Изобретение относится к сварочному производству, а именно к устройст вам для автоматической сварки тяжело весных трубопроводов, преимущественно с отводами. Цель изобретения - уменьшение металлоемкости и габаритов установки. На фиг.1 схематично изображена установка; на фиг.2 - разрез А-А на фиг.1. Установка содержит вращатель I, соединенный посредством муфты 2 с кривошипом 3,, выполненным в виде цапф 4 и 5, установленных в подшипниках опоры 6 и соединенных посредством щек 7 и 8 с осью 9. На последней установлен подшипник 10, соединенный со штоком силового цилиндра II, узла банансировки, на крьшже которого с помощью оси I2 установлены ролики 13, размещенные в направляющих 14 опоры 6. При этом штоковая полость силового цилиндра соединена с источником повышенного давления. На цапфе 5 жестко закреплен патро 5 для зажима прямого конца трубопро вода -16 и водило 17, несущее тиски 18 для зажима отвода трубопровода. Для поддержки трубопровода на рельсах 19 установлены приводные тележ- ки 20 и 21, а на шпинделе 1 токосъемники 22 для подвода электроэнергии к приводам патрона 15 и тисков 18. Сварку трубопроводов осуществляют сварочным автоматом 23, установленным На тележке 24, несуп(ей источник 25 питания, Установка работает следующим образом. В исходном положении ось 9 кривошипа 3 располагают в наивысшей точке на вертикали, проходящей через ось вращения трубопровода 16, а цилиндр 11 соединен с источником давления. Величину давления в цилиндре устанав ливают такой, чтобы момент, создавае мой кривошипом 3 под действием цилиндра, был приблизительно равен момейту, создаваемому -неуравновешенным трубопроводом относительно оси его вращения. Свариваемый трубопровод 16 устанавливают отводом вниз на тележки 20 и 21 и закрепляют в патроне 15 или тисках 18, а тележки крепятся к рельсам 19. Сварочный автомат 23 с помощью тележки 24 подводится к зоне стыка элементов трубопровода, включают вращатель I и производят сварку трубопровода.. При этом под действием вращателя 1 и кривошипа 3 шток цилиндра I1 совершает возвратно-поступательное движение, а сам цилиндр на роликах 13 перемещается в направляющих 14 перпендикулярно оси вращения трубопровода. Перемещение цилиндра позволяет сохранить равенство между изменяющимися при вращении моментами,соз.