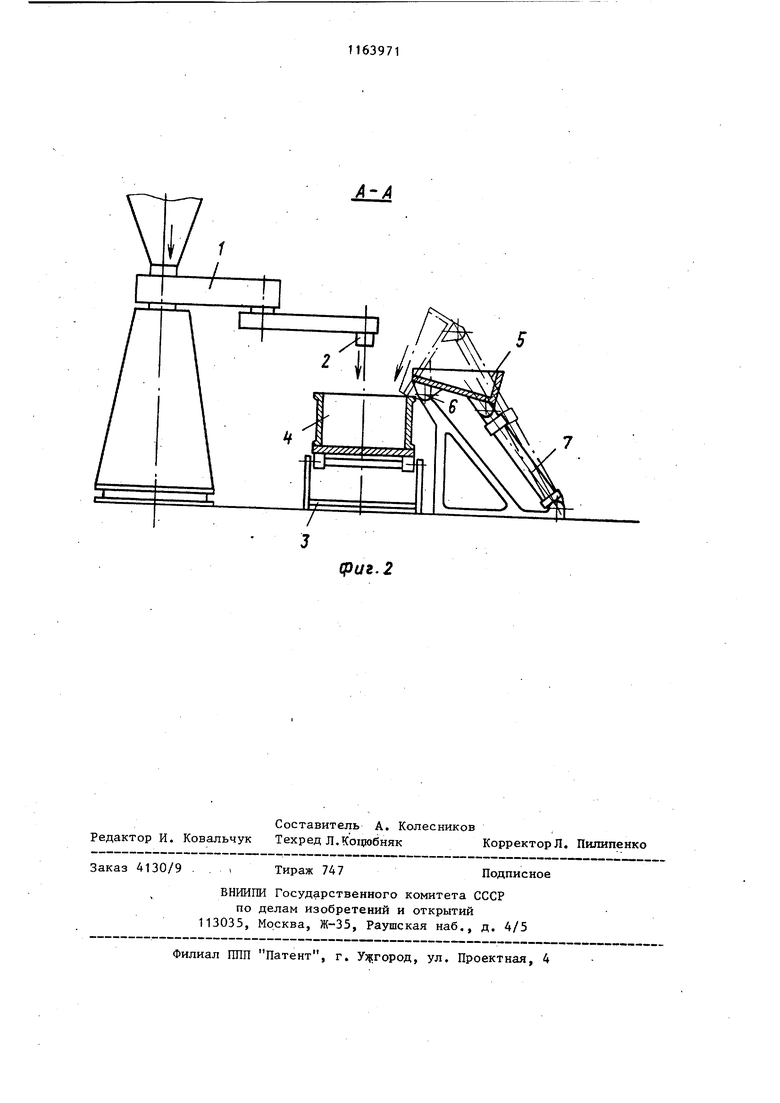
Изобретение относится к литейному производству, а именно к механизированному изготовлению литейных форм и стержней. Цель изобретения - устранение просыпания формовочной смеси на тран спортное устройство. На фиг. 1 изображена линия, вид сверху (пггрихпунктирной линией показано положение смесителя при смене опок на позиции заполнения их смесью); на фиг. 2 - разрез А-А на фиг. 1 (штрихпунктирной линией показано положение гидроцилиндра и поворотного лотка при сбросе просыпи смеси в опоку). Линия для изготовления литейных форм и стержней включает смеситель 1 с разгрузочным окном 2, транспортное средство в виде рольганга (или ленточного транспортера) 3, транспортирующего опоки или стержневые ящики 4, устройство для сбора просыпи, выполненного S виде поворотного лотка 5, установленного на оси 6 и снабженного механическим приводом, например, гидроцилиндром 7. Поворотный лоток 5 расположен в рабчэчей зоне смесителя 1 так, что в исходном положении его край перекрывает лад опоки 4, находящейся на позиции заполнения смесью, а в положении сброса смеси лоток 5 занимает положение над опокой (стержневым ящиком 4). Внутрь рольганга 3 на позиции заполнения опоки или стержневого ящика 4 смесью встроен встряхивакиций стол (не показан), взаимодействующий с опокой или стержневым ящиком 4. Линия работает следукщим образом. Незаполненная опока 4 подается рольгангом 3 в рабочую зону смесителя 1 на позицию заполнения смесью. Смеситель 1, работанлций непрерывно заполняет опоку (стержневой ящик) 4. В процессе заполнения опоки (стержневого ящика) 4 смесью, происходит уплотнение смеси встряхивающим столом, после чего рольганг 3 вьшодит заполненную опоку (стержневой ящик) 4 из рабочей зоны смесителя 1, а идущую вслед за ним с определенным интервалом незаполненную опоку (стержневой ящик) 4 перемещает в позицию заполнения смесью. В момент выхода заполненной и уплотненной опоки (стержневого ящика) 4из рабочей зоны смесителя 1 он переводится в положение, при котором его разгрузочное окно 2 располагается над поворотным лотком 5, и смесь накапливается на лотке. Когда заполненная опока (стержневой ящик) 4 приходит на позицию заполнения смесью, смеситель 1 переводится в положение над опокой (стержневым ящиком) 4, а гидроцилиндр 7 поворачивает лоток 5вокруг оси 6 так, что смесь с лотка 5 сбрасывается в незаполненную опоку (стержневой ящик) 4. Затем лоток 5 переводится в исходное положение, опока (стержневой ящик) 4 заполняется смесью, смесь уплотняется и процесс повторяется.
