I1 Изобретение относится к устройствам для управления процессом дробления материалов и может быть использовано в горно-рудной промышленности и промышленности строительных материалов. Известно устройство для автоматического управления процессом измельчения- материалов в шаровых мельницах, содержащее классифицирующий аппарат, регулятор распределения материала между камерами мельниц с исполнительным механизмом, сочлененным с распределителем потока материгала между камерами мельницы, на вход которого подключены выходы датчиков расхода материала в камеры мельницы,, а также регулятор подачи исходного материала с исполнительны механизмом, сочлененным с органом из менения подачи исходного материала, на вход регулятора подачи исходного материала подключен выход датчика вибрации мельницы ClJ. Однако использовать такое устрой ство для регулирования замкнутого процесса дробления невозможно, так как при такой последовательности прохождения материала через классифи цирующий аппарат и распределитель потока материала нельзя регулировать режим работы классифицирующего аппарата, кроме того, в известном устрой стве отсутствует защита от завала и перегрузки двигателя дробилки. Наиболее близкой по технической сущности к изобретению является система регулирования замкнутым процессом дробления с дробилкой, конвейерами и грохотом с регулируемыми размерами отверстий, содержащая датчики уровня материала в дробилке и нагрузки двигателя. В качестве регулирующего органа в этой системе исполь зуется грохот с регулируемыми размерами отверстий 2. Недостатками такой системы являют ся отсутствие информации о вибрации корпуса дробилки, которая с большой точностью характеризует процесс дроб ления; низкая точность регулирования производительности грохота по надрешетному продукту вследствие изменени грансостава исходного продукта грохочения; регулирование размеров-отверстий просеивающей поверхности путем перемещения сеток одну относительно другой, расположенных одна 9 над другой, из-за чего возникает забивание отверстий кусками классифицируемого материала, и вследствие этого становится невозможным регулирование размера отверстий в сторону уменьшения, что снижает точность и надежность регулирования. Цель изобретения - повышение точности и надежности регулирования. Цель достигается тем, что система регулирования замкнутым процессом дробления с дробилкой, конвейерами и грохотом с регулируемыми размерами отверстий, содержащая датчики уровня материала в дробилке и нагрузки двигателя дробилки, снабжена распределителем потока материала, на грохот исполнительным механизмом, пускорегулирующим устройством, регулятором распределителя потока материала, датчиком веса, датчиком виброскорости, датчиком уровня вибрации, интегратором, пороговыми элементами и реле времени, причем выходы датчика виброскорости и датчика уровня вибрации подключены через замыкающие контакты реле времени ко входу интегратора, выход интегратора соединен с первым входом регулятора распределителя потока материала, второй и третий входы которого через пороговые элементы подключены к датчикам уровня материала в дробилке и нагрузки двигателя