(.5) УСТАНОВКА ДЛЯ СВАРКИ КРУПНОГАБАРИТНЫХ ТРУБОПРОВОДОВ С ОТВОДАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки трубопроводов | 1980 |
|
SU899319A1 |
| Установка для сварки крупногабаритных трубопроводов с отводами | 1983 |
|
SU1162567A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СЕКТОРОВ ПРИ СВАРКЕ ОТВОДОВ ТРУБ | 2021 |
|
RU2781262C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Устройство для сборки и вращения в процессе сварки изделий | 1977 |
|
SU627941A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |

Изобретение относится к области сварочного производства, а именно к устройствам для автоматической сварки тяжеловесных блоков трубопро водов, а также трубопроводов, оканчивающихся отводами. Известно устройство для вращения изделий, содержащее вращатель, зажи ной патрон, роликоопоры, сварочный автомат с механизмом его перемещени и источник питания 11 1. Указанное устройство не позволяе сваривать крупногабаритные трубопро воды с отводами, неуравновешенность которых превышает крутящий момент, развиваемый вращателем. Кроме того, на указанном устройс ве значительно усложняется сварка при колебаниях стыка, возникающих при непрямолинейности вращаемого трубопровода вследствие установки его на жестких опорах. Известна установка для сборки и сварки крупногабаритных трубопроВОДОВ с отводами, содержащая основание с вращателем, связанным с противовесом, на котором закреплен зажимной патрон для трубопровода и также смонтированные на основании передвижные тележки с корпусами, в которых установлены роликоопоры C2j. Эта установка является наиболее близкой к предложенной по технической сущности и достигаемому эффекту. Известная установка снабжена двумя передвижными тележками с жестко закрепленными на них роликоопорами с установочным перемещением роликов горизонтали и вертикали в зависимости от диаметра свариваемых трубопроводов. Собранный на прихватках трубопровод, например из двух элементов вследствие неперпендикулярности торцов стыкуемых элементов, допускаемых техническими условиями, в месте стыка имеет излом. Поэтому в известной установке при вращении отцентрированного первого элемента трубопровода, опирающегося на роликоопору первой тележки, ось второго элемента, лежащего на второй тележке будет описывать -конус с вершиной в плоскости тыка.
При наличии, жестко закрепленной в горизонтальном и вертикальном направлениях роликоопоры, поддерживающей второй элемент трубопровода, последний будет оказывать дополнительное давление по роликоопору или подниматься над ней, создавая дополнительные моменты в плоскостях стыка и зажима трубопровода в патроне, это приводит к образованию трещин и разрыву стыка при сварке, а также к ослаблению крепления трубопровода в патроне. Кроме того, вследствие непараллельности образующих трубопровода и опорных роликов роликоопоры во время вращения возникает осевая сила, стремящаяся вырвать трубопровод из зажимного устройства и вывести стык из плоскости горелки сварочного автомата, создавая при этом дополнительные напряжения в сварочном шве.
Указанная установка также не позволяет сваривать трубопроводы, окачивающиеся с двух концов отводами.
Целью изобретения является повышение качества сварочного шва путем снижения напряжения в сварных швах опоры и безопасности работы при сваке крупногабаритных трубопроводов, а также 1- асширение технологических возможностей установки.
Указанная цель достигается тем, что в установке для сборки и сварки крупногабаритных трубопроводов с отводами, содержащей основание с вращателем, связанным с противовесом, ,на котором закреплен зажимной патро для трубопровода и также смонтированые на основании передвижные тележки с корпусами, в которых установлены роликоопоры, на одной из тележек с возможностью перемещения перпендикулярно основанию смонтирована платформа с направляющими и корпус роликоопоры этой тележки установлен в упомянутых направляющих, при этом в корпусе этой роликоопоры в свою очередь закреплены направляющие с установленной на них с возможностью перемещения параллельно основанию подпружиненной с двух сторон кареткой и опорные ролики смонтированы
на каретке с возможностью перемещения параллельно основанию а на тележке закреплен двуплечий рычаг, на котором с возгчожностьй перемео ения вдоль рычага установлен груз и платформа при помощи тяги соединена с упомянутым рычагом.
На противовесе зг креплено водило с параллельнь ;-1И шнеками для крепления отвода трубопроЕода установленными с возможностью Езэимноперпендикулярного перемещения относительно водила .
