10
15
20
1 , 1289603
Изобретение относится к норошко- вой металлургии, в частности к устойствам для непрерывного формования тру(5чатых изделий из порошков метоом экструзии.
Целью изобретения является повыение производительности процесса плотности, изделий.
На чертеже представлена схема устройства, продольный разрез.
Устройство состоит из корпуса 1, к торцу которого крепится матрица 2, Внутрикорпуса размещен экстру- дируюпщй элемент 3, Посредством червянного колеса 4 экструдирующий элемент соединяется с приводом (условно не показан), Внутри экстру- дирующего элемента неподвижно установлен стержень 5, опирающийся на подпятник 6, Наружный диаметр . стержня 5 равен внутреннему диаметру винтовой поверхности экструди- рующего элемента 3, К торцу стержня и экструдирующего элемента крепится оправка 7, В верхней части корпуса установлен загрузочный бункер 8, Корпус и подпятник крепятся к основанию 9, Оправка посредством резьбового соединения крепится к торцу стержня и экtTpyдирующего элемента.
Устройство работаез следующим образом.
От привода через червячное колесо 4 вращательное движение сообщается экструдирующему элементу 3, Одновременно из загрузочного бункера 8 на витки экструдирующего элемента поступает порошок. Порошок захватывается витками экструдирующего элемента и транспортируется в зону уплотнения матрицы, ограниченную с одной стороны поверхностью матрицы 2, а с другой - поверхностью оправки 7, В зоне уплотнения происходит формование порошка в изделие трубчатой формы.10,
25
30
35
40
э н м по во т вы
гд щ э
п
и п к эл т н ч т н
л
м п
п т о п
к
н п
45 п с п
Предлагаемое устройство обладает следующими отличительными признаками. Наружный диаметр стержня, установленного неподвижно внутри зкстру- дирующего элемента равен внутреннему диаметру винтовой новерхности экструдирующего элемента. Это позволяет в данном устройстве свести к проворот порошка вместе со шнеком.
В предлагаемом устройстве внутренний диаметр винтовой поверхности
5
0
5
0
5
0
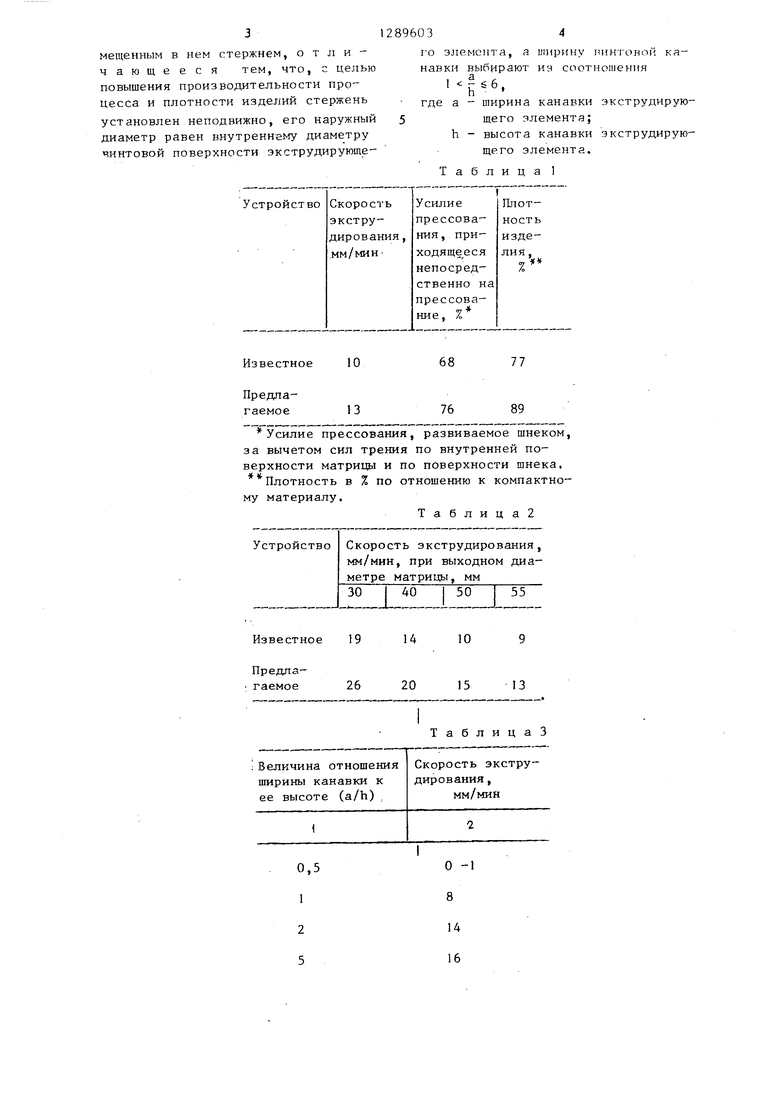
экструдирующего элемента, т,е, основание канавки экструдирующего элемента, образуется цилиндрической поверхностью стержня. Ширина винтовой канавки экструднрующего элемента должна быть больше ее высоты. Для достижения цели необходимо, чтобы отношение ширины канавки к ее высоте удовлетворяло неравенству
где а - ширина канавки экструдирую- щего элемента; h - высота канавки экструдирующего элемента.
