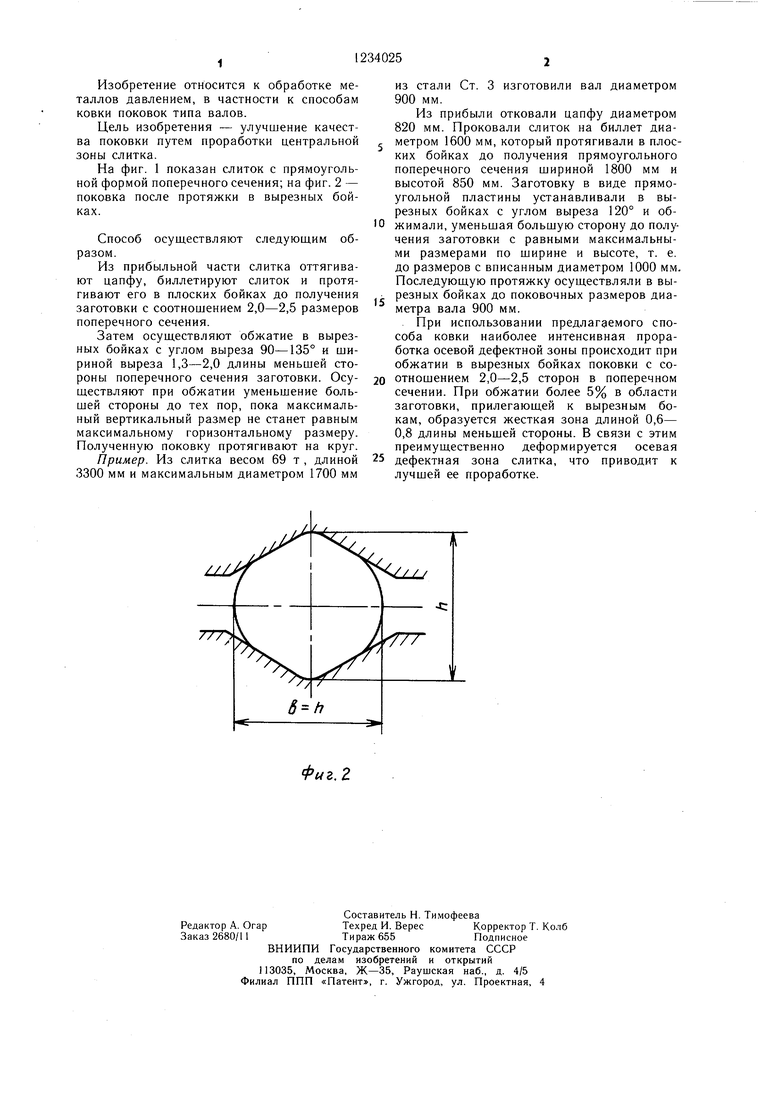
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки плит | 1984 |
|
SU1247145A1 |
| Способ изготовления валов | 1983 |
|
SU1207604A1 |
| Способ ковки цилиндрических поковок | 1985 |
|
SU1291265A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| Способ ковки слитка | 1975 |
|
SU582879A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ протяжки крупных слитков | 1985 |
|
SU1409393A1 |
| Способ ковки слитка | 1985 |
|
SU1379003A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| СПОСОБ ГОРЯЧЕЙ ДЕФОРМАЦИИ ЗАГОТОВКИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 0 |
|
SU300245A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
