ляют 1,5-2,5 1И 0,03-0,15. При этом бурт имеет выиуск от 3 до 12°.
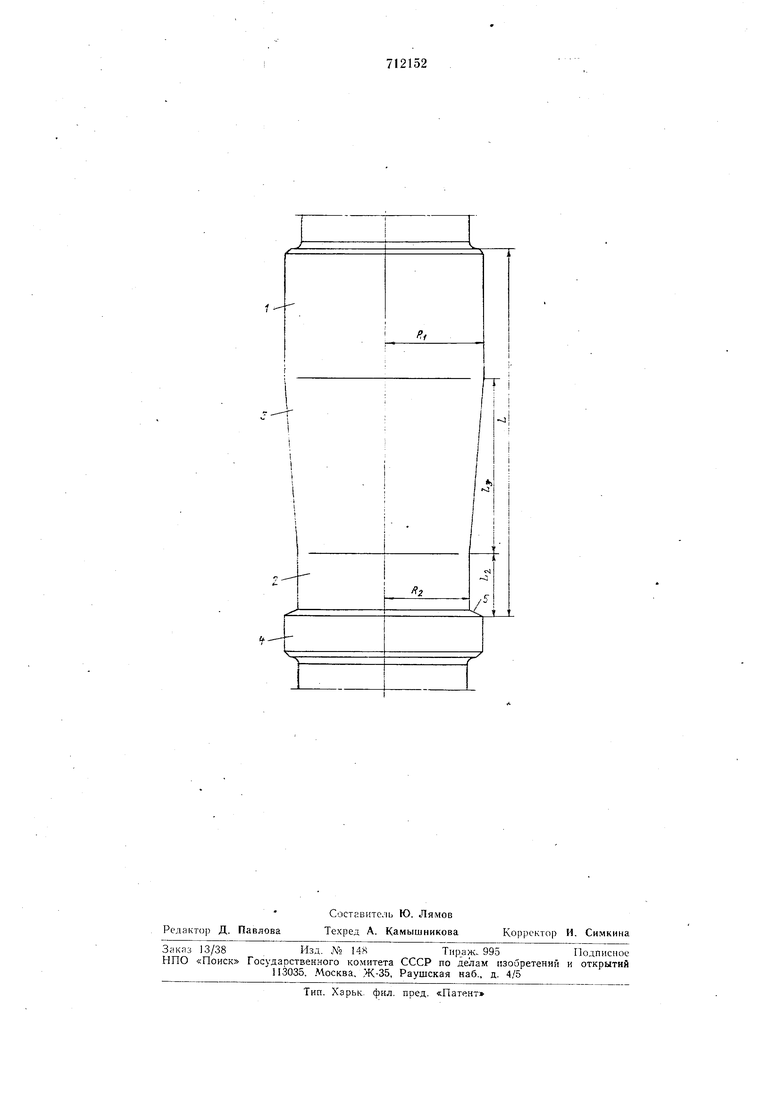
На чертеже представлен валок вертикальной влети, общий вид.
Бочка валка содержит цилиндрические участки / и 2, сопряженные переходным участком 3. При этом радиус цилиндра 4 больше радиуса цилиндра 2, а образующая бочки переходного участка 3 выполнена в виде поверхности второго порядка, как-то: гиперболоида, эллипсоида, нараболоида, конуса (на чертеже изображен вариант с гиперболоидом). К цилиндру 2 примыкает бурт 4, радиус которого по меньщей мере равен радиусу цилиндра /. Бурт 4 вынолиен € выпуском в диапазоне от 3 до 12°.
Причем отношение длины цилиндра 2 LZ к общей длине бочви L составляет 0,15-0,25, отношение разности радиусов цилиндров к дЛИне переходного участка LS составляет 0,03-0,15, а отношение LS : Lj равно 1,5-2.5.
При прокатке в валках, выполненных с нарушениями рекомендуемой калибровки, регламентируемой вышеуказаннЪши соотношениями геометрии, и длин участков, происходит скручивание раскатов, приводящее к дефектам слябов в виде винтообразности, разноширинности, наплывах на широких гранях.
При увеличении отнощения LZ : L более 0,25 происходит снижение вертикальной составляющей усилия, воздействующей на вертикальный валок, вследствие чего в последних проходах приводит к подъему средней части раскатов.
Уменьшение отношения L : Ly, менее 1,5 и отношения -.ч менее 0,03 не позволяет сформировать узкие грани и коицы раскатов с требуемой стененью жесткости, превышающей усилие скручивания, и также приводит к снижению вертикальной составляющей.
Увеличение указанных отношений соответственно до значений более 2,5 и 0,15 приводит к искривлению раскатов в горизонтальной плоскости в первых проходах,
и раскаты могут приобрести выпуклость, что ухудшает условия транснортировки по рольгангу и увеличивает нагрузку на его ролики.
Если диаметр бурта меньше величины радиуса цилиндра /, а его выпуск менее 3°, то на нижней широкой грани образуются дефекты в виде подрезов.
При увеличении выпуска более 12°часть вертикальной составляющей усилия передается на ролики рольганга, что ухудшает условия эксплуатации их подшипников.
Формула изобретения
1.Прокатный валок преимущественно для вертикальной клети слябинга, бочка которого состоит из двух концевых цилиндр;ических участков разного радиуса, сопряженных между собой третьим переходным участком, отличающийся тем, что, с целью повышения качества проката посредством исключения вянтообразования раскатов при прокатке на слябинге, образующая бочки переходного участка выполнена в виде поверхности второго порядка, например гиперболоида, а цилиндрический участок меньшего радиуса снабжен буртом, радиус которого по меньщей мере равен радиусу цилиндрического участка с большим радиусом, причем отношение длины цилиндрического участка меньшего радиуса к общей длине бочки составляет 0,15-0,25, а отношения длины переходного участка к дЛИне цилиндрического участка меньщего радиуса и разности радиусов цилиидрических участков к длине переходного участка соответственно составляют 1.5-2,5 и 0,03-0,15.
2.Валок по п. 1, отличающийся тем, что бурт имеет выпуск от 3 до 12°.
Источник информации, принятый во внимание при экспертизе:
1. Целиков А. И. и др. Прокатные станы. М., Металлургиздат, 1958, с. 205, рис. 232.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1983 |
|
SU1119748A1 |
| Рабочий валок черновой прокатной клети | 1988 |
|
SU1574299A1 |
| Вертикальный валок прокатной клети широкополосного стана | 1987 |
|
SU1482743A1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Рабочий валок | 1977 |
|
SU644569A2 |
| Вертикальный валок универсальной клети | 1983 |
|
SU1163925A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Вертикальный валок реверсивной универсальной клети | 1988 |
|
SU1639812A1 |
| Комплект вертикальных валков | 1983 |
|
SU1091954A1 |