даваемыми трубопроводом и кривошипом с цилиндром благодаря пропорциональному изменению расстояния от оси вращения от центра тяжести трубопровода и оси 9 кривошипа 3, а также обеспечения параллельности действия силы тяжести трубопровода и усилия цилиндра. При перемещении штока цилиндра 1I вниз происходит заполнение штоковой полости рабочей средой, а при движении его вверх вытеснение рабочей среды при незначительном повышении давления в цилиндре по сравцению с установленным. Увеличение давления при ходе штока вверх не отражается на работоспособности установки, так как незначительная разность моментов, создаваемых трубопроводом и воздействием цилиндра на кривошип, преодолевается вращателем. Кроме того, для сохранения постоянства усилия, развиваемого цилиндром, в подпоршневую полость цилиндра при ходе штока вверх подают рабочую среду низкого давления, компенсирующую повьш1ение давления в штоковой полости и потери на трение.
А- А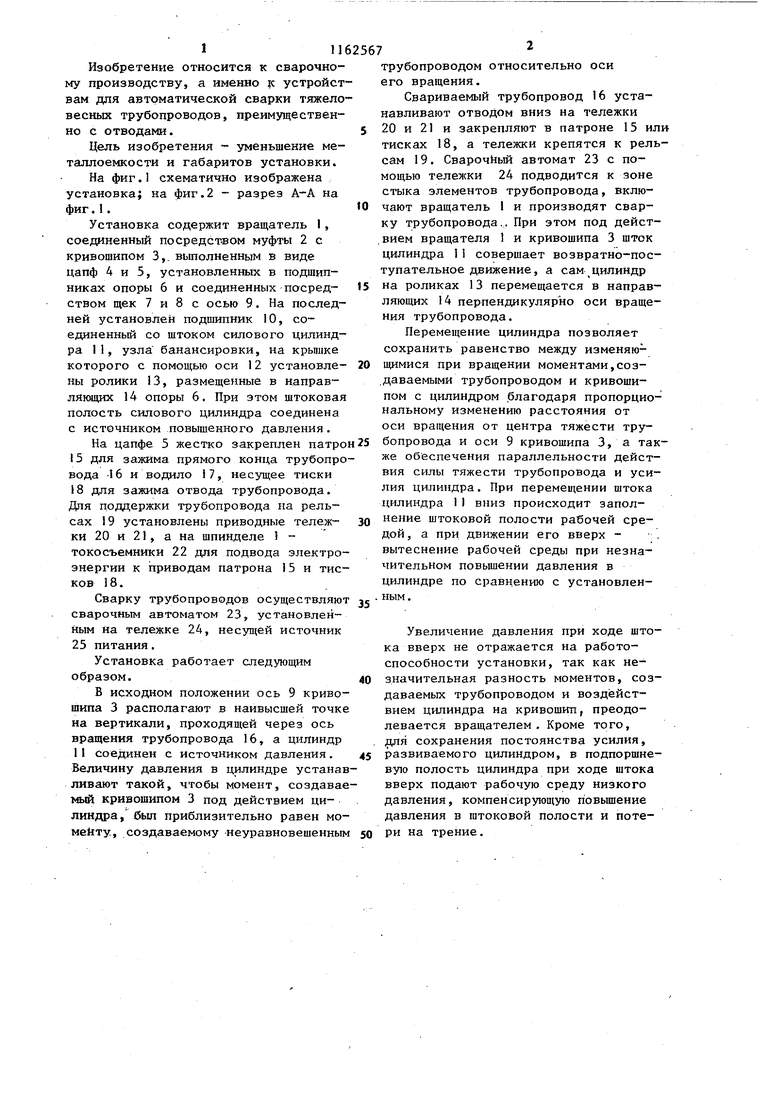
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки трубопроводов | 1980 |
|
SU899319A1 |
| Установка для сварки крупногабаритных трубопроводов с отводами | 1980 |
|
SU979057A1 |
| Универсальный штоковый вращатель трубного узла | 2021 |
|
RU2779655C1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| Устройство для сборки под сварку деталей | 1980 |
|
SU863283A1 |
| Устройство для сборки и вращения в процессе сварки изделий | 1977 |
|
SU627941A1 |
| Устройство для сборки запрессовкой и сварки с подачей присадочной проволоки цилиндрического тела с концевыми элементами | 1986 |
|
SU1368148A1 |
| МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ МАШИНЫ ДЛЯ СВАРКИ ТРУБ | 2012 |
|
RU2481933C1 |
| Поточная линия изготовления узлов трубопроводов | 1982 |
|
SU1057248A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
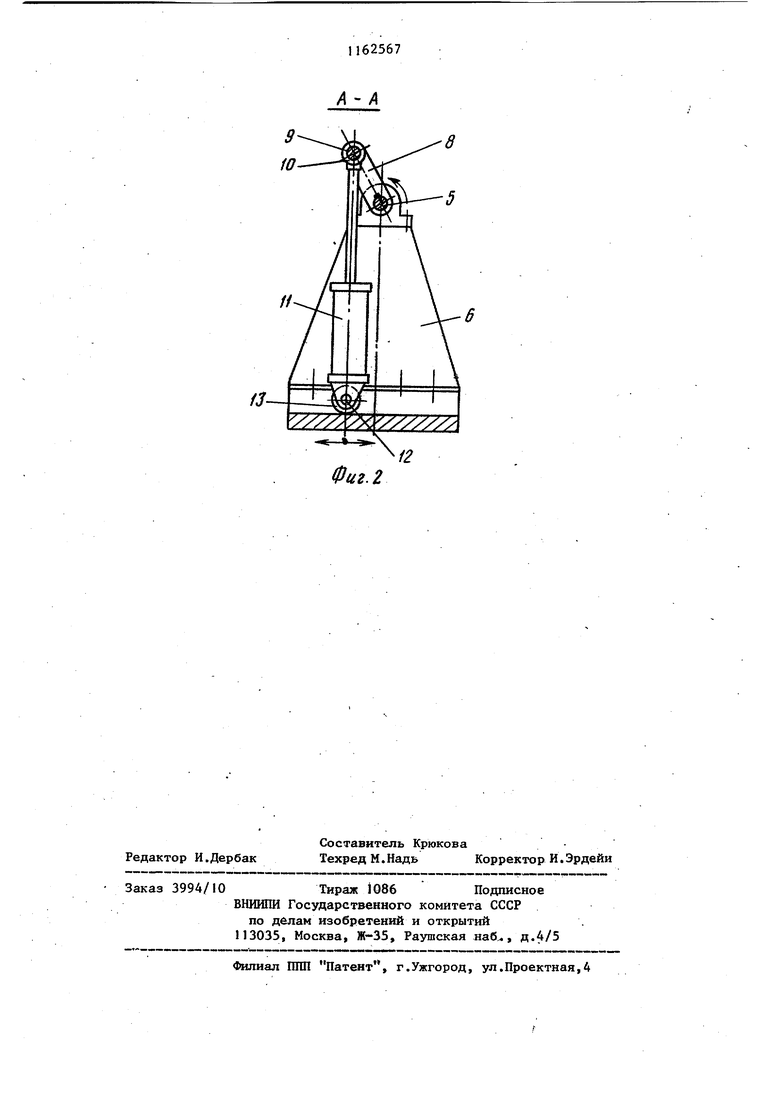
УСТАНОВ.КА ДЛЯ СВАРКИ КРУПНОГАБАРИТНЫХ ТРУБОПРОВОДОВ С ОТВОДАМИ, содержащая смонтированные на f f f /7 , fff основании вращатель трубопровода, опорные тележки, сварочньй автомат и опору с цапфами, на которых размещен узел балансировки трубопровода с регулируемым дисбалансом, отличающаяся тем, что, с целью уменьшения металлоемкости и габаритов устройства, она снабжена кривошипом, шарнирно закрепленным на опоре, н на правляющими, а узел балансировки выполнен в виде силового цилиндра с роликами, смонтированными на его корпусе с возможностью свободного вращения и взаимодействия с направляющими, штОк которого шарнирно связан с кривошипом . if 7 20 2 г Л
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
| Установка для автоматической сварки трубопроводов | 1980 |
|
SU899319A1 |