дробилки, четвертьм вход регулятора распределителя потока материала подключен к выходу датчика веса, выход регулятора распределителя потока материала подключен через пускорегулирующее устройство на вход исполнительного механизма, соединенного с распределителем потока материала. Производительность процесса грохочения по надрешетному продукту зависит от количества материала, подаваемого на каждую из имеющихся просеивающих поверхностей с равными размерами отверстий. Поэтому регулирование производительности по надрешетному продукту можно осуществлять путем изменения количества классифицируемого материала, подаваемого на просеивающие поверхности с разными размерами отверстий с помощью распределителя потока материала, установленного перед грохотом, следовательно изменять выход материала в надрешетньй продукт, которьм поступает на повторно дробление в дробилку. Введение такой системы позволяет осуществлять управление внутри само го замкнутого процесса дробления, сокращает запаздывание между формированием управляющего воздействия (выход материала в надрешетный продукт) и воздействием на управляемый объект (дробилку), что способствует повышению точности регулирования. Производительность дробилки зависит от прочности и крупности исходного материала дробления, причем с увеличением прочности и крупности дробимого материала производительность дробилки уменьшается. Виброскорость колебаний корпуса дробилки зависит от прочности и крупности исходного материала дробления, а такж от количества материала, подаваемого в дробилку. Изменяя виброскорость можно косвенно определять свойства подаваемого на дробление материала, и в зависимости от этих свойств менять количество материала, подаваемого в дробилку, поддерживая оптимальную загрузку-дробилки. Существуют определенные значения виброскорости, при которых производительность дробилки соответствует максимальным значениям Если поддерживать значение.виброскорости на уровне, при котором производительность дробилки близка к ее пропускной способности, путем изменения производительности грохота по надрешетному продукту, который поступает на повторное дробление, то производительность дробилки будет близка к максимальной. Формирование сигнала, пропорционального заданной производительности грохота по надрешетному продукту, осуществляется интегратором на основе сравнения сигналов, пропорциональ ных действительному и заданному значению виброскорости колебаний корпуса дробилки на входе интегратора. Эти сигналы периодически подключаются на вход интегратора при помощи контактов реле времени. Количество исходного материала, подаваемого в замкнутый процесс дробления и его крупность постоянно меняются вследствие изменения прочности исходного материала, поэтому произйодительност грохота по надрешетному продукту нз09меняется в больших пределах. Для того, чтобы обеспечить постоянную нагрузку дробилки, необходимо поддерживать стабильным значение производительности грохота по надрещётному продукту, поддерживая количества материала, подаваемого в дробилку на уровне оптимальной загрузки дробилки по величине виброскорости корпуса дробилки. Для того, чтобы обеспечить