Изобретение относится к области сва ки, а именно к конструкции устройства для сборки и вращения в процессе сварки изделий, преимущественно отводов трубопроводов.
ИзвестнйГ установка, содержащая рам вал привода, зубчатую передачу, рабочий вал, рычажгое устройство, маховички винта, рычажное устройство длт закреп- ле11ия отвода .
Базирование деталей производится с помощью рычажного устройства по внутренней поверхности. Эта установка не обеспечивает автоматической сварки от воцов диаметром менее 600 мм, так
как рабочий вал не позволяет установить плоскость свариваемого стыка отвода в вертикальное положение. Кроме того, недостатком установки является сложность выверки плоскости сваривав- мого .стыка перпендикулярно оси вращения.
Известно устройство, содержащее станину, вращатель с электродвигателем, рычажный зАхват, поводковый па-
трон, установочную тележку и сварочный автомат 2J .
Секционные отводы устанавливаются в рычажном вращающемся захвате таким образом, чтобы свариваемый шов находился в вертикальной плоскости. Недостатком этого устройства является сложность установки и выверки плоскости свариваемого шва в вертикальное положение при сварке отводов диаметрами более 529 мм. Кроме того, конструкция рычажного захвата не обеспечивает крепления секционных отводов.
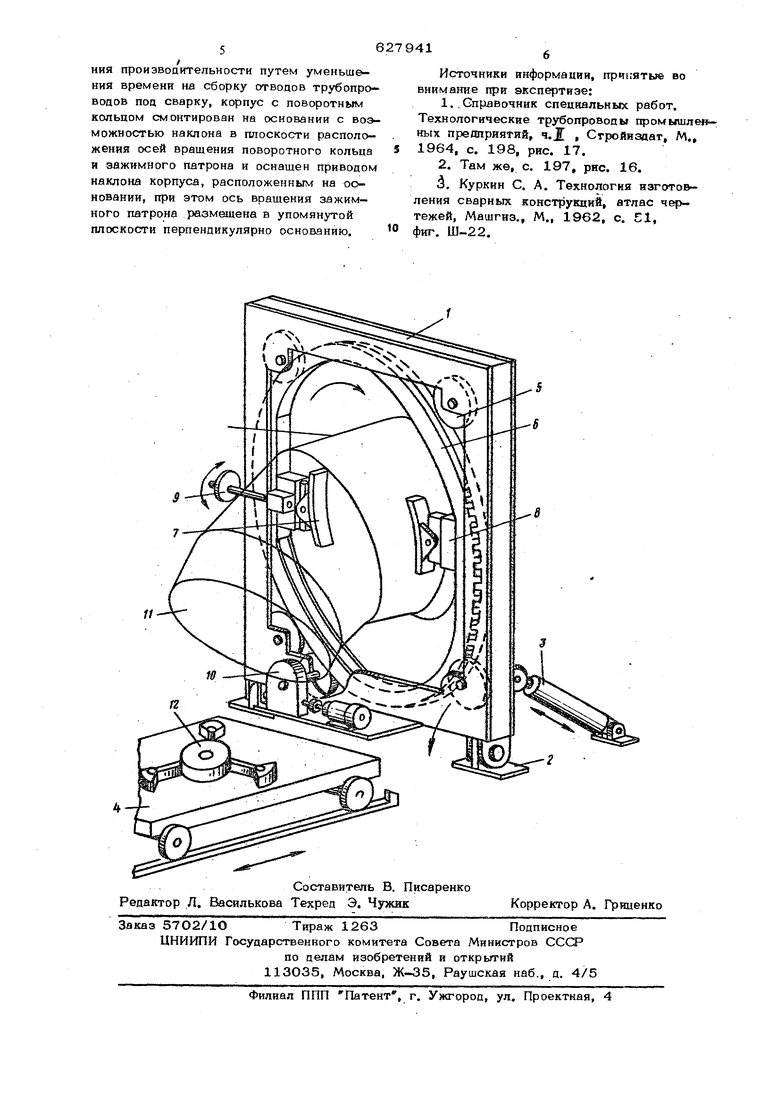
Известно устройство для сборки и вращения в процессе сварки изделий, преимущественно отводов трубопроводов, содержащее смонтированные на основанНИИ корпус, в котором установлено поворотное от привода кольцо, несущее зажимы для крепления изделия, а также установленный на перемещаемой по рельсам тележке поворотный зажимной патрон, ось врашения которого расположена в ЭДНОЙ плоскости с Обью вращения поворотного Кольца, перпенпикулярной основанию Гз . Неаостатком известного устройства является то, что оно мало производитель но, так как велико время на сборку отводов трубопроводов под сварку. Целью изобретения является повь шение производительности благодаря уменьшению времени на сборку отводов трубопроводов под сварку. Это достигается тем, что в предлагаемом устройстве корпус с поворотным кольцом смонтирован нв основании с возможностью наклона в плоскости расположения осей вращения поворотного кольца и зажимного патрона и оснащен приводом наклона корпуса, который расположен на основании, при этом ось вращения зажимного патрона размешена в упомянутой плоскости иерпендикулярно основанию. На чертеже изображено предлагаемое устройство, общий вид, Предлагаемое устройство содержит корпус 1, установленный на шарнирных опорах 2, закрепленных на основании, и посредством привода 3 наклона имеет возможность наклона на угол от ОФ9О от вертикального положения в сторону тележки 4. Внутри корпуса 1 на катках 5 установлено поворотное кольцо 6 со смонтированными на нем зажимами 7 с механизмом 8 и механизмом 9 поворота .