1
Изобретение относится к деревообрабатывающей промышленности, в частности, к производству древесных плит.
Известны устройства для производства древесных строительных плит, включающие станину, конвейер, формирующие мащины наружных и внутренних слоев, подпрессовочный и горячий пресса и привод 1 и 2.
Недостатком известных устройств является то, что древесные плиты, изготовленное на них, обладают низкими звукоизоляционными свойствами.
Цель изобретения - изготовление плит с повыщенными звукоизоляционными свойствами.
Поставленная цель достигается тем, что конвейер дополнительно снабжен механизмом равномерной укладки гранулированного наполнителя, который выполнен в виде скребкового транспортера с расположенными над ним верхними и нижними лотками и установлен над конвейером между формирующими машинами внутренних слоев, причем нижний лоток выполнен перфорированным и снабжен подвижным перфорированным дном.
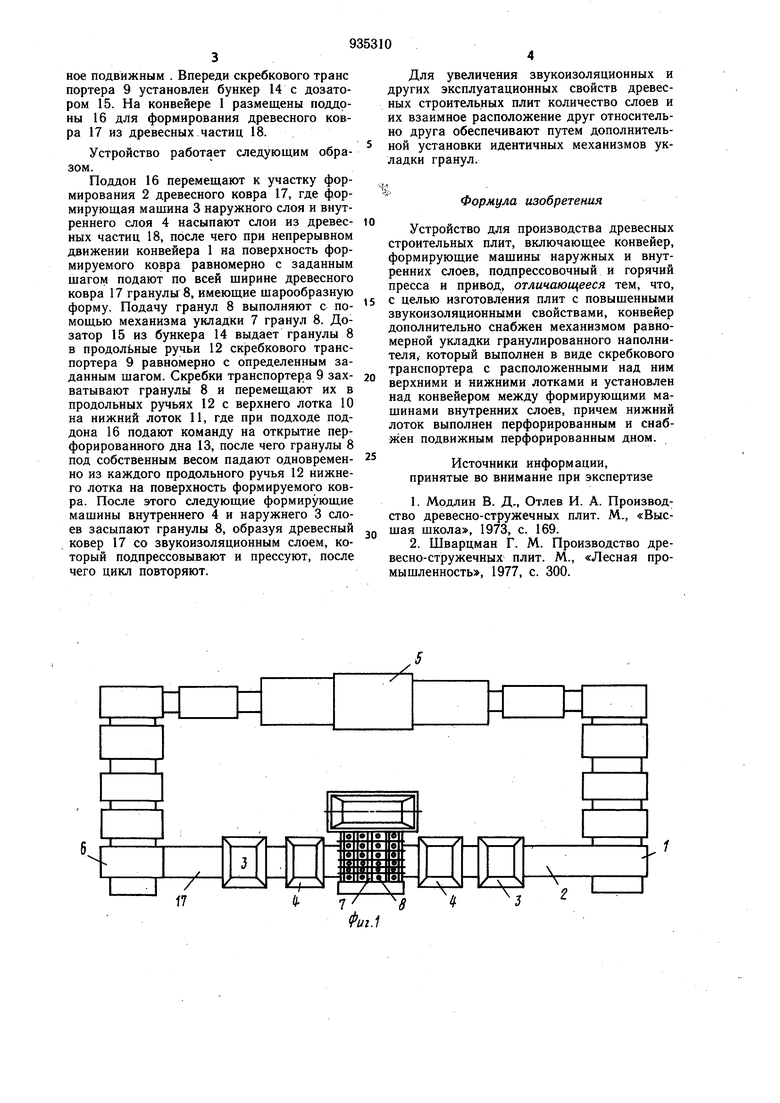
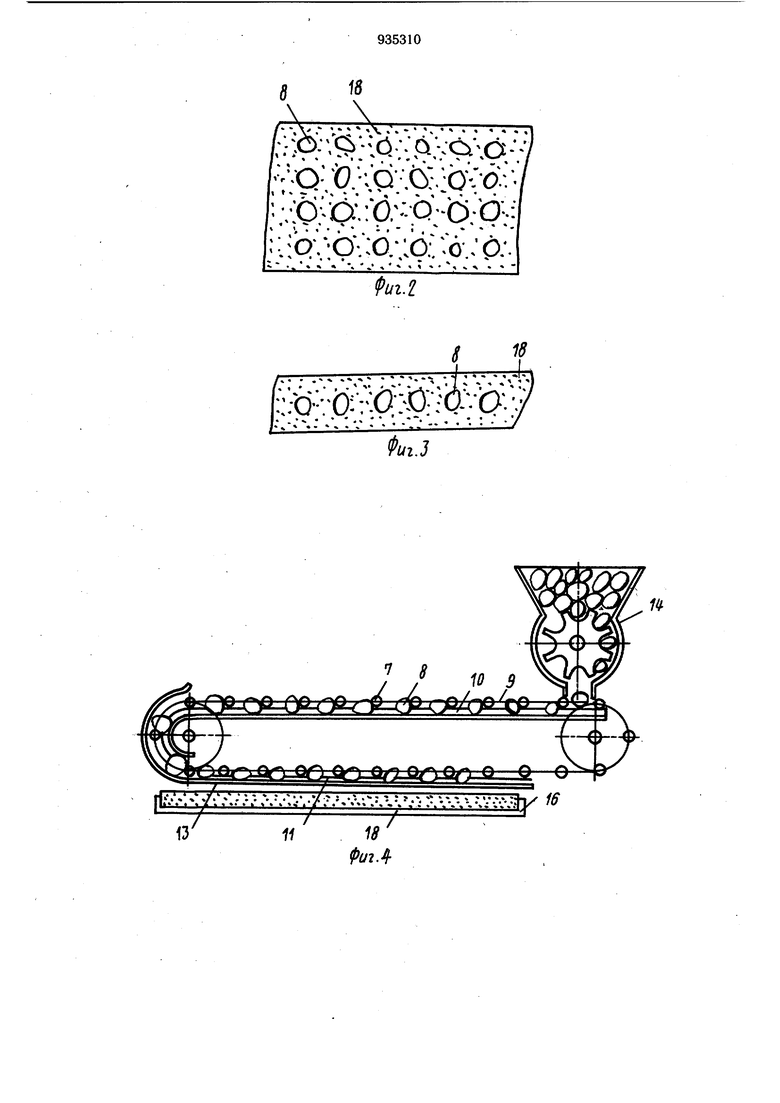
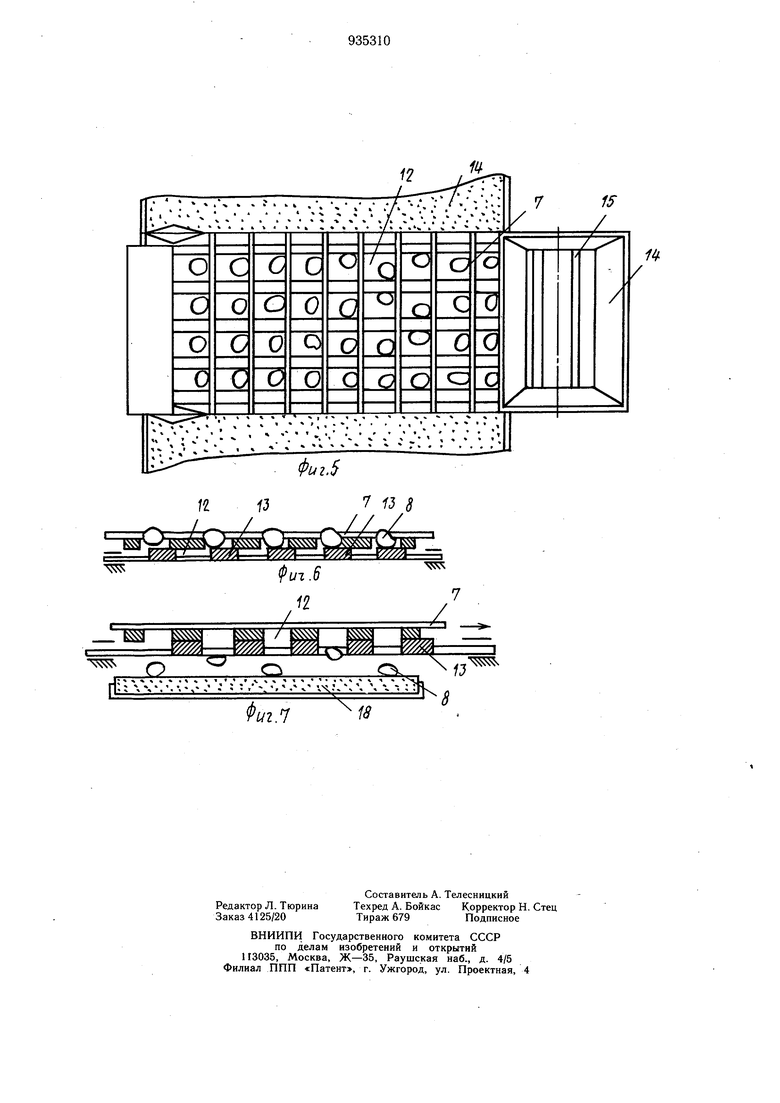
На фиг. 1 изображена схема устройства; на фиг. 2 - укладка гранул во внутрь плиты; на фиг. 3 - строение плит с уложенными внутрь гранулами; на фиг. 4 - взаимное расположение древесного ковра и механизма укладки гранул, вид спереди; на фиг. 5 - взаимное расположение древесного ковра и механизма укладки гранул, вид сверху; на фиг. 6 - расположение гранул- а продольных ручиях нижнего лотка при закрытом перфорированном дне; на фиг. 7 - укладка гранул во внутрь плиты из продольных ручьев нижнего лотка при открытом перфорированном дне.
