Известно, что в абразивной промышленности изделия выталкивают из прессформ снизу вверх посредством гидравлических или пневматических выталкивателей вместе с формовочной плитой, с которой вручную или вакуум-съемником снимают изделия и перекладывают на сушильные плиты.
Описываемое устройство для механизированной укладки абразивных изделий позволяет совместить операции выталкивания изделий из прессформы и укладки их на плиту.
Устройство выполнено в виде рейки с плитой, переме1цаюш,ейся в направляющей втулке от шестерни, связанной с противовесом и муфтой обгона.
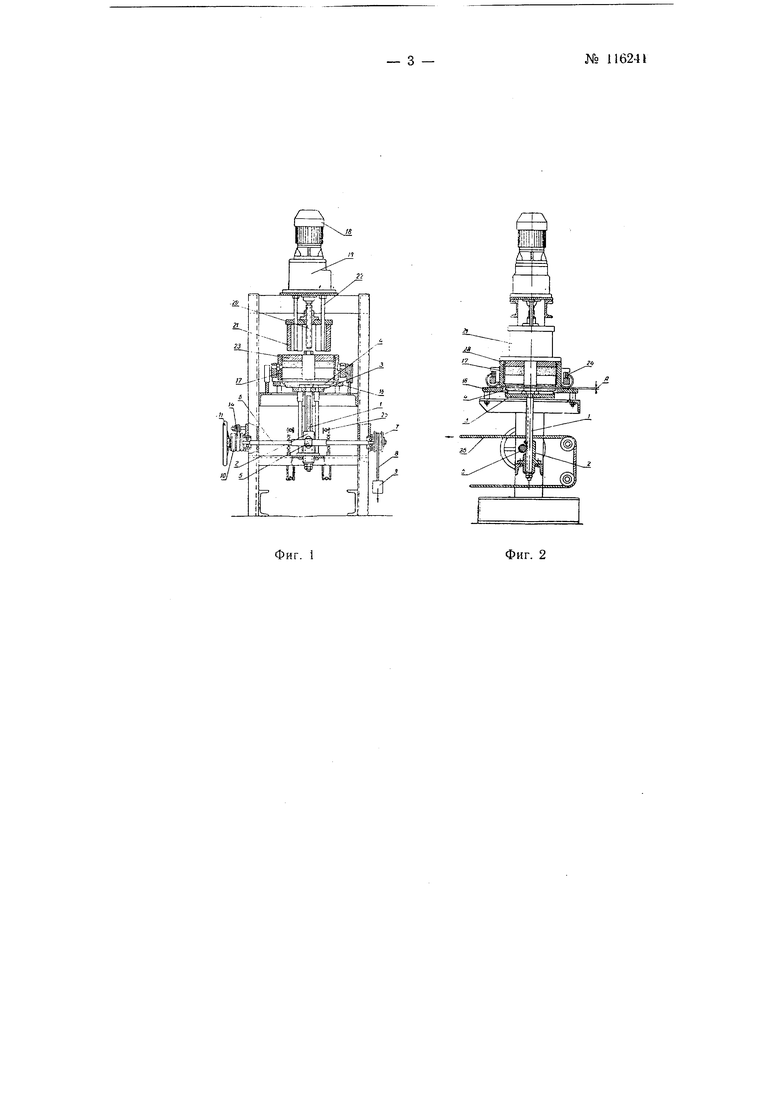
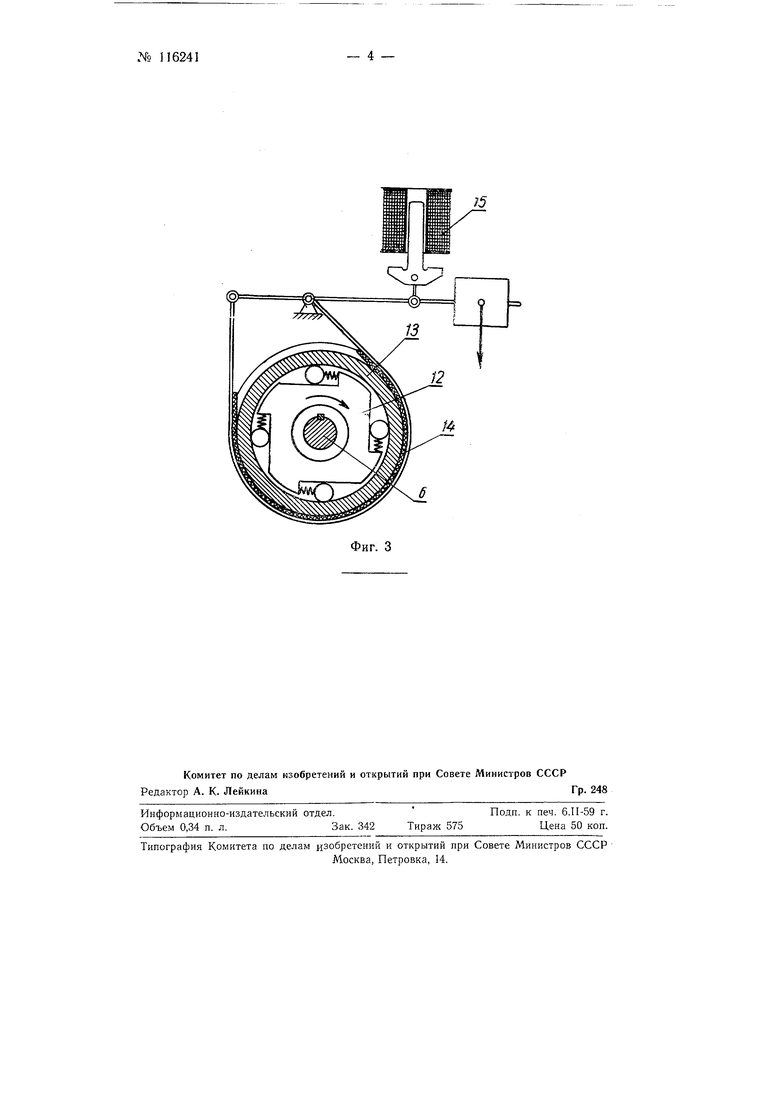
На фиг. 1 изображен вид устройства спереди, на фиг. 2 - вид устройства сбоку, на фиг. 3 - схема муфты обгона.
Устройство включает в себя зубчатую рейку /, перемеш,аюш,уюся по вертикали в направляющей втулке 2. На верхней части рейки 1 закреплен стол 3, на который устанавливается огнеупорная плита 4. С рейкой J сцепляется шестерня 5, насаженная на валике 6, на одном конце которого закреплен шкив 7 с тросом 8, несущим на конце противовес 9, уравновешивающий стол 3 с полной стопой уложенных на него абразивных изделий. На другом конце валика 6 установлена муфта 10 обгона и штурвал //. Внутренняя обойма 12 муфты обгона жестко посажена на валик 6, а наружная обойма 13 установлена на валике 6 свободно (на шарикоподшипниках) и фиксируется ленточным тормозом 14. Муфта 10 обгона