(54) СПОСОБ ОБРАБОТКИ ПЛОСКОСТНЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки плоскостных деталей на станках с программным управлением | 1983 |
|
SU1161277A1 |
| Способ обработки плоскости | 1983 |
|
SU1139576A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ обработки плоскостных деталей | 1980 |
|
SU965630A1 |
| Способ фрезерования ребер деталей | 1985 |
|
SU1227372A1 |
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |
| Способ составления программ при механической обработке плоскостных деталей | 1979 |
|
SU876328A1 |
| Способ обработки плоскостных деталей на станках с программным управлением | 1982 |
|
SU1060348A1 |
| Способ обработки плоскостей | 1977 |
|
SU733877A1 |
| Способ врезания фрезы | 1987 |
|
SU1437162A1 |
Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании плоскостных деталей преимущественно на станках с программным управлением концевыми фрезами с центровым отверстием на торце режущей части.
Известны способы обработки плоскостных деталей на станках с программным управлением, при котором обработку ведут концевой фрезой, которой сообщают врезание в удаляемый слой со стороны обрабатываемой плоскости 1 .
При этом способе обработки врезание осуществляют продольной и осевой подачей фрезы, как по пилообразной или винтовой к линии, так и эквидистантной ,к контуру с углом наклона к плоскости стола станка З-В, который обеспечивает резание зубьями на торце фрезы, не забивая центрового отверстия.
Недостатком известного способа является низкая производительность. обработки из-за длительного врезания .
.1ель изобретения - повышение произподител 1иосгги .
Цель достигается тем, что согла но способу обработки плоскостных деталей, фрезу перед началом обработки разворачивают на угол относительнр обрабатываемой.плоскости, а затем осуществляют врезание фрезы в удаляемый слой, сообщая ей подорот в плоскости, проходящей через ось ее вращения, перемещая торец по
10 дуге окружности с радиусом, равньм расстоянию от центра поворота дообра батьшаемой плоскос- и.
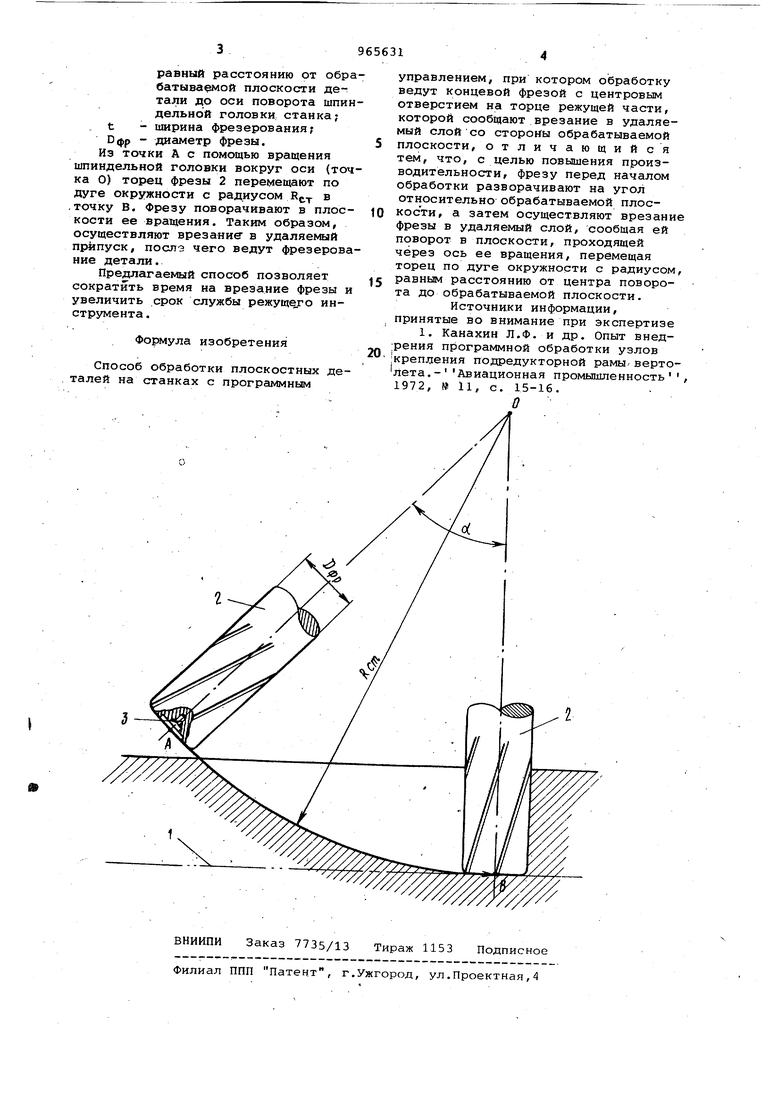
На чертеже представлена схема обработки согласно предлагаемому
15 способу.
Согласно предлагаемому способу механическую обработку детали начинают врезанием в припуск со стороны обрабатываемой плоскости 1. Перед
20 обработкой концевую фрезу 2 с центровым отверстием 3 на торце режущей части нак.роняют к плоскости 1 детали на угол, который определяют по
R t- формуле 2
25
o -arcccftj ,
где oL - угол наклона фрезы к
плоскости детали;
радиус дуги окружности,
R
с-т
30 по которой ведут врезание.