Для проверки достижения цели был проведен эксперимент.
В качестве исходного материала использовался пластифицированный порошок ШКЗМЗ. В первом случае порошок экструдировался цельным шнеком, во втором - экструдирующим элементом, внутренний диаметр винтовой поверхности которого равен наружному диаметру стержня. Полученные длинномерные изделия трубчатой формы разрезались на образцы необходимой длины и спекались.
Результаты эксперимента представлены в табл.I.
Зависимость выходного диаметра матрицы и скорости экструдирования представлены в табл.2.
Экспериментально установлено, что при увеличении ширины канавки против ее высоты 6 при постоянном объеме канавки, производительность процесса уменьшается.
Экспериментальные данные экструдирования порошка марки ПЖЗМЗ шнеком, у которого площадь канавки в
нормальном сечении равна приведены в табл.3.
100 мм
Анализ экспериментальных данных 45 показывает, что предлагаемое устройт- ство позволяет на 30% увеличить скорость экструзии и на 12% увеличить плотность изделий.
Предлагаемое устройство позво- 50 ляет получать трубы в широком диапазоне диаметров и практически неограниченной длины.
Формула изобретения
Устройство для непрерывного формования трубчатых изделий из порошков, содержащее корпус, бункер, привод и экструдирующий элемент с раз-
мещениым в нем стержнем, отличающееся тем, что, с целью повышения производительности процесса и плотности изделий стержень установлен неподвижно, его наружный диаметр равен внутреннему диаметру чинтовой поверхности экструдирующеИзвестное
Предлагаемое
Усилие прессования, развиваемое шнеком, за вычетом сил трения по внутренней поверхности матрицы и по поверхности шнека,
Плотность в % по отношению к компактному материалу.
Таблица2
Известное
Предлагаемое
:Величина отношения ширины канавки к ее высоте (a/h) ,
12896034
го элемента, а ширину iniHTOBOH канавки выбирают иа соотношения
,
где а - ширина канавки экструдирую- 5 щего элемента;
h - высота канавки зкструдирую- щего элемента.
Таблица 1
10
68
77
13
76
89
19
14
10
20
15
13
ТаблицаЗ
Скорость экстру- дирования, мм/мин
615
79
84
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования порошковых материалов | 1987 |
|
SU1447573A1 |
| Устройство для непрерывного формования изделий из порошков | 1986 |
|
SU1379092A1 |
| Способ формования порошковых материалов | 1988 |
|
SU1694351A1 |
| Устройство для непрерывного формования изделий из порошков | 1988 |
|
SU1586856A1 |
| Устройство для получения многослойных трубчатых изделий из порошков экструзией | 1984 |
|
SU1225690A1 |
| Устройство для формования трубчатых изделий из порошка | 1988 |
|
SU1668037A1 |
| Устройство для непрерывного формования изделий из порошков | 1987 |
|
SU1502196A1 |
| Устройство для прессования трубчатых изделий из порошка | 1986 |
|
SU1366289A1 |
| Устройство для формования из порошка длинномерных профилей | 1983 |
|
SU1152709A1 |
| Устройство для непрерывного прессования порошков | 1982 |
|
SU1199447A1 |
Изобретение относится к устройствам для непрерывного формования трубчатых изделий из порошков. Цель изобретения - повышение производительности процесса и плотности изделий. Из загрузочного бункера 8 ; на витки экструдирующего элемента поступает порошок, который захватывается витками и транспортируется в зону уплотнения матрицы, ограниченную с одной стороны поверхностью матрицы 2, а с другой - поверхностью стержня 5. Наружный диаметр стержня, установленного внутри экструдирующего элемента неподвижно, равен внутреннему диаметру винтовой поверхности экструдирующего элемента, а Ширину винтовой канавки выбирают из соотношений 1 :а/пь6, где а - ширина канавки экструдирующего элемента; h - высота канавки экстру- дирующего элемента. 1 ил., 3 табл. с е (Л с: 2 .10 ю 00
| Устройство для непрерывного формования труб из порошка | 1981 |
|
SU952439A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1982 |
|
SU1033263A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