Устройство для производства древесных строительных плит включает конвейер 1,
15 над участком формирования 2 которого смонтированы формирующие мащины наружных 3 и внутренних 4 слоев, горячий 5 и подпрессовочный б пресса. Над конвейером 1 между формирующими мащинами 4
20 внутренних слоев установлен механизм укладки 7 гранул 8, который выполнен в виде скребкового транспортера 9 с верхним 10 и нижним 11 лотками, имеющими продольные ручьи 12. При этом нижний лоток 11 имеет перфорированное дно 13, выполненHOC подвижным . Впереди скребкового транс портера 9 установлен бункер 14 с дозатором 15. На конвейере 1 размещены поддоны 16 для формирования древесного ковра 17 из древесных частиц 18.
Устройство работает следующим образом.
Поддон 16 перемещают к участку формирования 2 древесного ковра 17, где формирующая мащина 3 наружного слоя и внутреннего слоя 4 насыпают слои из древесных частиц 18, после чего прн непрерывном движении конвейера 1 на поверхность формируемого ковра равномерно с заданным щагом подают по всей щирине древесного ковра 17 гранулы 8, имеющие щарообразную форму. Подачу гранул 8 выполняют с помощью механизма укладки 7 гранул 8. Дозатор 15 из бункера 14 выдает гранулы 8 в продольные ручьи 12 скребкового транспортера 9 равномерно с определенным заданным шагом. Скребки транспортера 9 захватывают гранулы 8 и перемещают их в продольных ручьях 12 с верхнего лотка 10 на нижний