монтирована так, что допускает вращение шестерни 5 в направлении, соответствуюшем опусканию стола 3, и не допускает подъема последнего при заторможенной наружной обойме /5. Подъем стола 5 под действием противовеса 9 возможен при расторможенной обойме 13, что достигается при помоши соленоида 15.
№ 116241- 2 -
В исходном положении огнеупорная плита 4, уложенная на стол 3, находится на одном уровне с опорной плитой 16 и образует с торцом прессформы /7 зазор А, необходимый для свободного перемещения тележки с. прессформой. Двигатель 18 через редуктор 19 передает вращение винту 20, который перемещает выталкиватель 21 вниз по направляющим колонкам 22. После соприкосновения выталкивателя 21 с формовочной плитой 23 усилие выталкивания сжимает пружины 24, и торец прессформы, выбрав зазор А, упирается в опорную плиту 16. При дальнейщем перемещении выталкивателя 21 формовочная плита вместе с изделием выталкивается из прессформы.
Выталкивание заканчивается в положении, когда формовочная плита 23 занимает положение на одном уровне с торцом прессформы 17. В этом положении срабатывает путевой выключатель (на чертеже не показан), который реверсирует двигатель 18, в результате чего выталкиватель 21 начинает подниматься. В верхнем исходном положении выталкиватель 2i выключает двигатель через конечный выключатель и останавливается.
При выталкивании каждого очередного изделия стол 3 перемещается вниз на толщину изделия.
