Изобретение относится к производству формованных изделий из древесно-клеевых композиций и может быть использовано в в деревообрабатываюш,ей промышленности и промышленности строительных материаЛ0).
Цель изобрете 1ия - повышение эф(|эек- тивности способа.
На чертеже показано формованное изделие из древесно-клеевой композиции в процессе его изготовления согласно способу.
Изделие включает основание 1, перемычку 2, облицовочный материал 3.
Способ осуш,ествляют следующим образом.
В процессе прессования в заготовке формуют желобчатые перемычки, при этом величина впадины перемычки h превышает толщину изделия S.
После изготовления заготовку делят на изделия путем срезания перемычки в плоскости, параллельной основанию изделия.
Пример. Из древесно-клеевой композиции по ГОСТ 23419-79 насыпают ковер на по,здов, сверху укладывают облицовочный материал - бумажную пленку, пропитанную смолами, загружают в пресс на нижнюю полуформу, ковер удерживают с помощью верхней полуформы, а поддон извлекают. Прессование осуществляют при 160°С, давлении 80 (8 МПа) и технологической выдержке в прессе 3 мин при толщине наличника 6 м.м. Извлекают отпрессованный блок (наличники, соединенные перемычками), транспортируют на барабанный
10
шлифовальный станок, на котором сошлифо- вывают с нелицевой стороны перемычку до основания изделия. Получают готовый наличник, облицованный с одной стороны с текстурной пленкой. Причем площадка, получаемая Б результате срезания перемычки, находится на нелицевой пласти изделия.
Способ обеспечивает повышение эффективности, так как, во-первых, обеспечивает прессование цельного блока с п-ным количеством изделий, а настилка ковра не вызывает затруднений, во-вторых, прессуемь|е изделия и пресс-формы для их изготовления компактно располагаются на плите пресса, коэффициент использования рабочей поверх- J2 ности плиты пресса достигает 0,85-0,96. Кроме того, получаются облицованные изделия одновременно с прессованием, при этом достигается повышение производительности прессового оборудования по сравнению с известным.
Деление блоков на изделия производится не разрезанным циркулярными пилами (при этом очень трудно достичь высокой частоты поверхности реза), а шлифованием или строганием на рейс-мусе, причем на нелицевой пласти, после чего получается готовое изделие. Следовательно, после прессовая обработка производится за одну операцию, в то время, как по известному способу она вь полняется с помощью нескольких операций.
Экономический эффект составит 49 тыс.
20
25
30
руб. на 1 млн. погонных метров наличника щириной 54 мм.
руб. на 1 млн. погонных метров наличника щириной 54 мм.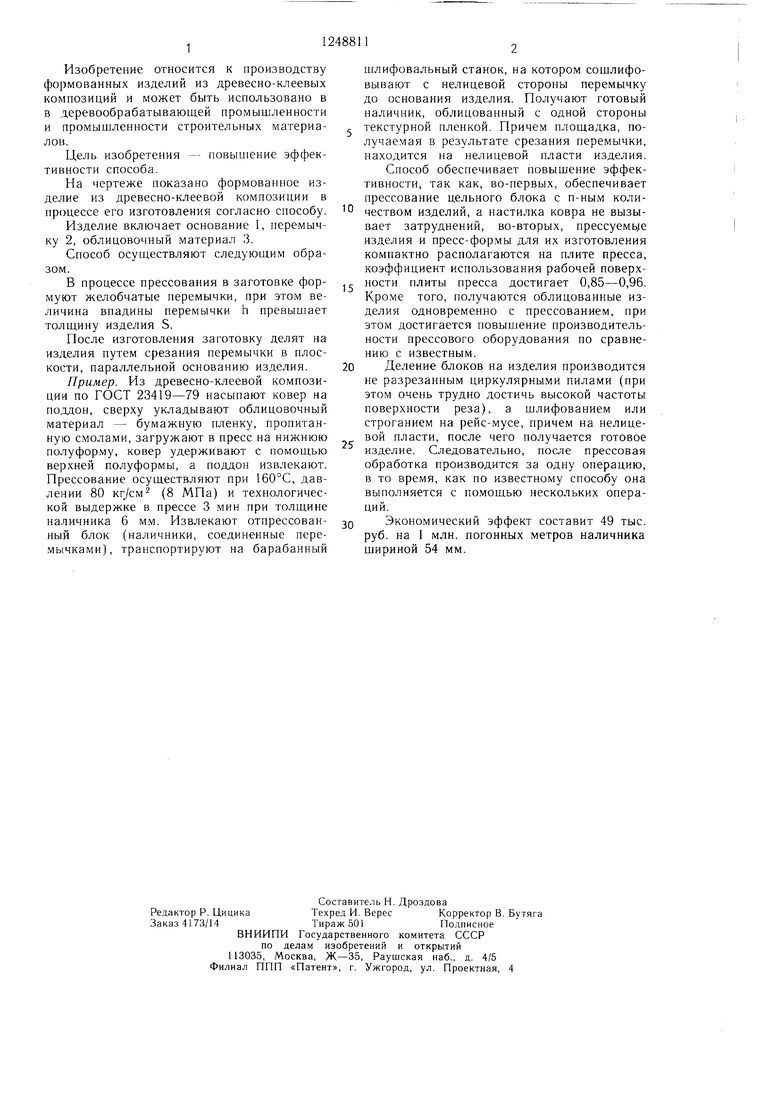
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления облицованных древесностружечных плит | 1991 |
|
SU1819215A3 |
| Устройство для изготовления профильных изделий из стружечно-клеевых масс | 1984 |
|
SU1186482A1 |
| Способ изготовления облицованных изделий в пресс-формах | 1990 |
|
SU1740162A1 |
| Способ изготовления профилированных формованных изделий | 1980 |
|
SU988577A1 |
| ПУСТОТЕЛАЯ ДВЕРЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ФОРМОВАННОЕ ОБЛИЦОВОЧНОЕ ПОКРЫТИЕ ДЛЯ ДВЕРИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ПРЕСС ДЛЯ ФОРМОВАНИЯ ФОРМОВАННОГО ОБЛИЦОВОЧНОГО ПОКРЫТИЯ ДЛЯ ДВЕРИ | 2003 |
|
RU2329366C2 |
| Устройство для изготовления изделий из древесно-клеевых композиций | 1981 |
|
SU1006271A1 |
| Способ изготовления облицованных изделий | 1976 |
|
SU571385A1 |
| Способ изготовления объемных формованных изделий коробообразной формы из древесной пресс-массы | 1982 |
|
SU1066835A1 |
| Установка для непрерывного изготовления стружечных плит | 1975 |
|
SU537848A1 |
| Способ изготовления облицованных древесно-стружечных плит | 1984 |
|
SU1353602A1 |

| Изготовление профильных плит и прессованных изделий | |||
| Обзорная информация, ВНИИПИЭИлеспром | |||
| М., 1982, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Инструмент для обработки отверстий | 1984 |
|
SU1255300A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
