(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ БЕССПУТНИКОВОГО ТИПА
ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА
КАРТЕРОВ ВЕДУЩИХ МОСТОВ АВТОМОБИЛЕЙ
1
Изобретение относится к станко- строению, в частности к автоматическим линиям бесппутникового типа для механической обработки деталей типа картеров ведущих мостов автомобилей.
По основному авт.св. О 222847 известна автоматическая линия бесспутникового типа для механической обработки деталей типа картеров ведущих мостов авто1лэбилей, состоящая из агрегатных стайков, имеющих зажимные приспособления, расположённые на порталах, и транспортного устройства.
Недостатком известной автоматической линии является то, что об работка картеров одинаковой длины, но с различным расположением банд«о относительно концевых фланцев,. ведет к переналадке линии для обеспечения возможности обработки концевых фланцев и банджо. Это вызывает простой линии и необходимость обра-ботки картеров партиями.
Цель изобретения - расширение технологических возможностей путем обеспечения возможности обработки, без переналадки линии, концевых фланцев и банджо картеров одинаковой длины.
но с различным расположением банджо относительно концевых фланцев.
Эта цель достигается тем, что за жимные приспособления станков снабжены двумя ползунами, расположенными один напротив другого и кинемати-. чески связанными с приводом зажимнот го приспособления, а к каждому ползуну прикреплена тяга с зацепом,
10 контактирующим с фланцем детали,причем на сгойках порталов станков для обработки концевых фланцев напротив,
1 торцов концевтлх фланцев транспортируемых деталей устанрвлены ограничитель15ные планки,а штанги транспортера в зоне станков для обработки банджо снабжены дополнительными упорами,ра.диально установленными относительно
колпака .банджо обрабатываемых деталей.
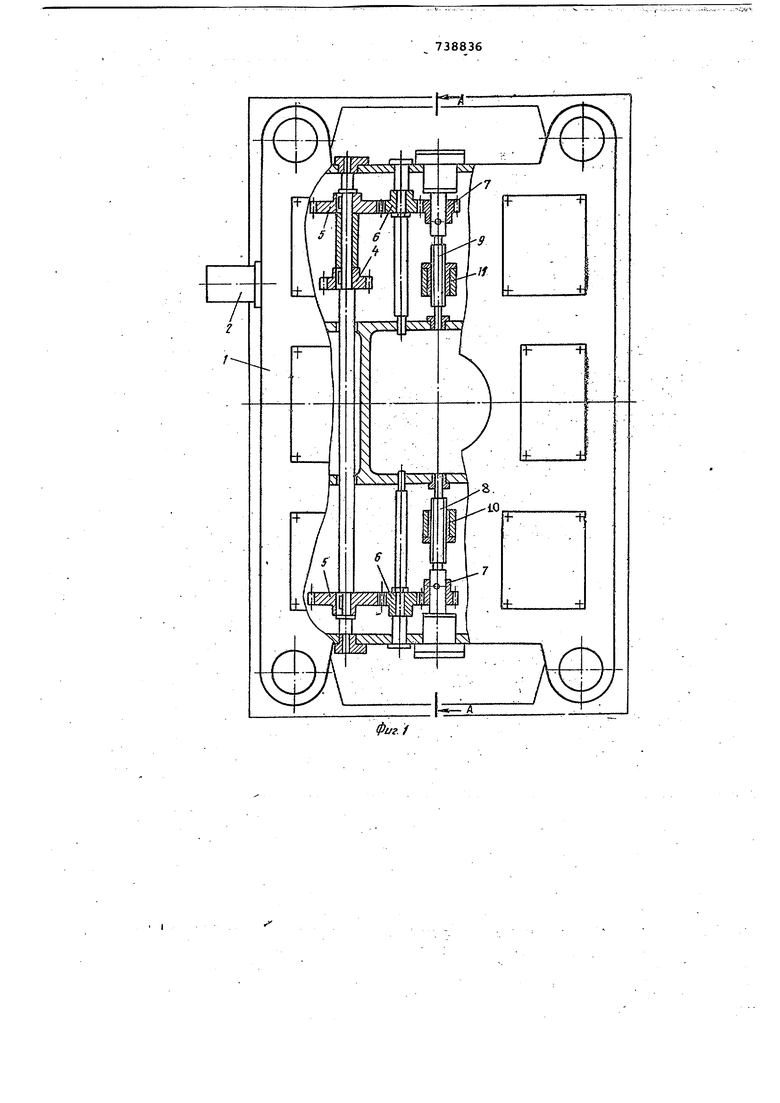
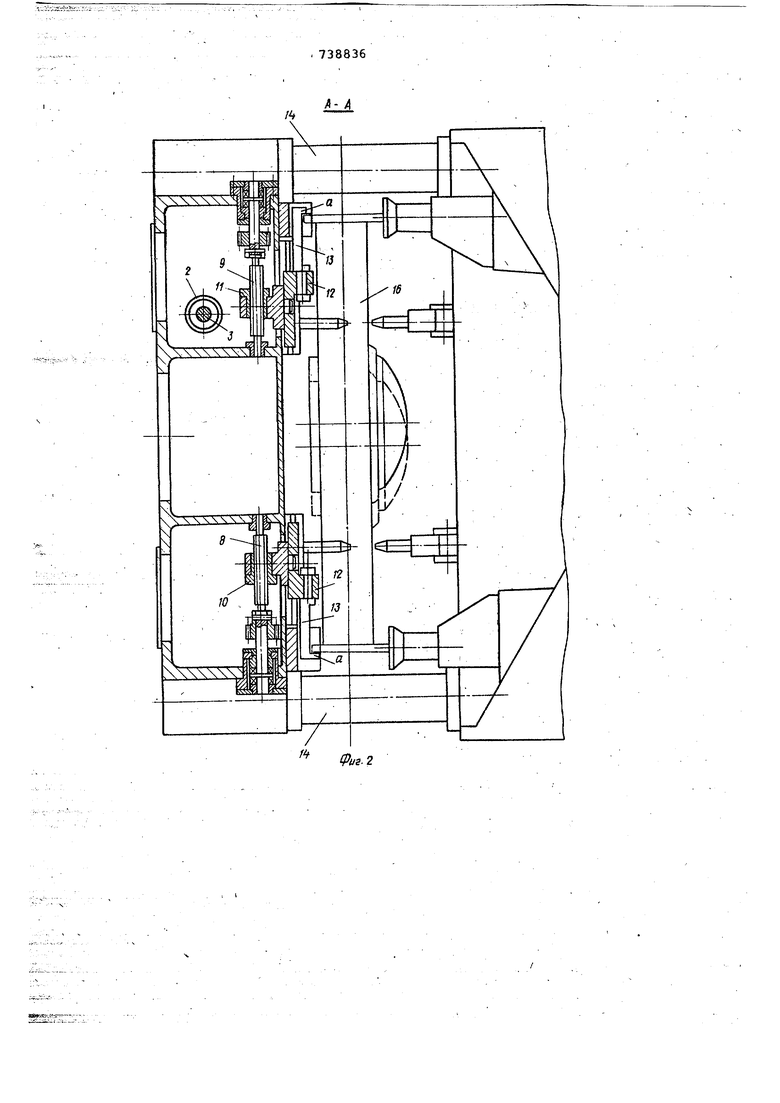
На фиг.1 изображен портал предлагаемой автоматической линии; на ФИГ..2 разрез. А-А фиг.If на.
25 фиг . 3 - схема транспортирования деталей в автоматической линии и размещения ограничительных планок иа порталах на фиг. 4 - схема разМэщения дополнительных упоров на
30 штангах.
Предлагаемая автоматическая линия состоит из агрегатных станков, соединённых между собой шаговым транспортером.
На среднем основании .каждого агрегатного станка расположен портал 1, на котором смонтирован механизм, состоящий из гидроцилинд1 а 2, рейки 3, кинематически связанной;;-черёз шестерни 4-7 с винтами 8 и 9, один из кот.орых с левой, другой - с правой резьбой, сопрягаемыми с гайками 10 и 11. Последние- связаны с д:вумя ползунами 12, к каждому из которых прикреплена тяга 13 с зацепом а. На стойках 14 порталов 1 установлены ограничительные плайки 15, расположенные напротив торцов фланцев транспортируемых деталей 16. Штанги l7 транспо тера снабжены дополнительными упорами 18, установленными по диa teтpy колпака банджо обрабатываемых деталей 16. .