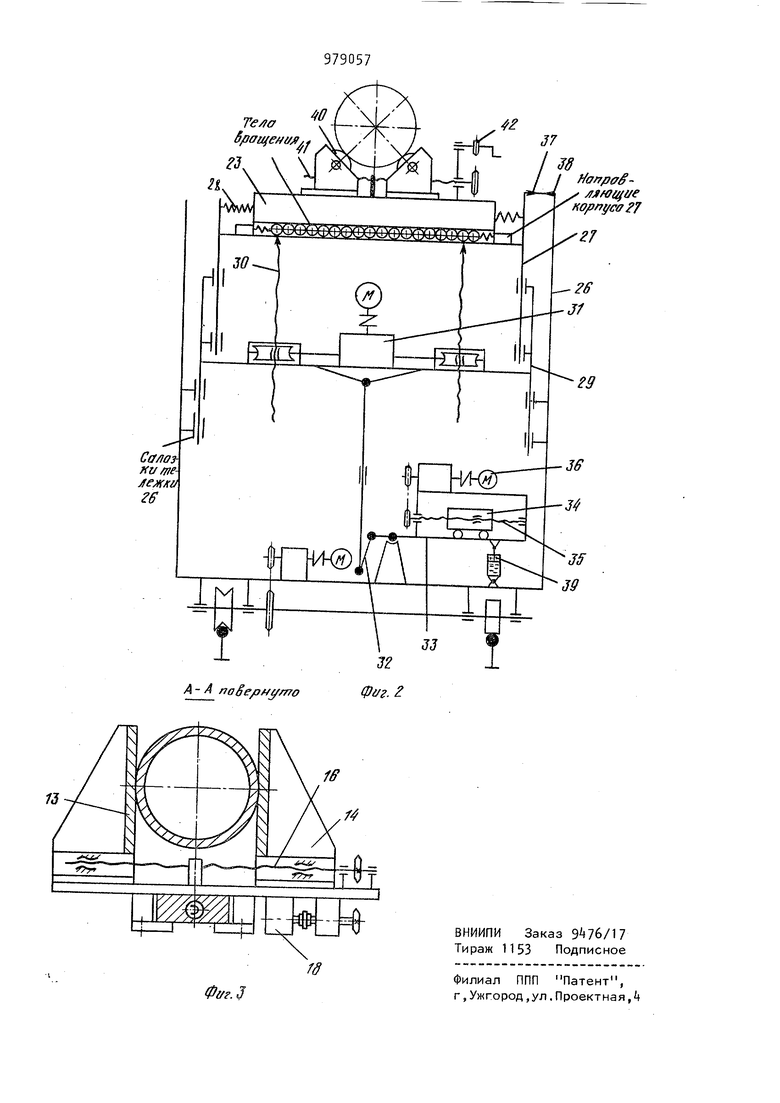
На фиг. 1 представлена предлаггземаяустановкаJ общий вид: на фиг 2 кинематическая схема подвижной -ге-лежки: на ф/;:--, з разрез А-А на фиг. 1 .
Установка содержит вращатель 1, соединенный муфтой 2 с противовесом 3, который установлен на основании 4 при помощи цапф 5 и 6, жескто закрепленных на корпусе противовеса 3. Внутри корпусе противовеса в направляющих 7 размещен груз 8, соединенный винтом 9 с приводом 10.
На цапфе Ь закреплено водило 11 с зажимным патроне 12. Водило 1 Ci-ia6КеНО ПЛОСКИ - -: Щ ;::ЗМ.-: 13 ССЯдиненными винтами 1 / U: .: ripi isoAS-V -7 , - -, - , . . - - . . - - .
|-1И i / - : О : , . -.i ;г.-li..) , . .: : : :.-ihh.
го поперечно о перекрещения. На шпи -;деле вращателя 1 смонтирован -гс-;с съемник 19 для подвода электроэнергии к приводам 10 и 18 и сварочного тока к изделию. Для поддержания блока -- трубопровода 20 служат роликоопор-ь1 21-23, размеу енные на передви ;-(нь:х по рельсам 2т тележках 25 и 2б, Роликоопора 23 размещена в направляющих корпуса 27 с возможностью горизонтального перемещения, ограниченного с торцов пружинами 28, Корпус 27 установлен в салазках платформы 23 и соединен винтами 30 с приводом 31 его вертикального перемещения. Платформа 29 соединена при помощи тяги 32 с двуплечим рычагом 33, в направляющих которого установлен груз 3 соединенный винтом 35 с приводом 36 его перемещения. На платформе 29 и тележке 2б жестко закреплены стрелки 37 и 38, указывающие положение оси элемента трубопровода относительно оси вращателя. Для плавного изменения положения платформы 29 рычаг 33 соединен с демпфером 39- Роликоопоры 21 и 22 Е отличие от роликоопоры 23 жестко за79790578
ленными с возможностью взаимнопер- 1 . Авторское свидетельство СССР пендикулярного перемещения относи- 1° 428898, кл. В 23 К 37/04, 25.05.7+. тельно водила.2. Авторское свидетельство-СССР
Источники информации, по заявке № 29 б59/27, : принятые 60 внимание при экспертизе 5 - В 23 К 37/0, 23.06.80 (npoтoтипJ,
V.
5
