О)
со со
00 00
Изобретение относится к порошковой металлургии, в частности к устройствам для изготовления изделий радиальным прессованием металлических порошков.
Целью изобретения является повышение качества спрессованных заготовок,
На фиг. 1 схематически показано устройство; на фиг. 2 - то же, вид сверху (со снятой направляющей втулкой) .
Устройство включает в себя направляющую втулку 1, оправку 2, соединенные с приводом (не показан) шестернями 3 и 4, деформируннций элемент в виде цилиндрической винтовой пружины 5 с витками прямоугольного сечения, внутренняя поверхность которых образует цилиндрическую оболочку 6, витки пружины 5 снабжены зацепами 7, равномерно распределенными по всей ее длине, а втулка 1 и оправка 2 имеют поводки 8 и 9, параллельные оси оправки 2, входящие в механический контакт с зацепами 7. Концы пружины 5 заделаны во втулку 1 и оправку 2.
Устройство работает следующим образом. , .
После засьтки порошка в кольцевое пространство между оправкой 2 и пруж ной 5 втулку t и оправку 2 приводят во вращение шестернями 3 и 4. При этом с помощью поводков 8 и 9 и зацепов 7 витки пруясины 5 поочередно о краев к середине затягиваются, уменьшаясь в диаметре.
Пружина 5 увеличивается по высоте поднимая направляющую втулку 1. В
конечном положении диаметр спрессованной заготовки (диаметр оболочки 6) и весь объем детали в целом уменьшается, т.е. происходит холодное прессование порошка.
Индивидуальный привод каждого витка позволяет развивать большие радиальные усилия прессования и обеспечивает равномерное распределение этих усилий по высоте прессуемой заготовки.
Применение предлагаемого устройства для изготовления заготовок диаметром 18 мм и высотой 21,5 мм из железографитовой шихты типа ЖГр1ДЗ позволило получить заготовки плотностью 6,06, (по высоте заготовки). При этом глубина вмятин, оставленных пружинами в процессе прессования порошка, не превьшгает 0,05 мм.
Аналогичные заготовки, полученные при помощи известного устройства, имеют плотность, равную 4,5-5,6 г/см причем в центральной части заготовки плотность минимальна.
Заготовки разрушаются в процессе их дальнейшего технологического предела, а само устройство вькодит из строя после одного цикла прессования (предлагаемое устройство вьщерживает не менее 200 циклов без разрушения).
Таким образом, применение предлагаемого устройства позволяет повысить качество изделий за счет увеличения плотности спрессованных заготовок и повышения равномерности распределения плотности по высоте заготовки.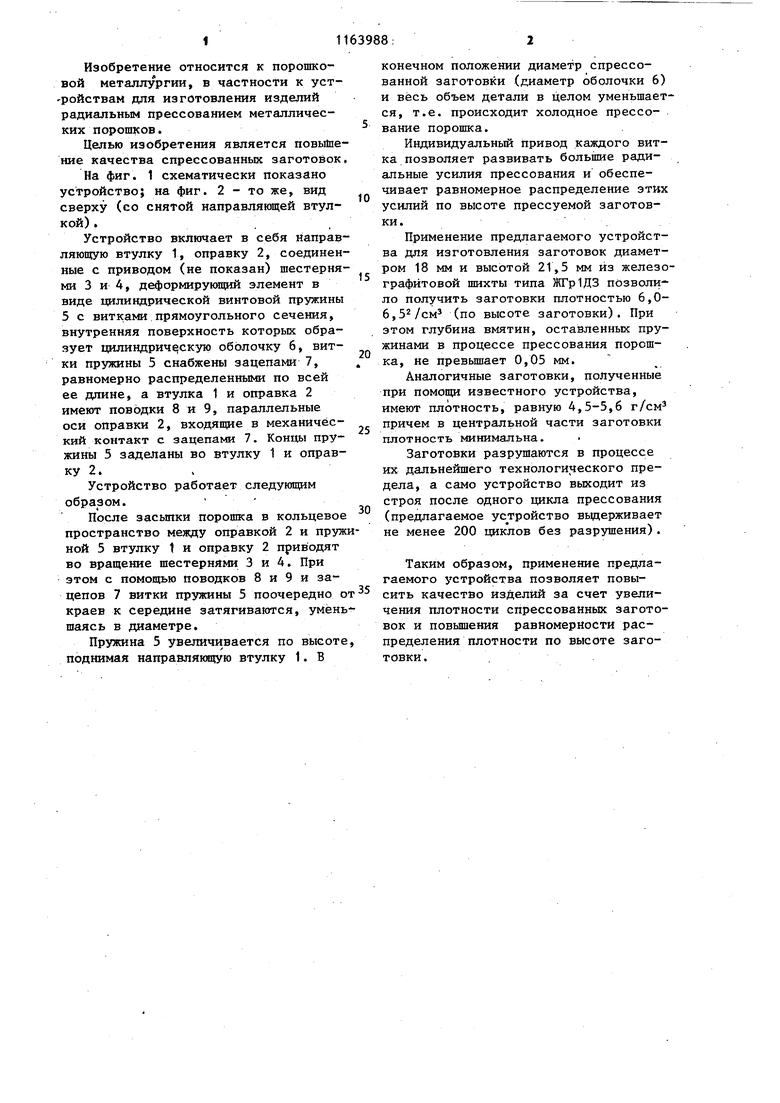
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования порошков | 1976 |
|
SU582908A1 |
| Пресс-форма для гидростатического прессования из порошка полых заготовок | 1985 |
|
SU1310111A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА ЩЕТОЧНОГО УПЛОТНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491462C1 |
| Установка для прессования металлических порошков | 1984 |
|
SU1186390A1 |
| Устройство для прессования изделий из порошка с внутренней резьбой | 1987 |
|
SU1438925A1 |
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
| Установка для прессования металлических порошков | 1987 |
|
SU1438924A1 |
| Устройство для изостатического прессования длинномерных изделий из порошка | 1984 |
|
SU1219251A1 |
| СПОСОБ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ЛОПАТОК ИЗ ПОРОШКА | 1989 |
|
SU1790805A1 |
| Способ получения армированных изделий | 1983 |
|
SU1357448A1 |


.УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ, включающее направляющую втулку, оправку, деформирующий элемент в виде цилиндрической винтовой пружины, связанный с втулкой и оправкой, и формообразующую оболочку, отличающееся тем, что, с целью повышения качества спрессованных заготовок, винтовая пружина выполнена из плотно прилегающих друг к другу витков прямоугольного сечения и снабжена зацепами,-закрепленными на наружной поверхности витков равномерно по всей длине пружины, втулка и оправка снабжены поводками, установленными параллельно оси оправки с возможностью механического контакта с зацепами, при этом втулка установлена с возможностью осевого перемещения по оправке, а формообразующая оболочка образована внутрен(Л ней поверхностью пружины.
| ПРЕСС-ФОРМА ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙТЕ:-. | 0 |
|
SU378293A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для прессования порошков | 1976 |
|
SU582908A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