После досылки формовочной плиты в исходное положение тележка с прессформой направляется на позицию засыпки и разравнивания абразивной массы.
При заполнении полной стопы изделий на столе 3 поворачивают щтурвал 11 и опускают стол до отказа. Огнеупорная плита 4 со всей стопой изделий устанавливается на тросовый транспортер 25 и движется к месту укладки на вагонетки туннельных печей.
Затем включают соленоид 15, который растормаживает ленточный тормоз и стол 3 под действием противовеса 9 занимает начальное верхнее положение.
Предмет изобретения
Устройство для механизированной укладки абразивных изделий, о тличающееся тем, что, с целью совмещения операций выталкивания изделий из прессформы и укладки их на плиту, оно выполнено в виде рейки с плитой, перемещающейся в направляющей втулке от щестерни, связанной с противовесом и муфтой обгона.
/5
Фиг. 3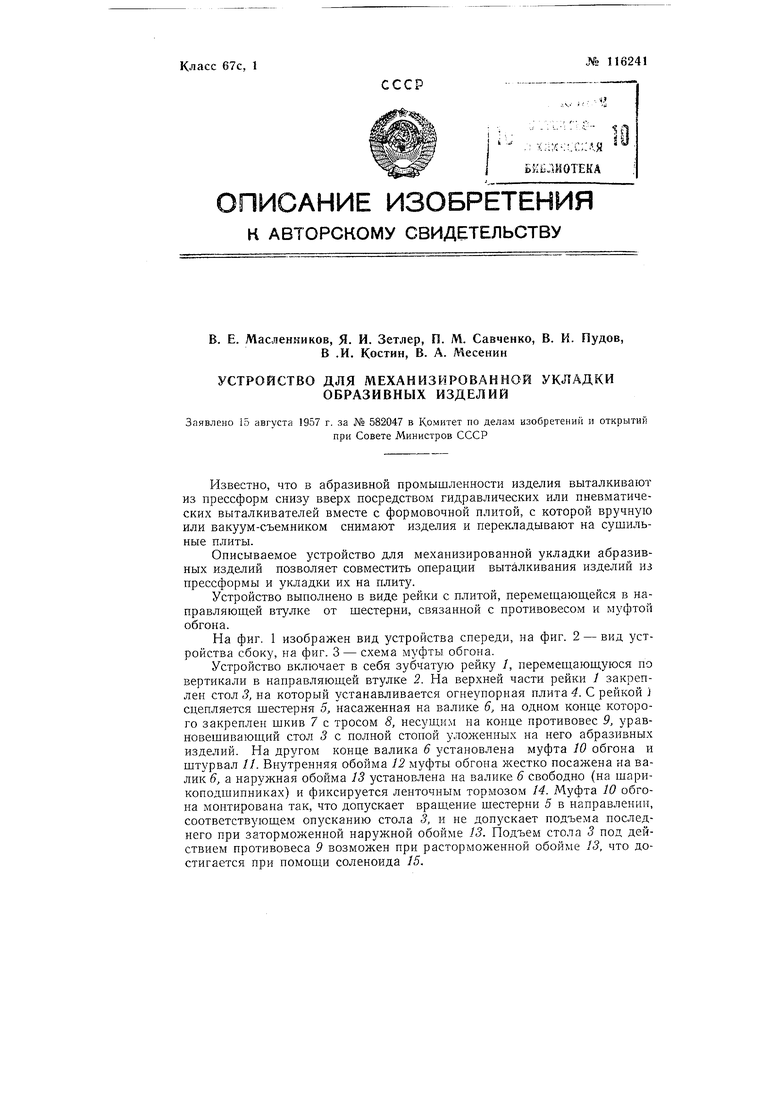
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Устройство для вырубки изделий из резины | 1977 |
|
SU729085A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Эксцентриковый пресс для формовки полых камней | 1930 |
|
SU25555A1 |
| Устройство для вырубки изделий из резины | 1977 |
|
SU994286A2 |
| Устройство для автоматического набора на роторный вал листов роторного железа | 1961 |
|
SU144220A1 |
| Способ формования из стекла чашек Петри и установка для осуществления этого способа | 1960 |
|
SU140543A1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2095230C1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Каретка кривовязюка к устройству дляВыРубКи зАгОТОВОК из пОлОСОВОгОМАТЕРиАлА | 1979 |
|
SU841732A1 |