Автоматическая линия работает следующим образов.
О.т закрепленного в портале 1 гидроцилиндра 2 через рейку 3 и шестерни 4-7 движение передается на винты 8 и 9 . Далее через гайки Ю и 11, ползуны 12 перемещаются две тяги 13 навстречу друг другу. При этом зацеп а одной .тяги 13 перемещает деталь 16 за фланец вдоль ее оси до упора со вторым фланцем в зацеп а другой тяги. .. Таким образом происходит перемещениё и расцентровка обрабатываемых деталей по концевым фланцам, после чего и фланцы обрабатывают.
При необходимости обработки средней части заднего моста (банджо) . необходимо центрировать деталь,.перемещая ее вдоль оси за отверстие банджо, ... .
. Агрегатные станки автоматической линии, предназначенные для обработки банджо, имеют порталы, конструкция которых аналогична конструкции
порталов для обработки концевйх флан цев. Разница-лишь в том, что тяги
13с зацепами а развернуты на 180° и зацепы тяг соприкасаются при центрировании детали с отверстием банджо.
При транспортировании обрабатываемых деталей на участке станков для обработки концевых фланцев, ограничение деталей от осевого смещения производится ограничительными планками 15, закрепленными на стайках
14порталов 1. ЕСЛИ же деталь транспортируется на участке станков для обработки банджо, то она ограничивается от осевого перемещения дополнительными упорами 18,. закрепленными на штангах 17 транспортера.
Формула изобретения
Автоматическая линия бесспутникового типа для механической обработки деталей типа картеров ведущих мостов автомобилей по авт.св. №222847, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения об- . работки концевых фланцев и банджо деталей с различным относительным их расположением, зажимные приспособления станков снабжены двумя ползунами, расположенными один напротив другого и кинематически связанными с приводом зажимного приспособления, и к каждому ползуну прик-.. реплена тяга, снабженная зацепом, контактирующим с фланцем детали, причем на стойках порталов станков для обработки.концевых фланцев напротив торцов концевых фланцев . транспортируемых деталей установлены ограничительные планки, а штанги транспоЕ тера в зоне станков для . обработки банджо снабжены дополнительными упорами радиально установленными относительно колпака банджо 5 обрабатываемых деталей.
/4
Фиг.З
ФцгЛ