1
Изобретение относится к порошко вой металлургии в частности к нанесению покрытий на длинномерные изделия.
Цель изобретения расширение технологических возможностей иро цесса нанесения покрытий на поверхность длинномерных изделий.
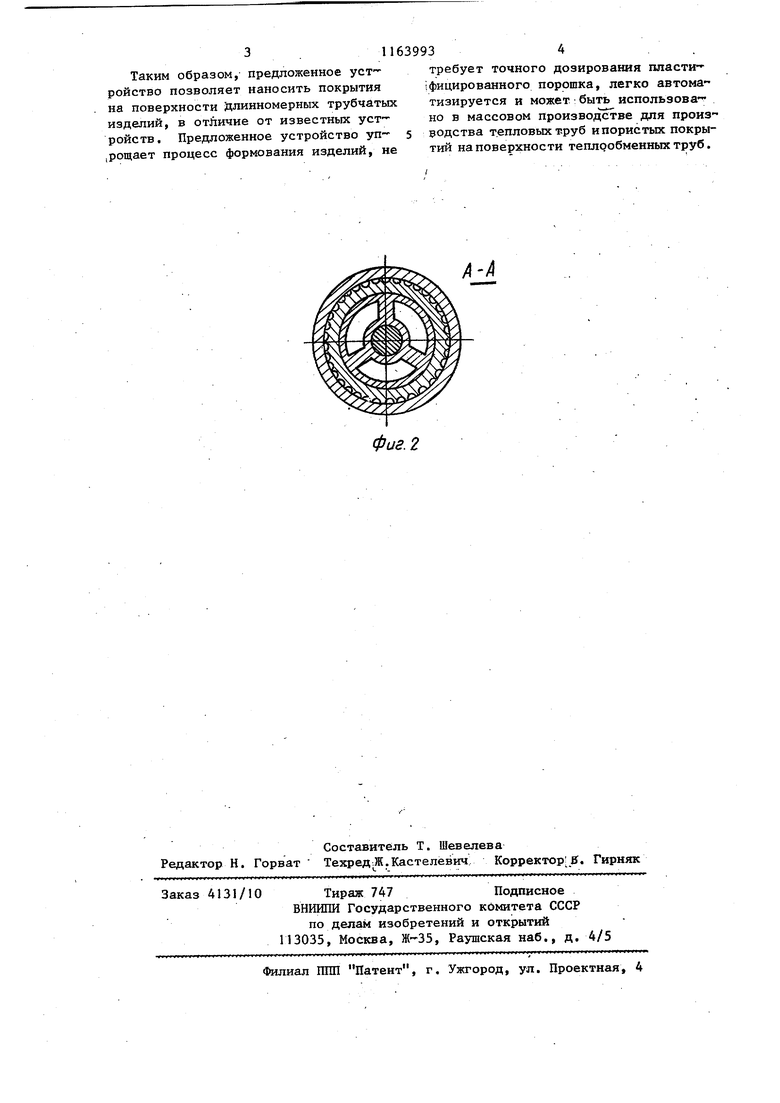
На фиг. 1 изображено предложенное устройство; на фиг, 2 разрез А-А на фиг, .
Устройство состоит из корпуса I, внутри которого расположен полый шнек 2. К торцу корпуса прикрепле на матрица 3 с закрепленной на ней трубчатой оправкой 4. Внутри трубча-той оправки установлена пружина 5 для подачи шликерной массы в зону формования и формующий элемент 6, со единенный с трубчатой оправкой посредством центрирующей звездочки 7, На конце оправки, сопряженном с внут ренней поверхностью изделия 8, выполнены по периметру продольные канав ки 9, для удаления жидкой фазы и имеющие размер поперечного сечения меньше размера фракций порошка. Для фиксации формующего элемента от осевого перемещения служит штанга 10, соединенная с основанием 11.
Размер поперечного сечения кана вок, вьшолненных по периметру оправ ки, лежит в пределах
1ф ,
ЧФГП1П
mm
MX где d
максимальный размер сече«ПИЯния канавки;
минимальный размер сечени
min канавки;
d d
размер фракции частиц порошка;
размер частиц порошка мифтгПнимальной фракции. Устройство работает-следующим образом.
Пластифицированный порошок из загрузочного бункера захватывается шнеком 2, уплотняется в конической части матрицы 3 и подается пружиной через трубчатую оправку 4 в зону формования. Пружина 5 необходима для подачи пластифицированного порошка в зону формования, поскольку шнек не обеспечивает продвижение порошка при значительной длине трубчатой оправки В то же время шнек 2 создает в зоне матрицы;постоянный подпор и препятствует обратному течению пластифициро639932
ванного порошка из трубчатой оправки, поскольку одна пружина не в состоянии обеспечить необходимое давление в зоне формования утечки порошка 5 в обратном направлении. В зоне формования непосредственно перед формующим элементом 6 через продольные канавки 9 под действием капиллярных сил удаляется жидкая составляющая. Активизирую-
О щим фактором, способствующим удалению жидкой составляющей, является давление, создаваемое в зоне шнековым прессом вследствие движения изделия относительно формующего элемента. Удаление
15 жидкой составляющей приводит к сближению частиц порошка между собой и осаждению их на внутреннюю поверхность
изделия непосредственно в зоне формо вания. При движении изделия относительно формующего элемента за счет резкого увеличения коэффициента трения порошка после удаления составляющей происходит затягивание порошка в зазор, образованный конической поверхностью формующего элемента и внутренней поверхностью изделия с образованием покрытия.
Данные по качеству покрытия, полученного с помощью предложенного уст- ройства, приведены в таблице.
Сырой слой .
С использованием жидкого связующего вещества
С использованием твер дого связующего вещества (предложенный)
Спеченный слой
С использованием жидкого связующего вещества
С использованием твердого связующего вещества
Таким образом, предложенное уст-ройство позволяет наносить покрытия на поверхности длинномерных трубчатых изделий, в отЛичие от известных уст рейсТВ, Предложенное устройство уп,рощает процесс формования изделий, не
требует точного дозирования пласти1фицированного порошка, легко автома тизируется и может : быть использова но в массовом Производстве для производства тепловых труб и пористых покрытий на поверхности теплообменных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения многослойных трубчатых изделий из порошков экструзией | 1984 |
|
SU1225690A1 |
| Устройство для формирования кольцевых изделий из порошков | 1977 |
|
SU679318A1 |
| Устройство для непрерывного формования трубчатых изделий из порошков | 1985 |
|
SU1289603A1 |
| Устройство для непрерывного формования трубчатых длинномерных изделий из порошков | 1985 |
|
SU1258626A1 |
| Устройство для прессования биметаллических длинномерных изделий | 1988 |
|
SU1519844A1 |
| Способ непрерывного изготовления изделий из порошков | 1987 |
|
SU1435405A1 |
| Устройство для формования длинномерных изделий | 1983 |
|
SU1139565A1 |
| Установка для формирования длинномерных изделий из порошка | 1986 |
|
SU1353575A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1985 |
|
SU1289605A1 |
| Способ формования порошковых материалов | 1988 |
|
SU1694351A1 |

фиг. 2
| Кипарисов С | |||
| С., Либенсон Г | |||
| А | |||
| Порошковая металлургия | |||
| М., Метал лургия, 1980, с | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕРТЕЖЕЙ ДЛЯ ОДНООБРАЗНОЙ РАСКРОЙКИ ПРЕДМЕТОВ ОДЕЖДЫ | 1919 |
|
SU287A1 |
| ШНЕК-ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 0 |
|
SU273634A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