лоток И, где при подходе поддона 16 подают команду на открытие перфорированного дна 13, после чего гранулы 8 под собственным весом падают одновременно из каждого продольного ручья 12 нижнего лотка на поверхность формируемого ковра. После этого следующие формирующие машины внутреннего 4 и наружнего 3 слоев засыпают гранулы 8, образуя древесный ковер 17 со звукоизоляционным слоем, который подпрессовывают и прессуют, после чего цикл повторяют.
Для увеличения звукоизоляционных и других эксплуатационных свойств древесных строительных плит количество слоев и их взаимное расположение друг относительно друга обеспечивают путем дополнительной установки идентичных механизмов укладки гранул.
Формула изобретения
Устройство для производства древесных строительных плит, включающее конвейер, формирующие мащины наружных и внутренних слоев, подпрессовочный и горячий пресса и привод, отличающееся тем, что, с целью изготовления плит с повышенными звукоизоляционными свойствами, конвейер дополнительно снабжен механизмом равномерной укладки гранулированного наполнителя, который выполнен в виде скребкового транспортера с расположенными над ним верхними и нижними лотками и установлен над конвейером между формирующими мащинами внутренних слоев, причем нижний лоток выполнен перфорированным и снабжен подвижным перфорированным дном.
Источники информации, принятые во внимание при экспертизе
1.Мрдлин В. Д., Отлев И. А. Производство древесно-стружечных плит. М., «Выешая школа, 1973, с. 169.