заданньо выход материала в надрешетньй продукт, необходимо взвешивать его количество и при отклонении от заданного изменить режим работы грохота. Такой контроль осуществляется с помощью датчика веса, установленного на конвейере, транспортирующем надрешетный продукт в дробилку. Таким образом, наличие постоянного контроля выхода материала в надрешетный продукт обеспечивает точность процесса регулирования. Длительность периода между подключениями на вход интегратора сигналов датчиков виброскорости и задатчика уровня вибрации установлена большей, чем время запаздывания в контуре управления (время транспортировки материала от грохота до дробилки), поэтому очередное управляющее воздействие (выход материала в надрешетный продукт) формируется после того, как будет определена реакция дробилки (уровень вибрации) на предьщущие изменения количества подаваемого в дробилку материала. Вследствие этого повышается устойчивость системы, а следовательно, точность регулирования. Интегратор осуществляет запоминание величин заданной производительности грохота по надрешетному продукту между подключениями на его вход сигналов датчика вибраскорости и задатчика уровня вибрации. Введение интегратора и реле времени повьшзает точность регулирования за счет замены непрерывного регулирования дискретньм. Введение дискретного управления позволяет увеличить в 2-3 раза коэффициент усиления системы и соответственно повысить точность регулирования. Кроме того, введение в схему интегратора превышает систему в астатическую, что так же способствует повышению точности регулирования.
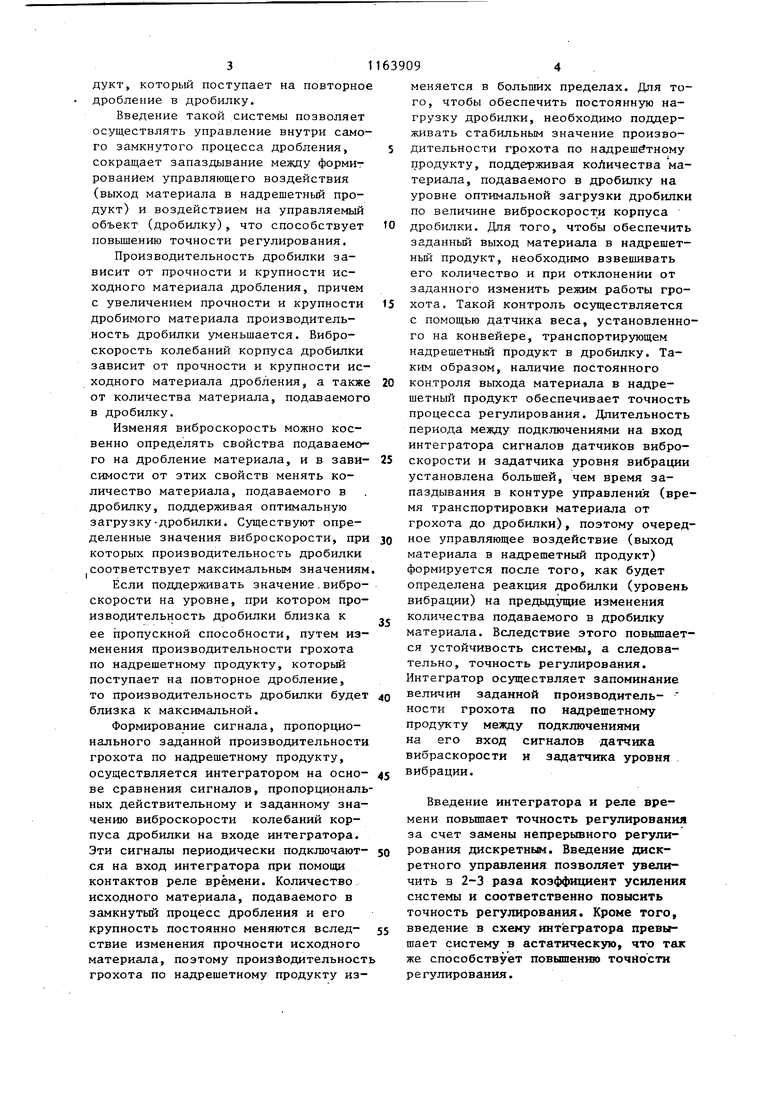
На чертеже изображена система регулирования замкнутьм процессом дробления.
Система состоит из дробилки 1, распределителя 2 потока материала, выполненного в виде шибера, грохотов 3 и 4, имеющих различные размеры отверстий .просеивающих поверхностей, конвейеров 5-8, датчика нагрузки 9 двигателя дробилки 1, датчика уровня материала 10 в дробилке 1, датчика виброскорости 11 колебаний корпуса дробилки 1, датчика вес 12, задатчика уровня вибраций 13, реле времени 14 с контактами, нитегратора 15, пороговых элементов
16и 17, регулятора 18 распределителя потока материала, исполнительного механизма 19, пускорегулирующего устройства 20.
Датчик виброскорости 11 может быть выполнен в виде датчика вибрации, балластного резистора, генератора, мультивибратора, выпрямителя, демпферов, усилителей низкой частоты, интегродифференцирующих устройс согласующего усилителя.
Датчик веса 12 может быть выполнен в виде конвейерных весов. Реле времени 14 выполнено в виде несимметричного мультивибратора, к выходу которого подключено реле.
Интегратор 15 выполнен с использованием электронного потенциометра
Датчик нагрузки 9 с пороговым элементом 16 может быть выгАлнен в виде токового реле, датчик уровня материала 10 с пороговьм элементом
17- в виде радиоактивного датчика. Регулятор распределителя потока материала 18 вьшолнен в виде промышленного регулятора типа Р-25. Пускорегулирующее устройство 20 может быть представлено магнитным пускателем или пусковым устройством выполненным на кремниевых управляемых вентилях.
