Изобретение относится к прокатному производству, к оборудованию прокатной кдети, и может быть исползовано на универсальных, широкополоных и толстолистовых станах горячей прокатки.
При прокатке в вертикальных валках имеет место клиновидный износ активной части бочки валка, неравномерное боковое обжатие раската на высоте, наличие осевых усилий в валковом узле.
Известны вертикальные валки с ручьями ящичного калибра, позволяющие повысить обжатия по ширине и устойчивость раската при прокатке Недостатком известного валка является возможность прокатки раскатов ограниченного диапазона толщин, определяемого шириной ручья. При прокатке на универсальной клети с 5-10 кратной вытяжкой, вертикальные валки с одним ящичным калибром не обеспечивают устойчивость раската от винтообразования и точности прокатки по ширине.
Наиболее близким к изобретению техническим решением аналогичной задачи является выполнение вертикального валка универсальной клети с ручьями ящичного калибра с изменяющимся диаметром по длине бочки
2.
Недостатком известного валка
является неравномерный изНос бочки валка, что уменьшает срок службы валка.
Цель изобретения - повьш1ение производительности и точности проката по ширине путем исключения винтообразования раската при прокатке.
Указанная цель достигается тем, что в вертикальном валке универсальной клети с ручьями ящичного калибра с уменьшением диаметра по длине бочки, каждый ящичный калибр вьшолнен с уменьшением глубины и ширины к нижнему Краю валка по длине бочки, причем уменьшение глубины ящичных калибров составляет 0,028-0,006 радиуса бочки валка.
На чертеже изображен предлагаемый вертикальный валок.
Длина активной части бочки равна максимальной высоте прокатываемых заготовок. На активной части бочки L, с тагом В выполнен ряд ручьев.глубиной h и шириной ч. Максимальные значе3925
,, ручей, расположенный у верхнего края активной бочки, а минимальные „.Ь.сх.-ручей у нижнего края, т.е. ня уровне прокатки. Закон изменения li, fe и 01 по длине активной части бочки принимают линейный. Угол выпуска ручьев ft при- нимают одинаковым во всех ручьях. Особенность профилировки заключается в том, что характеры изменения износа и глубины ручьев по длине бочки принимают противоположными (минимальную глубину имеет ручей у Hi-Ежнего края активном части бочки, где износ
5 максимальный ), а значения диапазонов изменения износа и глубины ручьев равными. Максимальный износ вертикаль ных валков реверсивной универсальной клети на уровне прокатки достигает
0 10 мм на радиус, а на уровне верхнего края активной части бочки - 3 мм. При радиусе вертикальных валков 350 500 мм максимальное отношение глубины ручья (износа) к радиусу валка состав-5 ляет 10/350 0,028, а минимальное 3/500 0,006. Следовательно, диапазон изменения отношений глубины ручья к радиусу валка по длине активной части бочки составляет 0,028-0,006. Рекомендации по выбору ширины, шага ручьев и их числа на активной части бочки общих для всех вертикальных клетей (за исключением того, что для увеличения стойкости валка значение
5 шага между ручьями должно быть не меньше, чем их ширина, а ширина последнего ручья на линии прокатки должна быть равна толщине раската в последнем проходе)дать невозможно, так
0 как эти соотношения должны выбираться для конкретных условий с учетом геометрических размеров валков, исходнь1х заготовок (слябов ) и конечно раската (проката ):, а. также режима об жатий в горизонтальных валках. Для исключения образования закатов на боковых гранях раскатов угол выпуска ручьев выбирают равньм не менее 45°. Вертикальный валок работает следующим образом.
При захвате заготовки (сляба) максимальной высоты все ручьи валка заполняются металлом и конические выс,тупы бочки между ручьями надежно удерживают заготовку от поворота в вертикальной плоскости. В последующих проходах с уменьшением высоты раската часть верхних ручьев выходит из
контакта с его боковыми гранями, однако оставшиеся в контакте ручьи меньшей ширины обеспечивают устойчивость прокатки в вертикальных валках. В последнем проходе раскат прокатывают в последнем ручье на уровне прокатки,
В конце кампании вертикального валка износ последних ручьев, находящихся большее время в контакте с металлом, имеет максимальное значение. Однако неравномерный износ
ручьев выравнивает их глубину по длине бочки, и тем самым уменьшает неравномерность среднего обжатия боко- |5
вых граней раската на отдельных участках по высоте, а следовательно, повьш1ает устойчивость раската. Уменьшение ширины и шага ручьев к уровню црокатки определяет большее их чис- 20 ло на этом участке бочки, что при
уменьшении раската в последних проходах обеспечивает его устойчивость в вертикальных валках. Одновременное с уменьшением толщины раската уменьшение обжатий в горизонтальных валках уменьшает вероятность попадания верхней кромки раската на участки выпуска ручьев, а следовательно, образование заката по кромкам.