JjJ
сриг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления стержнейиз ХОлОдНОТВЕРдЕющиХ СМЕСЕй | 1978 |
|
SU846064A1 |
| Линия для изготовления стержней | 1980 |
|
SU980931A1 |
| Кантователь | 1990 |
|
SU1726122A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Бункерный затвор | 1974 |
|
SU789344A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Линия для изготовления стержней из холоднотвердеющих смесей | 1975 |
|
SU516461A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Установка для изготовления стержней | 1989 |
|
SU1713718A1 |
ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ, включающая смеситель, встряхивающий стол, транспортное средство и устройство для сбора просьши формовочной смеси, отличающаяся тем, что, с целью устранения просыпания формовочной смеси на транспортное средство, устройство для сбора просыпи формовочной смеси расположено В рабочей зоне смесителя и вьтолнено в виде приводного поворотного лотка. ел с 9) 00 ;о VI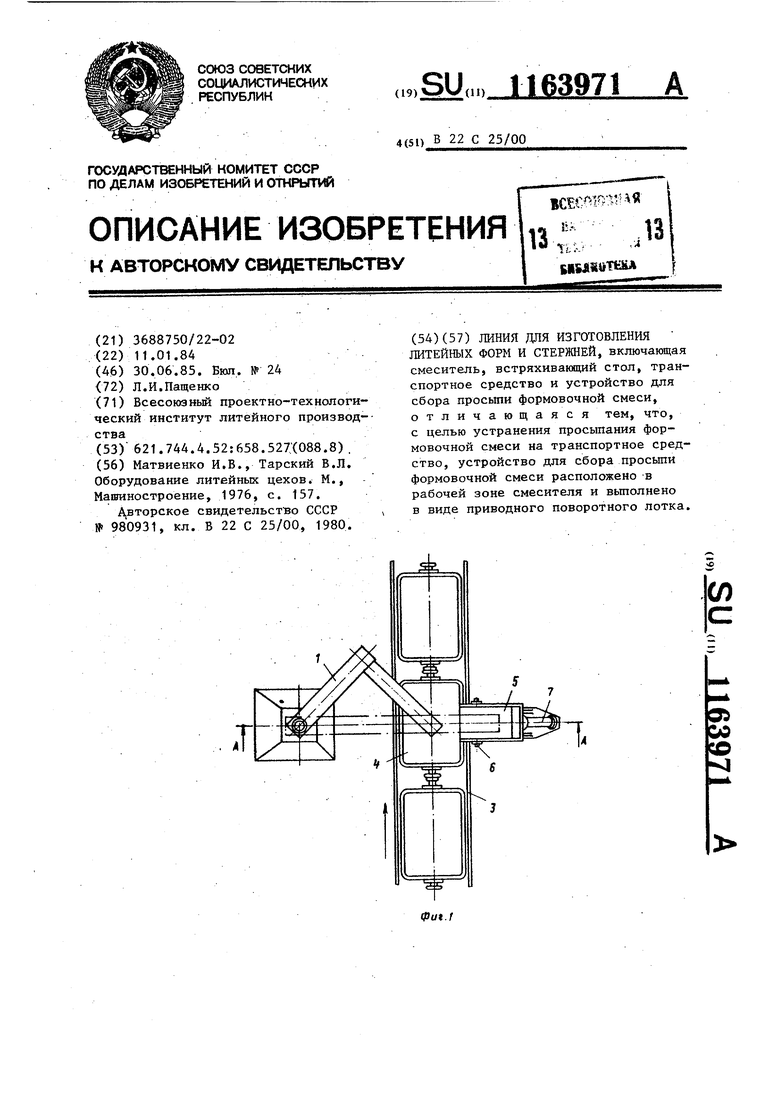
| Матвиенко И,В., Тарский В.Л | |||
| Оборудование литейных цехов | |||
| М., Машиностроение, 1976, с | |||
| Соломорезка | 1918 |
|
SU157A1 |
| Линия для изготовления стержней | 1980 |
|
SU980931A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
