которые жестко соединены с корпусами 2, Порошок из загрузочных бункеров поступает в паз неподвижной плиты 12. Порошок предварительно уплотняется и заполняет винтовые нарезки закрепленного шнека 3, в которых он доуплотняется. Под действием сил прессования двумя встречными потоками уплотненный материал поступает
1
Изобретение относится к порошковой металлургии, в частности к установкам для формирования длинномерных изделий из порошка.
Целью изобретения является повышение плотности и точности размеров изделий„
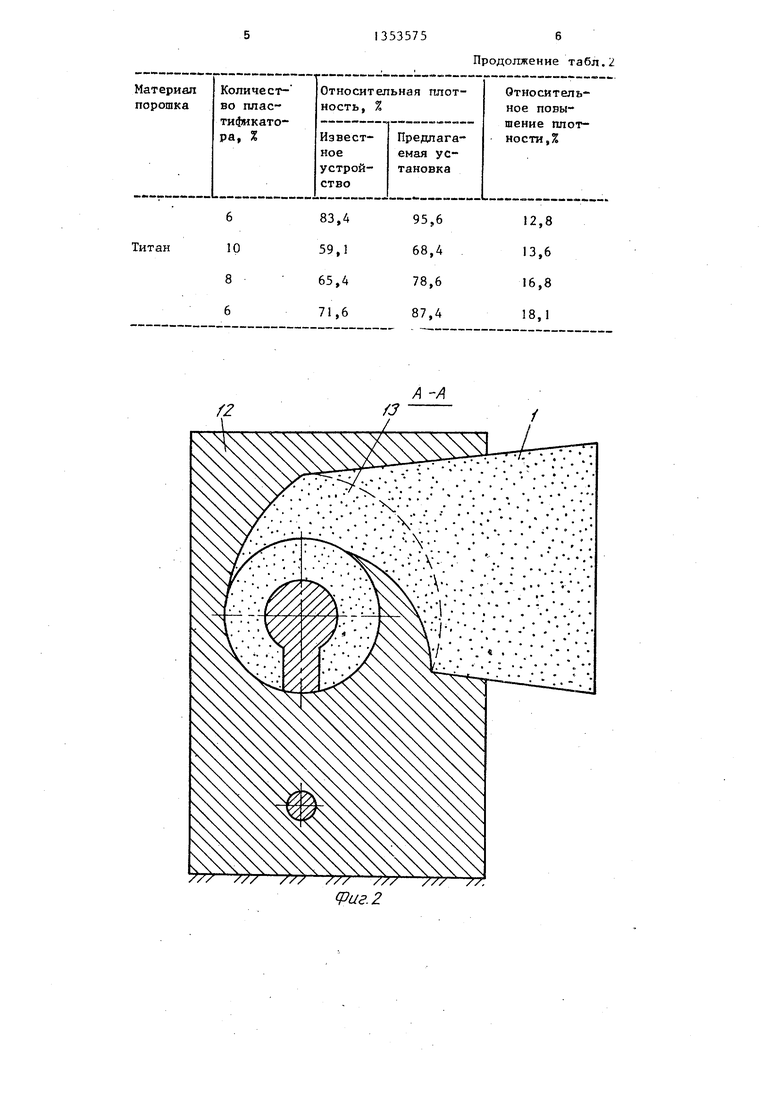
На фиго1 представлена установка для формирования длинномерных изде- ЛИЙ из порошка; на фиг.2 - сечение А-А на фиг,1; на фиг.З - сечение Б-Б на фиг.1.
Установка содержит два загрузочных бункера 1 и два корпуса 2. Шнек 3 установлен внутри корпусов 2о Матрица 4 и направляющая оправочного стержня 5 установлены соосно и жестко закреплены на отдельном основании 6 о В резьбовом отверстии направ- ляющей оправочного стержня 5 установлен оправочный стержень 7, на конце которого закреплена калибрующая оправка 8, На другом конце оправочнго стержня 7 закреплен маховик 9. Загрузочные устройства состоят из двух вращающихся зубчатых дисков 10 и 11 и неподвижной плиты 12, в которой выполнен сообщающийся со шнеком паз 138 Механизм передачи вращатель- ного движения состоит из зубчатых колес 14э закрепленных на валу 15,
Установка работает следующим образом..
/,
От привода (не показан; вращательное движение посредством пере- дающего вала 15 и закрепленных на нем зубчатых колес 14 передается на зубчатые диски 10 и 11. Зубчатые дис ки 10 жестко соединены с корпусами 2а Корпусам 2 сообщается вращательв зону формования, которая ограничена матрицей 4, направляющей стержня 5, жестко закрепленными на основании, оправочным стержнем 7 с калиб- рукяцей оправкой 8„ Установка позволяет прессовать высокоплотные дпин- номерные изделия с равномерным распределением плотности по длине последнего. 3 ил., 2 табл.