Применение вертикальных валков в универсальных реверсивных клетях позволит увеличить производительность на 10% за счет уменьшения времени пауз и числа проходов, повысить точкампанию валков за счет снижения их износа неравномерности обжатий боковых граней раската по высоте, наличия ручьев на активной части бочки валка вследствие линейного нарастания момента прокатки. ность проката по ширине, продлить
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный валок реверсивной универсальной клети | 1988 |
|
SU1639812A1 |
| Комплект вертикальных валков | 1983 |
|
SU1091954A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1458039A1 |
| Способ калибровки валков блюминга | 1990 |
|
SU1776208A3 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Система ящичных сопряженных калибров | 1991 |
|
SU1821249A1 |
| Прокатный валок вертикальной клети | 1989 |
|
SU1708458A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| ВЫТЯЖНОЙ ЯЩИЧНЫЙ КАЛИБР | 1999 |
|
RU2165807C1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
ВЕРТИКАЛЬНЫЙ ВАЛОК УНИВЕРСАЛЬНОЙ КЛЕТИ с ручьями ящичного калибра с уменьшением диаметра по длине бочки, отличающийся тем, что, с целью, повышения производительности и точности проката по ширине путем исключения зинтообразования раската при прокатке, каждый ящичный калибр выполнен с уменьшением глубины и ширины к нижнему краю валка по длине бочки, причем- уменьшение глубины ящичных калибров составляет 0,028-0,006 радиуса бочки валка. (Л Ot) 00 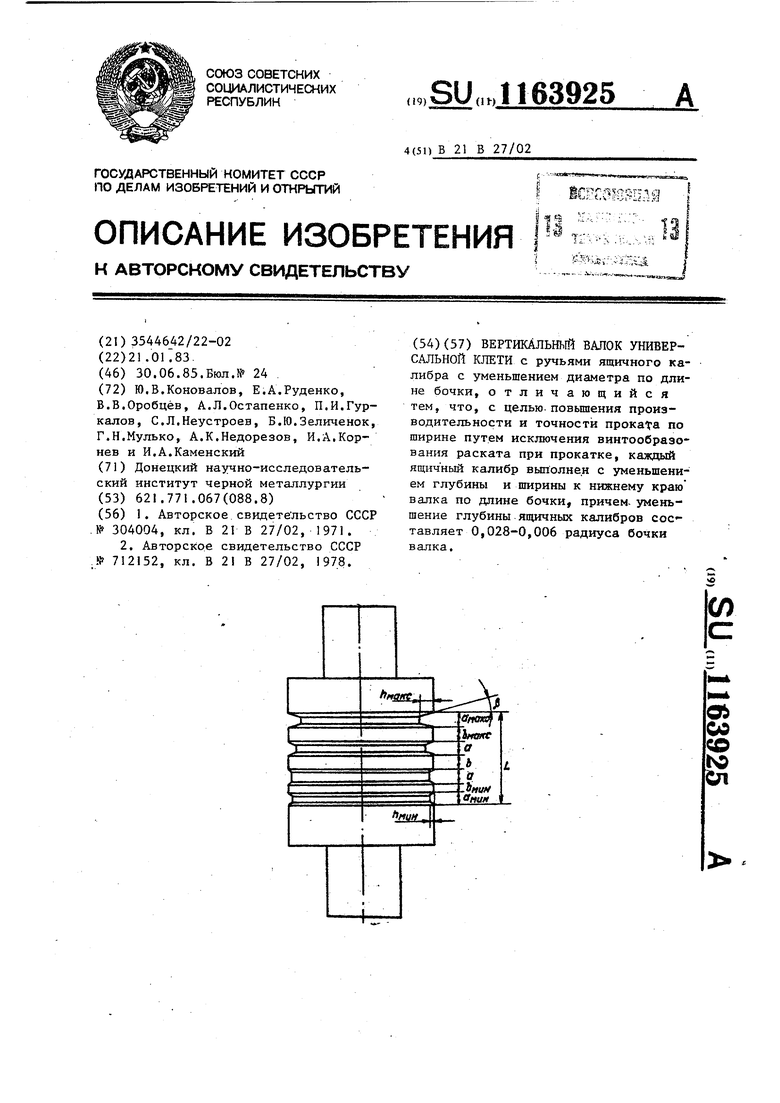
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU304004A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прокатный валок, преимущественно, для вертикальной клети слябинга | 1978 |
|
SU712152A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