2.Шварцман Г. М. Производство древесно-стружечных плит. М., «Лесная промышленность, 1977, с. 300.
8
Л
/- -.V . V i « « . .1
::;v - Г; ;-;;9 5 с.-/
«Х «jO . .-N -1 .
f5
fui.2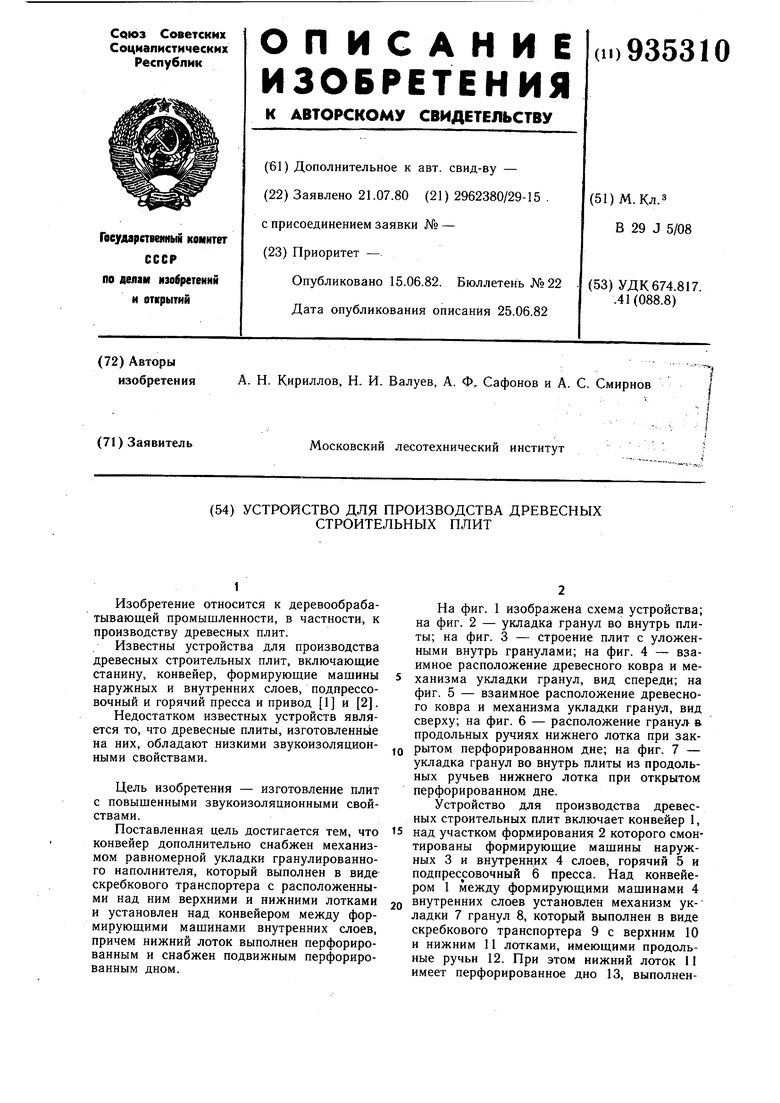
| название | год | авторы | номер документа |
|---|---|---|---|
| Сушилка для волокнистых материалов | 1980 |
|
SU918746A1 |
| Линия для изготовления древесностружечных плит | 1983 |
|
SU1106670A1 |
| Устройство для изготовления изделий из древесно-клеевых композиций | 1981 |
|
SU1006271A1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1368174A1 |
| Установка для формирования многослойного ковра в производстве древесностружечных плит | 1983 |
|
SU1167014A1 |
| Машина для формирования стружечного ковра | 1985 |
|
SU1289689A1 |
| Линия изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1333580A1 |
| Устройство для формирования стружечного ковра | 1990 |
|
SU1715599A1 |
| Устройство для формирования многослойного древесностружечного ковра | 1981 |
|
SU1002169A1 |
| Линия изготовления древесно-стружечных плит | 1983 |
|
SU1140957A1 |
i If
л. . . , , J ч « л .
:;;д-:0::(5 0;1Ф-сх
, /
-.. .... -....--/
Фиг.З
/
13
ff
(/z.-f
П .чЧ. 4V % М.
I 1 - лГг,
Фиг.7