Материал для дробления подается конвейером 7 на распределитель 2 потока материала, при помо1ци которого распределяется на два грохота 3 и 4, имеющих различные размеры просеивающих поверхностей. На грохоте 3 установлена сетка с меньшими размерами отверстий, ,на грохоте.4 с большими. Подрешетный продукт грохотов 3 и 4 является готовым продуктом дробления и транспортируется
конвейером 8 в отделение сортировки. Надрешетный продукт грохотов 3 и 4 подается конвейером 5 в дробилку 1. Количество материала (надрешетного продукта), полученного с грохотов 3 и 4, определяется датчиком веса 12. Сигнал с датчика веса 12 подается на вход регулятора 18 распределителя потока материала и сравнивается с сигналом, поступающим с выхода интегратора 15. В зависимости от величин и знака разности сигналов с датчика веса 12 и интегратора 15, регулятор 18 воздействует через пускорегулирующее устройство 20 на исполнительньш механизм 19, который посредством распределителя потока материала 2 изменяет количество материала, подаваемого на грохота 3 .и 4. Если производительность грохотов 3 и 4 по надрешетному продукту больше заданной, то распределитель 2 увеличивает количество материала, подаваемого на грохот 4, и уменьшает на грохот 3, если производительность грохотов 3 и 4 по надрешетному продукту меньше заданного значения, то регулятор 18 распределителя потока материалов, воздействуя через Пускорегулирующее устройство 20 на распределитель 2 потока материала увеличивает количество материала, подаваемого на грохот 3 и уменьшает на грохот 4. Заданное значение количества надрешетного продукта грохота 3 и 4 формируется на выходе интегратора 15, на вход которого периодически контактами реле времени 14 подключаются выходы датчика виброскорости 11 и задатчика 13 уровня вибрации корпуса дробилки 1. Выходы датчика уровня 10 материала в дробилке 1 и датчика нагрузки 9 двигателя дробилки 1 через пороговые элементы 16 и 17 подключены на вход регулятора 18 распределителя потока материала, сигналы с этих датчиков поступают на вход регулятора 18, если уровень материала в дробилке 1 или нагрузка двигателя дробилки 1 превышает допустимые значения, в результате чего заданное значение количества надрешетного продукта грохотов 3 и 4 уменьшается и регулятор 18, воздействуя через Пускорегулирующее устройство 20 перераспределяет материал между грохотами 3 и 4, увеличивая количество материала, подаваемого на грохот 4, и уменьшая 711на грохот 3. Снижается количество материала, подаваемого в дробилку 1, до тех пор, пока нагрузка двигателя -дробилки 1 или уровня материала не достигнут допустимого значения. Использование системы регулирова,ния замкнутым процессом дробления позволяет повысить точность регулирования за счет осуществления регулиро9вания внутри самого замкнутого процесса дробления, в результате чего сокращается время запаздьшания в контуре регулирования; регулировать грансостав продуктов дробления в замкнутом процессе дробления, что дает возможность увеличить выход щебня более ценных мелких фракций.


| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования трехстадийного комплекса дробления | 1986 |
|
SU1450861A1 |
| Способ регулирования замкнутым процессом дробления | 1983 |
|
SU1121037A1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ РАБОЧИМ РЕЖИМОМ КОНУСНОЙ ДРОБИЛКИ | 2019 |
|
RU2734831C1 |
| Способ регулирования комплекса дробления | 1985 |
|
SU1235533A1 |
| Способ регулирования режима работы комплекса дробления и устройство для его осуществления | 1988 |
|
SU1570772A1 |
| Система регулирования режима работы дробилки | 1983 |
|
SU1101303A1 |
| Способ регулирования режима работы дробилки | 1981 |
|
SU946672A1 |
| УСТРОЙСТВО АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ДРОБЛЕНИЯ МАТЕРИАЛА | 2004 |
|
RU2272673C2 |
| Система автоматического управления дробильным комплексом | 1988 |
|
SU1585001A1 |
| Устройство автоматического управления дробильным комплексом | 1981 |
|
SU986496A1 |
СИСТЕМА РЕГУЛИРОВАНИЯ ЗАМК НУТЫМ ПРОЦЕССОМ ДРОБЛЕНИЯ с дробилкой, конвейерами и грохотом с регулируемыми размерами отверстий, содержащая датчики уровня материала в дробилке и нагрузки двигателя дробилки, отличающаяся., тем, что, с целью повьшения точности и надежности регулирования, она снабжена распределителем потока материала на грохот, исполнительным механизТюм, пускорегулирующим устройством, регулятором распределителя потока материала, датчиком веса, датчиком виброскорости, датчиком уровня вибрации, интегратором, пороговьми элементами и реле времени, причем выходы датчика виброскорости и датчика уровня вибрации подключены через замыкающие контакты реле времени ко входу интегратора, выход интегратора соединен с первым входом регулятора распределителя потока материала, второй и третий входы которого через пороговые элементы подключены к датчикам уровня материала в дробилке и нагрузки двигателя дробилки, четвертый вход регулятора а распределителя потока материала подС ключен к выходу датчика веса, выход регулятора распределителя потока материала подключен через пускорегулирующее устройство на вход исполнительного механизма, соединенного с распределителем потока материала. ф со со
.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛОВ | 0 |
|
SU328942A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 4179074, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