зажима 7. На корпусе 1 установлен привод 10 вращения кольца 6, Механизм 8 зажимов 7 служит для захвата секции отвода 11. Механизм 9 поворота зажимов 7 служит для установки плоско ти стыка свариваемых секций отвода 11 в строго вертикальное положение. Тележка 4 оборудована поворотным зажимным патроном 12 и может совершать возвратно-поступательное движение по рельсам, перпендикулярным плоскости ксчэпуса 1. Предлагаемое устройство работает следующим образом. Собранный на прихватках посредством ручной сварки секционный отвод 11 устанавливают торцом в поворотный зажимной патрон 12 тележ кн 4, так чтобы второй еро торец был направлен в сторону корпуса 1. После этого отвод 11 при помощи поворотного зажимного патрона 12 центрируют относительно продольной оси тележки 4, ось которой совпадает с вертикальной осью корпуса 1 устройства, и закрепляют поворотным зажимным патроном 12 на тележке. 6 14 Включают привод 3 наклона корпуса Iи- наклоняют- ее на закрепленный отвод 11, Устанавливают корпус 1 у стыка секций отвода 11, подлежащего сварке. При помощи механизма 8 зажимы 7 закрепляют отвод 11 в поворотном кольце б устройства. Освобождают торец отвода 11 от тележки 4, Включают привод 3, и корпус 1 с закрепленным отводом IIустанавливают в вертикальное положение. При помощи механизма 9 поворота зажимов 7 плоскость свариваемого стыка секций отвода 11 устанавливают в вертикальное положение параллельно плоскости поворотного кольца 6, Сварочную головку автомата устанавливают над стыком (на чертеже не показана), включают привод 10 вращения кольца 6 с эакрепленньш отводом 11 и производят автоматическую сварку стыка. После окончания сварки включают привод 10 вращения кольца 6, устанавливают отвод 11 в исходное положение, включают привод 3 наклопа корпуса 1 и отпускают отвод 11 на поворотный зажимной патрон 12 тележки 4, За1фепляют торец отвода 11 в патроне 12, раэжнмают зажимы 7 и наклонякуг корпус Г установки к следующему стыку отвода 11, после чего процесс повторяется. Применение устройства для сборки и щэащения в процессе сварки изделий, преимущественно отводов трубсятроводов, обеспечивает повышение проивводительнооти сварке средних диаметров (63О820 мм) на 9О-15О% за счет сокращения подготовительчого времени на сборку отводов под сварку} повышейне производительности при сварке ответов больших диаметров.(920-1420 мм) на 300-4ОО% за счет ликвидации ручной сварки, сокращение производственных площадей на 50%. Формула изобретения Устройство для сборки и вращения изделий в процессе сварки, преимущественно отводов трубопроводов, содержащее смонтированные на основанви корпус, в котором установлено поворотное от привода кольцо, несущее зажимы для крё1пления изделия, а также установленный на пере.мещаемой по рельсам тележке поворот вый зажимной патрон, ось вращения которого расположена в одной плоскости с осью вращения поворотного кольца, перпендикулярной основанию, отличающееся тем, чтОб с целью повьгше

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки трубопроводов | 1980 |
|
SU899319A1 |
| Установка для сварки крупногабаритных трубопроводов с отводами | 1980 |
|
SU979057A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Устройство для сварки криволинейных замкнутых швов | 1987 |
|
SU1438943A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ | 1996 |
|
RU2103138C1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| Устройство для сборки и сварки полусферических оболочек | 1979 |
|
SU863277A1 |