ное движение. Порошок из загрузочных бункеров 1 непрерывным потоком поступает в паз 13 неподвижной плиты 12. За счет вращения зубчатых дисков 10 и 11 и механического контакта порошка с торцовыми поверхностями зубчаты дисков порошок предварительно уплотняется и заполняет винтовые нарезки неподвижно закрепленного шнека 3. В винтовых нарезках шнека 3 порошок доуплотняется под действием сил прессования двумя встречными потоками поступает в зону формования„ Зона формования ограничена матрицей 4, направляющей оправочного стержня 5 и оправочным стержнем 7 с калибрующей оправкой Во В зоне формования порошок из разных потоков частично перемешивается и с равномерной плотностью распределяется по поверхности оправочного стержня 7. Предварительно доуппотненный в винтовых канавках шнека 3 порошок дополнительно уплотг няется в конической части формующего отверстия матрицы 4 и окончательно уплотняется в калибрующей части этог отверстия.
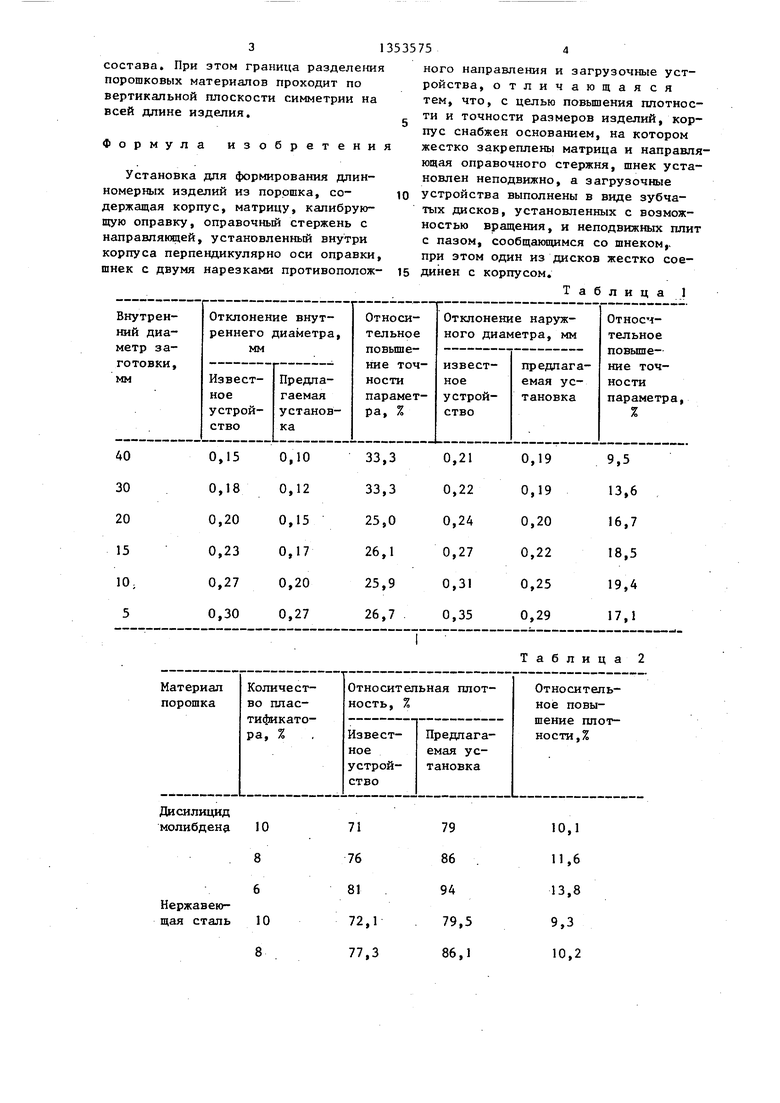
В табл.1 приведены результаты сравнения точности размеров изделий, полученных при изготовлении на известной и предлагаемой установках, а в табл.2 - сравнение относительной плотности.
Из табл.1 и 2 следует, что предпа гаемая установка позволяет повысить плотность и точность размеров порошковых длинномерных цилиндрических изделий полого сечения.
На установке имеется возможность изготовления порошковых изделий из двух порошков различного химического
31353575
состава. При этом граница разделеття порошковых материалов проходит по вертикальной плоскости симметрии на всей длине изделия.
