По основному авт. св. № 222847 известна автоматическая линия бесспутникового типа, содержащая агрегатные станки, порталы для подъемно-зажимных приспособлений и транспортное устройство. Подъемно-зажимные приспособления смонтированы на основаниях под порталами, что приводит к нагружению последних усилиями зажима заготовок и ухудшает условия обслуживания линии.
Предложенная линия отличается от известной тем, что ее подъемно-зажимные приспособления смонтированы па порталах и снабжены самоустапавливающимися качалками с закрепленными на них базирующими призмами и расположенными под заготовками. Это разгружает стойки порталов от усилий зажима заготовок и улучшает условия обслуживания липни.
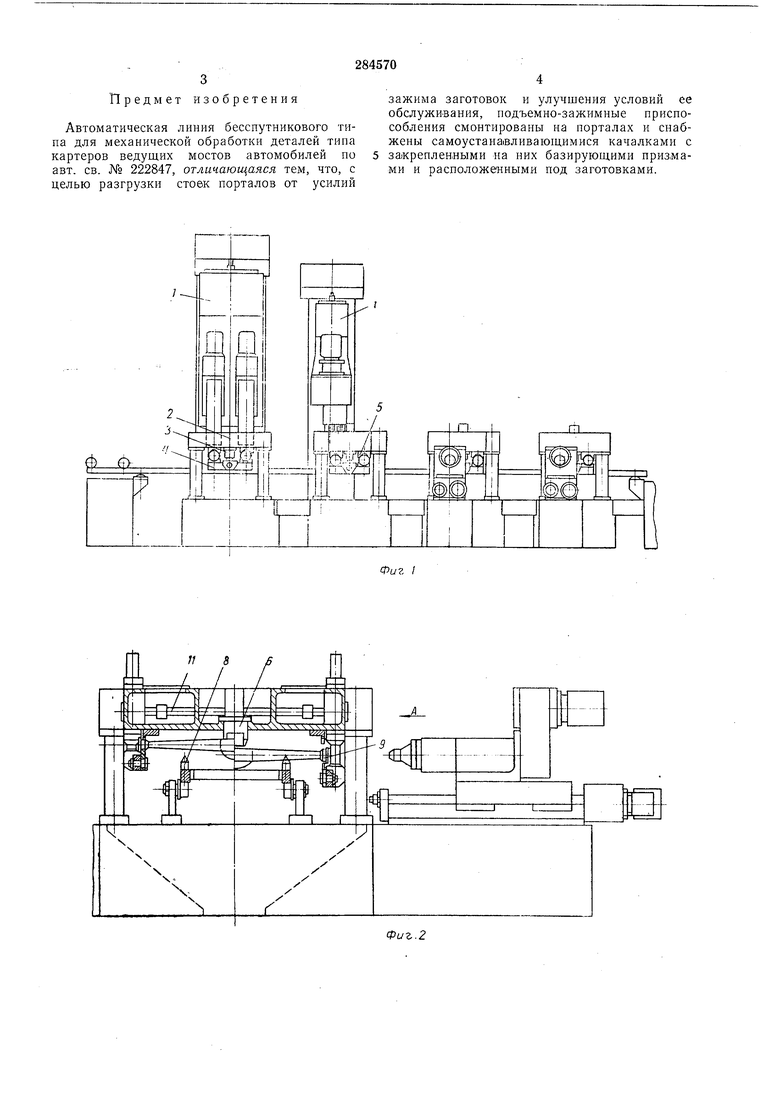
На фиг. 1 изображена предлагаемая линия; на фиг. 2 - установка нодъемно-зажимпых приспособлений па норталах; на фиг. 3 - схема подъемно-зажимных нриспособлений.
Автоматическая линия содержит агрегатные станки 1, связанные между собой шаговым транспортером. На среднем основании каждого агрегатного станка на четырех стойках установлен портал, на котором расположены подъемно-зал имные приспособления.
имеющие тяги 3 и качалки 4, базовые
призмы 5 и центрирующая головка 6.
Шаги 7 транспортера размещены под порталами станков автоматической ли;нии и предназначены для передачи заготовок картеров задних мостов от станка к станку. Штыри 8, неподвижно закрепленные на штангах, расноложены попарно на расстоянии, равном
щагу транспортера, и удерживают от смещения и разворота заготовки 9 картеров. Заготовки загружаются на штанги транспортера. После этого транспортер совершает ход па один шаг, и заготовки попадают под порталы
станков.
Для подъема и зажима заготовок 9 гидроцилиндр 10 зажимного приспособлення перемещает тяги, сблокированные между собой валом 1. На тягах закреплены качалкп, которые при движении тяг вверх снимают заготовки со штанг транспортера и предварительпо досылают их к базовым прпзмам. После этого происходит центрирование заготовок при помощи центрирующих . головок. Затем
происходит окончательный зажим заготовок. Пока новая заготовка загружается, на агрегатных станках идет обработка. Затем в обратном порядке обработанные на станках заготовки опускаются на щтанги транспортера Предмет изобретения Автоматическая лииия бесспутникового типа для механической обработки деталей типа картеров ведущих мостов автомобилей по авт. св. № 222847, отличающаяся тем, что, с целью разгрузки стоек порталов от усилий зажима заготовок и улучшения условий ее обслуживания, подъемно-зажимные приснособления смонтированы на порталах и снабжены самоустанавливающимися качалками с закрепленными па них базирующими иризмами и расположенными под заготовками,