ного направления и загрузочные устройства, отличающаяся тем, что, с целью повышения плотиос- ти и точности размеров изделий, корпус снабжен основанием, на котором жестко закреплены матрица и направляющая оправочного стержня, шнек установлен неподвижно, а загрузочные номерных изделий из порошка, со- ю устройства выполнены в виде зубча- держащая корпус, матрицу, калибрую- тых дисков, установленных с возмож- щую оправку, оправочный стержень с иостью вращения, и неподвижных плит направляющей, установленный внутри с пазом, сообщающимся со шнеком,, корпуса перпендикулярно оси оправки, при этом один из дисков жестко сое- шнек с двумя нарезками противополож- is динен с корпусом.
Таблица 1
Формула изобретения Установка для формирования длинТаблица 2
Продолжение табл.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного формования изделий из порошков | 1987 |
|
SU1502196A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1987 |
|
SU1423283A1 |
| Установка для непрерывного прессования двухслойных изделий из порошков | 1986 |
|
SU1357134A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1981 |
|
SU975203A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1982 |
|
SU1033263A1 |
| Способ формования порошковых материалов | 1988 |
|
SU1694351A1 |
| Устройство для формования длинномерных изделий | 1983 |
|
SU1139565A1 |
| Устройство для непрерывного формования изделий из порошков | 1988 |
|
SU1586856A1 |
| Устройство для непрерывного формования трубчатых длинномерных изделий из порошков | 1985 |
|
SU1258626A1 |
| Устройство для прессования изделий из порошка с внутренней резьбой | 1987 |
|
SU1438925A1 |

Изобретение относится к порошковой металлургии, в частности к- установкам для формирования длинномерных изделий из порошка. Целью изобретения является повьнпение плотности и точности размеров изделий. Посредством передающего 15 и закрепленных на нем зубчатых колес 14 вращение передается на диски 10 и 11, It (Л ff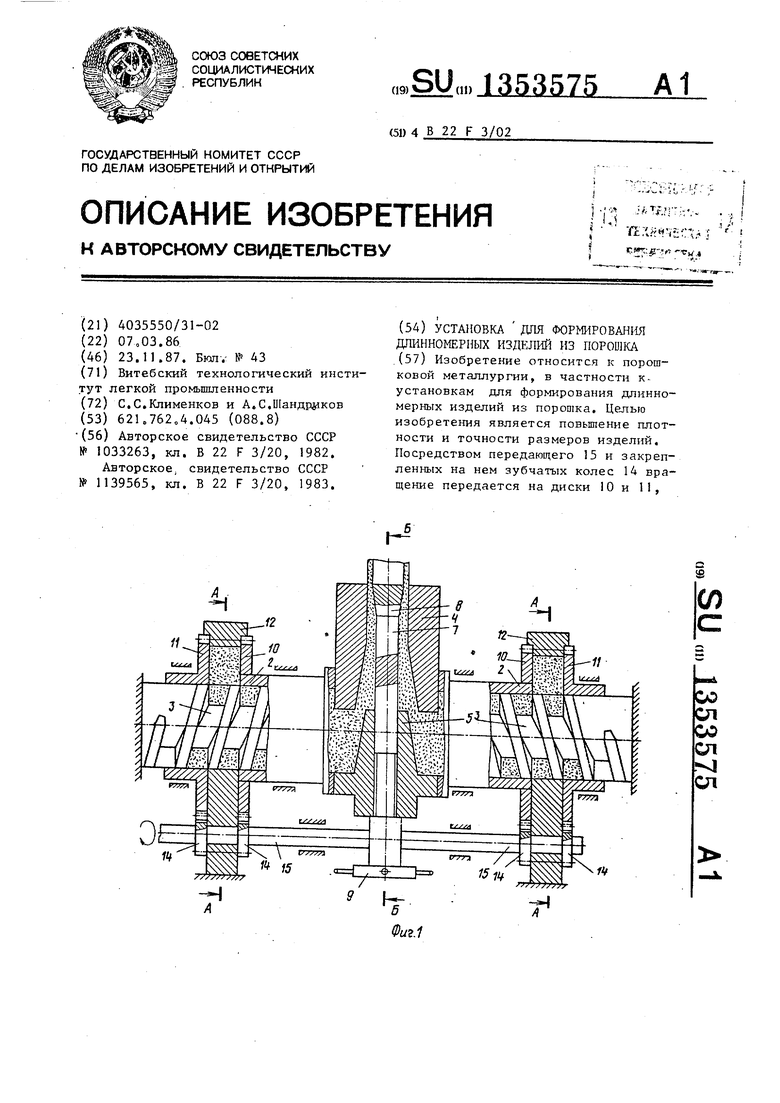
/7/
/// /У7
//////
/ //
/77
Редактор С.Патрушева
Составитель Л.Гамаюнова
Техред И.Верес Корректор MoMaкcи iишинeц
Заказ 5657/13Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Фиг. 5
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1982 |
|
SU1033263A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Авторское, свидетельство СССР № 1139565, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
